Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación.
Procedimiento para la fabricación de una pieza de transmisión,
simétrica a la rotación, fabricada de unapieza, especialmente una corona de arrancador, con una parte de envolvente (3) exterior a la que se uneuna brida (4) en ángulo con espesor diferente, orientada hacia el eje central, caracterizada por que la brida(4) es fabricada por conformación de una zona periférica de una pieza en bruto (1) con forma anular y poradelgazamiento de pared en un proceso de prensado, en donde antes del prensado de la brida (4) la piezaen bruto (1) en forma anular es transformada en una preforma cónica con un útil de prensado (5).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/061692.
Solicitante: WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: SCHORMELWEG 27 48324 SENDENHORST ALEMANIA.
Inventor/es: FRIESE, UDO, OHLSCHER,HEIKO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › Repujado de piezas de revolución por rotación.
- B21D53/28 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › con engranajes.
PDF original: ES-2451520_T3.pdf
Descripción:
Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación El invento se refiere a un procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, de acuerdo con el preámbulo de la reivindicación 1.
Piezas de transmisión fabricadas de esta manera encuentran utilización en diferentes campos de aplicación, como por ejemplo como coronas de arrancador en automóviles.
En ella, una corona de arrancador de este tipo presenta una corona dentada circunferencial provista con dientes orientados axialmente a los que se une una brida que se extiende radialmente respecto del eje central. Las coronas de arrancador utilizadas hasta la fecha están fabricadas o de una pieza a partir de una rodaja o por soldadura de la corona de arrancador fabricada por separado a la brida igualmente separada.
Por el documento EP-1 697 066 B1 se conoce un procedimiento para la fabricación de una pieza de transmisión de este tipo que es fabricada como producto semiacabado a partir de una rodaja de chapa en un proceso de estampación, en el que el necesario conformado se produce por prensado / conformado del material.
Para la fabricación de la parte de envolvente que forma la zona circunferencial de borde de la pieza de transmisión, en la cual a continuación se introducirán los dientes orientados axialmente para formar la corona dentada, se deforma la rodaja por regruesamiento de material en el borde exterior mediante un o varios rodillos de compresión bajo un cambio de espesor simultaneo de la rodaja.
Ciertamente, el procedimiento conocido está ligado con algunas desventajas que actúan en contra de una fabricación óptima.
Entre otras, aquí se cuenta el recorte que se produce en la fabricación de la rodaja como producto semiacabado por el corte de la rodaja a partir de una plancha de chapa y el practicar una abertura central. Puesto que estas piezas de transmisión se fabrican en serie como un producto masivo la optimización de la utilización de material recibe una alta importancia en la optimización de la propia fabricación.
En una aplicación de la rodaja mencionada la parte exterior de envolvente debe ser fabricada por un regruesamiento de borde, para lo que en un procedimiento de estampación por conformación en frio se comprime material de la rodaja en la zona exterior de borde.
Ciertamente esto es insatisfactorio tanto por lo que respecta a los costes de fabricación resultantes de los tiempos de mecanizado, como también de la necesaria calidad de fabricación, puesto que en último caso se puede llegar a la formación de pliegues o de grietas en la parte de envolvente por el interior de la periferia con la consecuencia con una correspondiente cuota de desechos que, naturalmente, también influyen de manera negativa en la estructura de costes.
En el documento DE 196 20 812 A1 se publica un procedimiento para la fabricación de una pieza de transmisión simétrica a la rotación en la que para la formación de la brida se fabrica una preforma cónica mediante un rodillo de compresión.
El invento tiene como base la misión de desarrollar un procedimiento del tipo acorde con el género de tal manera que sea posible una fabricación más sencilla y económica con una calidad de producción mejorada.
Esta misión será resuelta por un procedimiento con las características de la reivindicación 1.
La pieza en bruto, con forma anular, que forma el producto semiacabado, o sea el producto de partida para la fabricación para la pieza de transmisión que hay que fabricar, puede estar compuesta de un hierro plano soldado, un trozo de tubo, un producto previo forjado o laminado cuyo espesor de pared esencialmente se corresponda con el espesor de la parte de envolvente de la pieza de transmisión terminada, en la que durante la fabricación de la corona de arrancador se practicará un dentado exterior.
