Tejido heterogéneo para el anillo de temple.
Un tejido (30) para cubrir al menos parcialmente un anillo (60) para el templado de vidrio que ha sido curvado,
dicho tejido (30) comprende al menos tres tiras (32, 34, 36), una tira (32) de una estructura tricotada de alta densidad para templar el vidrio y por lo menos dos tiras (34, 36) de estructura de densidad más baja para fijar el tejido (30) a dicho anillo (60).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/055658.
Solicitante: NV BEKAERT SA.
Nacionalidad solicitante: Bélgica.
Dirección: BEKAERTSTRAAT 2 8550 ZWEVEGEM BELGICA.
Inventor/es: DE RIDDER,FRANK, CLAES,RAF.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C03B27/044 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 27/00 Templado de los artículos de vidrio (post-tratamiento de fibras C03B 37/10). › para hojas de vidrio plano o abombado en posición horizontal.
- C03B35/20 C03B […] › C03B 35/00 Transporte de los artículos de vidrio durante su fabricación. › por medio de pinzas o cuadros-soporte.
PDF original: ES-2537446_T3.pdf
Fragmento de la descripción:
Tejido heterogéneo para el anillo de temple
Campo técnico
La presente invención se refiere a un tejido para cubrir al menos parcialmente un anillo para el templado de vidrio. La invención también se refiere a un conjunto de un anillo de temple y a un tejido de este tipo.
Antecedentes de la técnica El proceso para el curvado de vidrio que se ha de utilizar, p. ej., como vidrio para coches en lunetas de vehículos, comprende principalmente las siguientes etapas: cargar el vidrio a una estufa u horno, calentar el vidrio por encima de su temperatura de debilitamiento en la estufa u horno, curvar el vidrio calentado y atemperar o templar el vidrio curvado.
Durante la fase de templado o atemperado el vidrio no sólo se enfría a la temperatura ambiente, sino que al mismo tiempo se crean tensiones internas dentro del vidrio debido a la velocidad de enfriamiento. En las superficies externas del vidrio la temperatura está disminuyendo más rápidamente que en el interior del vidrio. Este gradiente de temperatura crea tensiones que se establecen en el interior del vidrio por encima de una determinada velocidad de enfriamiento. En caso de que la velocidad de enfriamiento sea demasiado baja, las tensiones son demasiado bajas y el vidrio no se desmenuza en partículas del tamaño requerido en caso de impacto. Si la velocidad de enfriamiento es demasiado alta, las tensiones se vuelven demasiado elevadas y el vidrio demasiado frágil y el cristal no se desmenuza en partículas del tamaño requerido en caso de impacto. Por lo tanto, el proceso de templado es un proceso que debe ser controlado dentro de estrechas tolerancias.
Durante el proceso de templado o temple, las zonas fronterizas del vidrio curvado están descansando en el llamado anillo de templado o temple, al que se alude en lo que sigue como anillo de temple. Este anillo de temple está provisto de aberturas u orificios para permitir que el aire de refrigeración sea soplado sobre el vidrio. Un tejido de separación resistente al calor cubre el anillo de temple. Este tejido es habitualmente un tejido de punto o una tela tejida capaz de soportar altas temperaturas y permeable al aire con el fin de no perturbar la circulación del aire de refrigeración presurizado que se utiliza para el temple. Es una práctica estándar utilizar para este propósito un tejido de punto o una tela tejida con mallas relativamente anchas. El documento US 5328496 también describe revestimientos de tela para moldes anulares.
Un inconveniente de este tejido permeable abierto es que deja marcas en las zonas fronterizas del vidrio. Además, el vidrio puede exhibir ondulaciones. Durante muchos años, este inconveniente ha sido aceptado. Este es ahora cada vez menos el caso.
Una de las razones de este grado decreciente de aceptación es que los parabrisas, las lunetas laterales y las lunetas traseras para coches solían ser incrustados en un anillo de caucho. De esta forma, cualquier marca presente en los bordes de las lunetas quedaba al menos parcialmente oculta por el anillo de caucho. Actualmente las lunetas para coches están pegadas en el bastidor del vehículo, de manera que los bordes de las lunetas para coches quedan totalmente visibles. Además de ello, se está haciendo un uso creciente de una tira de esmalte en la luneta que hace más visibles a las marcas.
Otra de las razones para este grado decreciente de aceptación es que la luneta trasera de algún tipo de coches, sobre todo los coches de alta gama y coches deportivos, se coloca bajo un ángulo que es cada vez más pequeño. Este ángulo más pequeño hace a las marcas cada vez menos aceptables, ya que este ángulo más pequeño amplifica cualquier marca presente.
Además, el uso de tinta negra en los bordes de la luneta del coche en donde se integran antenas, también hace más visibles a las marcas, si están presentes.
Las vibraciones en el coche durante la conducción del mismo pueden conducir a la rotura de la luneta cuando la tensión del borde del vidrio es demasiado alta.
Por lo tanto, las marcas y las ondulaciones son cada vez menos aceptadas. Y los niveles de estrés del borde de la luneta tienen que estar dentro de intervalos de valores adecuados.