En el caso de utilizar un aro soldado se produce en primer lugar una calibración de la pieza en bruto para obtener una concentricidad suficiente.
La brida acorde con el invento que tiene que ser conformada se une a la parte de envolvente preferiblemente por presión mediante como minimo un rodillo de presión es prensada o conformada radialmente hacia el interior partiendo del espesor de la parte de envolvente, con adelgazamiento de la pared.
Con ello, el conformado de la brida se produce en varios pasos, por ejemplo, primeramente conformando un contorno en forma de tronco de cono sobre el producto en bruto en forma anular mediante un útil de prensado, y a continuación prensar /conformar en dirección del eje central de la pieza de transmisión mediante el rodillo de presión con adelgazamiento simultaneo de la pared de brida.
Según sea lo que se necesite, se pueden formar diferentes espesores de pared por el contorno de la brida que discurren en continuo, como una cuña, o en escalonados. Tambien se puede pensar en conformar un cubo en el centro de la brida, por medio del prensado/conformado. Además, especialmente en el caso de un contorno de brida muy complejo, el contorno final puede ser fabricado con un útil de prensado .
Por lo demás, con ayuda del rodillo de presión se pueden fabricar diferentes espesores de pared de la brida, dependiendo de la colocación del rodillo de presión tanto en la dirección axial como también en la dirección radial de la pieza de transmisión, de manera que sin problema se pueden fabricar diferentes espesores y contornos de la brida.
Puesto que como pieza en bruto se utiliza un modelo esencialmente cilíndrico, al contrario que en el estado de la técnica en el que se utiliza una rodaja, la fabricación se realiza casi libre de desechos, con lo que naturalmente se obtienen considerables ventajas en los costes, especialmente por que tales piezas de transmisión, como ya se ha mencionado, se fabrican en grandes series por ser artículos de serie.
Puesto que ahora ya no es necesario un regruesamiento del borde para la fabricación de la parte de envolvente, puesto que la parte de envolvente se corresponde en su espesor con el espesor del material de partida, se evitan las desventajas descritas de formación de pliegues / o grietas en el caso de un reguesamiento de la parte de envolvente, con lo que se obtiene una reducción de la cantidad de desechos y como consecuencia una optimización de los costes de fabricación.
Otras construcciones ventajosas del invento están caracterizadas en las reivindicaciones secundarias.
A continuación se describe nuevamente el procedimiento acorde con el invento sobre la base de los dibujos adjuntos.
Se muestra:
Figuras 1 -4. Diferentes pasos del procedimiento, en una vista lateral seccionada de un dispositivo para la realización del procedimiento así como una pieza de transmisión.
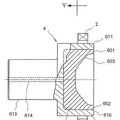
En la figura 1 se puede reconocer una pieza en bruto 1 de forma anular que será conformada en una pieza de transmisión 2 simétrica a la rotación, especialmente una corona de arrancador, como se puede reconocer en la figura 4como producto en bruto representado de manera esquemática.
Esta pieza en bruto 1 está sujeta sobre una herramienta mandril 7 (figura 2) de un dispositivo para llevar a cabo el procedimiento con una zona, que en el producto terminado (figura 4) forma la parte de envolvente 3, mientras que otra parte sobresale sobre la herramienta mandril 7, a partir de la cual se forma una brida 4 que discurre radialmente.
Mediante un útil de prensado 5 se obtiene un conformado previo de la pieza de transmisión 2, mediante el cual la parte de la pieza en bruto 1 sobresaliente de la herramienta mandril 7 recibe primeramente la forma de un cono, como se puede apreciar en la figura 1. Entonces el útil de prensado 5 presiona axialmente contra la parte cilíndrica sobresaliente de la pieza en bruto 1.
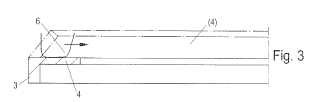
En un siguiente paso de trabajo, como el que está mostrado en la figura 3, se conforma la brida 4 mediante un rodillo de presión 6 que puede ser regulado axial y radialmente, la cual se extiende radialmente hacia el eje central, en ángulo recto con la parte de envolvente 3.
Mediante el ajuste radial se puede conseguir un perfilado en escalones de la brida 4, como se puede apreciar en la figura 4.
Mediante una mecanización con arranque o sin arranque de viruta la parte exterior de la parte de envolvente 3 puede ser provista con por ejemplo un dentado exterior.
Presionando mediante el rodillo de presión 6 el producto previo, disponible como semiproducto, es desplazado en rotación mientras que el rodillo de presión 6 que gira libremente es ajustado axial y radialmente.
A continuación, en la brida 4 puede ser conformado, igualmente por presión, un cubo orientado axialmente, concéntrico.
Reivindicaciones:
1. Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, fabricada de una pieza, especialmente una corona de arrancador, con una parte de envolvente (3) exterior a la que se une una brida (4) en ángulo con espesor diferente, orientada hacia el eje central, caracterizada por que la brida (4) es fabricada por conformación de una zona periférica de una pieza en bruto (1) con forma anular y por adelgazamiento de pared en un proceso de prensado, en donde antes del prensado de la brida (4) la pieza en bruto (1) en forma anular es transformada en una preforma cónica con un útil de prensado (5) .
2. Procedimiento según la reivindicación 1, caracterizado por que mediante como minimo un rodillo de presión (6) se pueden fabricar diferentes espesores y/o contornos de la brida (4) .
3. Procedimiento según la reivindicación 1 o 2, caracterizado por que en la brida (4) se conforma un cubo concéntrico por deformación en frio.
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que el contorno definitivo de la brida se elabora mediante un útil de prensado.
5. Procedimiento según una de las reivindicaciones precedentes, caracterizado por que la pieza en bruto (1) 15 en forma anular es calibrada antes del conformado.
Patentes similares o relacionadas:
Procedimiento y dispositivo para la laminación por presión, del 15 de Abril de 2020, de Leifeld Metal Spinning AG: Procedimiento para laminación por presión, en particular de la rueda de un vehículo, en el que una pieza de trabajo se pone en rotación alrededor de un eje de […]
Dispositivo de fabricación de llantas de vehículo de motor de metal ligero, del 5 de Noviembre de 2019, de SSB-Maschinenbau GmbH: Se pone a disposición un dispositivo de fabricación de llantas de metal ligero de vehículo de motor a partir de un dispositivo de conformación por estirado […]
Combinación de un dispositivo y una preforma y procedimiento para la fabricación de una rueda de metal ligero, del 15 de Marzo de 2017, de Ronal AG: Combinación de un dispositivo para la fabricación de una rueda de metal ligero a partir de una preforma y de una preforma de la rueda de […]
Aparato de reconfiguración de un cierre terminal de recipiente metálico y uso de dicho aparato, del 20 de Mayo de 2015, de BALL CORPORATION: Un aparato de reconfiguración de un cierre terminal metálico que comprende un gancho de cubierta periférico, una pared de presión que […]
Procedimiento y dispositivo para la conformación de una pieza de trabajo, del 17 de Diciembre de 2014, de Leifeld Metal Spinning AG: Procedimiento para la conformación de una pieza de trabajo con un eje central , una zona radialmente interior y una zona […]
Procedimiento para transformar un disco de chapa, del 30 de Abril de 2014, de WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG: Procedimiento para transformar un disco de chapa , que está colocado sobre una herramienta plana que gira alrededor de un eje , y que […]
 Procedimiento de cierre y máquina de cierre, del 5 de Agosto de 2013, de KAYABA INDUSTRY CO., LTD.: Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo presionando una matriz calentada mediante un dispositivo de […]
Procedimiento de cierre y máquina de cierre, del 5 de Agosto de 2013, de KAYABA INDUSTRY CO., LTD.: Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo presionando una matriz calentada mediante un dispositivo de […]
MÉTODO PARA COFORMAR UN REBORDE DE REFUERZO EN UN CIERRE DE EXTREMO DE RECIPIENTE, del 16 de Febrero de 2012, de BALL CORPORATION: Método para alterar la geometría de un cierre de extremo metálico que está adaptado para su interconexión a un cuello de un recipiente, que comprende: proporcionar […]