Descripción de la invención Un objeto general de la presente invención es evitar los inconvenientes de la técnica anterior.
Un objeto particular de la presente invención es proporcionar un material de separación de calor para un anillo de templado o temple que deja menos marca en la luneta del coche.
Otro objeto de la presente invención es proporcionar un material de separación de calor para un anillo de templado o temple que deja menos ondulación en la luneta del coche.
Otro objeto de la presente invención es proporcionar un material de separación de calor para un anillo de templado o temple que permita tener mejores niveles de estrés del borde de la luneta.
De acuerdo con un primer aspecto de la presente invención, se proporciona un tejido para cubrir al menos parcialmente un anillo para el templado de vidrio que ha sido curvado. El tejido comprende al menos tres tiras: una tira de una estructura tricotada de alta densidad para templar el vidrio y por lo menos dos tiras de estructura de densidad más baja para fijar el tejido al anillo. La diferencia de densidad entre la estructura tricotada de alta densidad y las estructuras tricotadas de menor densidad se crea preferiblemente por un diferente número de puntadas por unidad de superficie: la estructura tricotada de alta densidad tiene un mayor número de puntadas por unidad de superficie que las estructuras tricotadas de densidad más baja. Preferiblemente, la estructura tricotada de alta densidad tiene entre 8 y 115 puntadas por centímetro cuadrado, p. ej., entre 15 y 75 puntadas por centímetro cuadrado, más preferiblemente entre 25 y 50 puntadas por centímetro cuadrado. El tejido puede ser producido, p. ej., en una máquina para calcetado de urdimbre o en una máquina de Rachel; con un solo lecho de agujas o con un lecho doble de agujas.
Hasta ahora era una práctica aceptada en la industria utilizar tejidos abiertos para cubrir el anillo de temple con el fin de permitir que cantidades suficiente de aire de enfriamiento enfríen el vidrio para coches recién curvado. Estos tejidos abiertos tienen estructuras de malla con orificios relativamente grandes. El aire de refrigeración contacta directamente con el vidrio para coches a través de los orificios, pero tiene que pasar a través del material del tejido en los bordes de los orificios. En los lugares en donde el vidrio para coches está en contacto con el material del tejido la velocidad de enfriamiento es mucho más lenta que en el interior de los orificios. Esta diferencia en la velocidad de enfriamiento provoca ondulaciones en la superficie del vidrio para coches. Además, la estructura relativamente áspera del tejido abierto provoca marcas en el vidrio.
En contraposición con esta práctica aceptada, la presente invención tiene una zona de alta densidad en la que existe una densidad incrementada del tejido, preferiblemente como una población incrementada de puntadas que sustentan todas de manera más o menos igual el vidrio de modo que el vidrio es sustentado por muchas más puntadas y de modo que la fuerza local se distribuye más homogéneamente y la presión local es mucho menor que en la técnica anterior.
El documento US-A-5.328.496 describe un material de separación de calor para un anillo utilizado en la fabricación de vidrio para coches curvado. El material de separación de calor tiene dos partes, una parte densa y una parte abierta, menos densa. Sin embargo, en distinción con la presente invención, la parte densa se utiliza para el desplazamiento del vidrio sobre el anillo durante una operación de curvado, mientras que la parte abierta se utiliza para el temple o atemperado.
En una realización del primer aspecto de la presente invención, las tiras de la estructura de menor densidad tienen una estructura tricotada con menos puntadas por centímetro cuadrado que la tira con la estructura de alta densidad.
Las tiras pueden estar conectadas entre sí por medio de tricotado o por medio de costura.
En una realización preferible del primer aspecto de la presente invención, el tejido comprende tres tiras: una zona central de una estructura tricotada de alta densidad para templar el vidrio y dos tiras de una densidad menor para fijar el tejido al anillo de temple.
A pesar de la tira de alta densidad para el temple y en contra de la opinión aceptada, la parte densa en el tejido sigue teniendo una suficiente permeabilidad al aire para realizar la operación de temple. Preferiblemente, la estructura tricotada de alta densidad tiene una permeabilidad... [Seguir leyendo]
Reivindicaciones:
1. Un tejido (30) para cubrir al menos parcialmente un anillo (60) para el templado de vidrio que ha sido curvado, dicho tejido (30) comprende al menos tres tiras (32, 34, 36) , una tira (32) de una estructura tricotada de alta densidad para templar el vidrio y por lo menos dos tiras (34, 36) de estructura de densidad más baja para fijar el tejido (30) a dicho anillo (60) .
2. Un tejido de acuerdo con la reivindicación 1, en donde dicha tira de estructura tricotada de alta densidad tiene entre 8 y 115 puntadas por centímetro cuadrado, preferiblemente entre 25 y 50 puntadas por centímetro cuadrado.
3. Un tejido de acuerdo con la reivindicación 1 o la reivindicación 2, en donde dichas tiras de densidad más baja tienen estructuras tricotadas con menos puntadas por centímetro cuadrado que dicha estructura de alta densidad.
4. Un tejido de acuerdo con una cualquiera de las reivindicaciones 1 -3, en donde dicho tejido comprende tres tiras: una zona central de una estructura tricotada de alta densidad para templar el vidrio y dos tiras de una densidad menor para fijar el tejido a dicho anillo.
5. Un tejido de acuerdo con una cualquiera de las reivindicaciones 1 a 4, en donde dicha tira de alta densidad tiene una permeabilidad al aire de al menos 500 l/dm2/min, y preferiblemente de al menos 750 l/dm2/min, cuando se mide utilizando una presión negativa de 100 Pa.
6. Un tejido de acuerdo con una cualquiera de las reivindicaciones 1 a 5, en donde dicha tira de una estructura tricotada de alta densidad está hecha de cien por ciento de hilos de acero inoxidable.
7. Un tejido de acuerdo con una cualquiera de las reivindicaciones 1 a 5, en donde dicha tira de estructura tricotada de alta densidad está hecha de hilos que comprenden fibras de acero inoxidable y fibras artificiales no metálicas tales como fibras de PBO o fibras de vidrio.
8. Un tejido de acuerdo con una cualquiera de las reivindicaciones precedentes, en donde al menos una de las tiras de una estructura de menor densidad está hecha de hilos que comprenden fibras de acero inoxidable y fibras artificiales no metálicas tales como fibras de PBO o fibras de vidrio.
9. Un tejido de acuerdo con una cualquiera de las reivindicaciones precedentes, en donde la tira de dicha estructura tricotada de alta densidad tiene una estructura tricotada circular, una estructura tricotada de trama, una estructura tricotada de urdimbre o una estructura tricotada de urdimbre y Rachel.
10. Un tejido de acuerdo con una cualquiera de las reivindicaciones precedentes, en donde la tira de dicha estructura tricotada de alta densidad tiene una unión semi-simple o de tricot, una unión Charmeuse sencilla o doble
o una unión de satén.
11. Un tejido de acuerdo con una cualquiera de las reivindicaciones precedentes, en donde al menos una de las tiras de una estructura tricotada de densidad más baja es un tejido tricotado con ojetes.
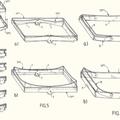
12. Un conjunto de un anillo de temple y un tejido de acuerdo con una cualquiera de las reivindicaciones precedentes, teniendo dicho anillo de temple dos zonas, una zona de temple con aberturas para permitir que el aire penetre y enfríe el vidrio, y una zona provista de fijaciones, cubriendo dicha tira de dicha estructura tricotada de alta densidad la zona de temple; y cubriendo las tiras de la estructura tricotada de densidad más baja las zonas provistas de las fijaciones y estando fijadas a las fijaciones.
Patentes similares o relacionadas:
Procedimiento para formar hojas de vidrio, del 10 de Julio de 2019, de GLASSTECH, INC.: Un procedimiento para formar hojas (G) de vidrio que comprende: transportar una hoja (G) de vidrio sobre un transportador horizontal […]
 Abombado de acristalamientos por gravedad sobre una multiplicidad de soportes, del 31 de Mayo de 2019, de SAINT-GOBAIN GLASS FRANCE: Procedimiento de abombado de un acristalamiento (V) que incluye:
-una primera etapa de abombado del acristalamiento por hundimiento por […]
Abombado de acristalamientos por gravedad sobre una multiplicidad de soportes, del 31 de Mayo de 2019, de SAINT-GOBAIN GLASS FRANCE: Procedimiento de abombado de un acristalamiento (V) que incluye:
-una primera etapa de abombado del acristalamiento por hundimiento por […]
Sistema de procesamiento de lámina de vidrio que tiene enfriamiento de extremos de rodillo transportador, del 15 de Mayo de 2019, de GLASSTECH, INC.: Sistema de procesamiento para procesar una lámina de vidrio caliente, comprendiendo el sistema de procesamiento: un rodillo transportador […]
Estructura de soporte de hoja de vidrio, del 10 de Abril de 2019, de GLASSTECH, INC.: Una estructura de soporte para soportar una hoja calentada de vidrio en conexión con una operación de procesamiento de vidrio, en la que la hoja de vidrio […]
Calentamiento de objetos en una línea de horno, del 24 de Enero de 2019, de SAINT-GOBAIN GLASS FRANCE: Dispositivo de calentamiento de objetos, que comprende una línea de horno dividida en varias cámaras que presentan unos límites de cámara, varios […]
Cristal curvado, del 24 de Enero de 2018, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento de vehículo que comprende al menos un cristal con una altura del cristal de 900 mm a 1650 mm, un borde superior del techo (1c), un borde del […]
Procedimiento y dispositivo para curvar cristales, del 24 de Enero de 2018, de SAINT-GOBAIN GLASS FRANCE: Procedimiento para curvar un cristal, en el que a. al menos un cristal es insertado en un anillo de precurvado (7a) con un soporte […]
PROCEDIMIENTO DE ABOMBAMIENTO DE HOJAS DE VIDRIO POR ASPIRACIÓN, del 10 de Octubre de 2011, de SAINT-GOBAIN GLASS FRANCE: Un procedimiento de abombamiento de hojas de vidrio superpuestas, llevadas a su temperatura de combadura, que comprende: - una etapa denominada de aspiración / sustentación, […]