Método para la fabricación de un bloque hueco sin soldaduras de acero.
Método para la fabricación de un bloque hueco (4a, b) sin soldaduras a partir de un bloque redondo macizo (1) de acero con un diámetro de bloque hueco,
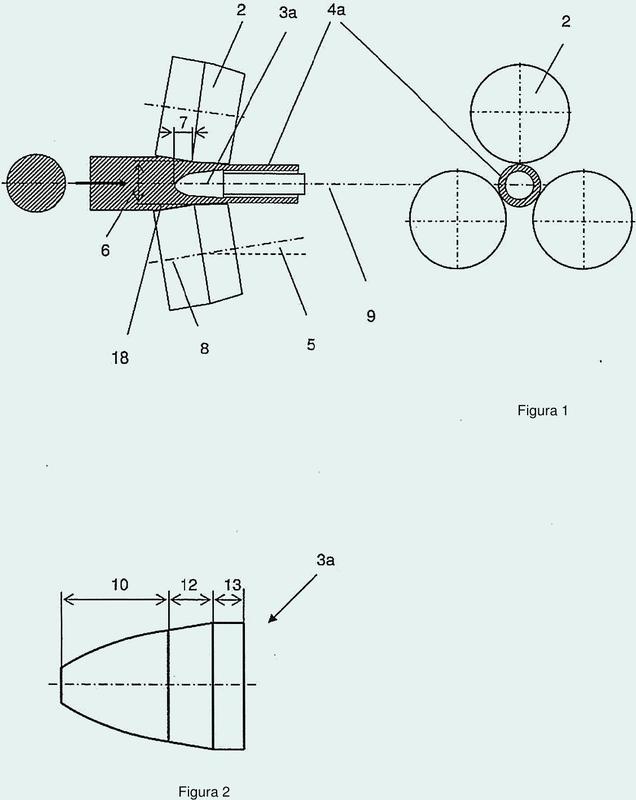
el cual mediante una laminación reductora o ensanchadora se lamina mayor o menor que el bloque redondo macizo (1) usado, en el que mediante un tren de laminación de tres cilindros cruzados se genera el bloque hueco (4a, b) a través de un mandril punzonador (3a, b) sujeto entre los cilindros (2) y que presenta una parte punzonadora (10) y al menos una parte alisadora (12), en donde para la fabricación de un diámetro de bloque hueco reducido o aumentado en comparación al diámetro de bloque usado se ajustan en particular la distancia entre los cilindros (2) en la sección transversal más estrecha (6), el así denominado punto elevado, en relación al diámetro del bloque redondo (1) usado y la distancia (7) entre la punta del mandril punzonador (3a, b) en referencia al punto elevado (6), la así denominada posición delantera de mandril, así como el ángulo de entrada efectivo (18), caracterizado por que
usando un juego de cilindros idéntico para la laminación reductora y ensanchadora se determinan y efectúan los ajustes para los cilindros y el mandril punzonador mediante las siguientes ecuaciones:
ángulo de entrada efectivo: 2º a 7º
diámetro del punto elevado: 75 a 90% del diámetro de bloque
posición delantera de mandril: (0,05 a 0,4) x longitud de entrada de cilindro produciéndose los valores límite técnicos de laminación como sigue:
laminación reductora hasta -30% del diámetro de bloque:
ángulo de entrada máx. efectivo: 7°
diámetro del punto elevado: 75 a 85% del diámetro de bloque
posición delantera de mandril: (0,2 a 0,4) x longitud de entrada de cilindro
laminación ensanchadora hasta +16% del diámetro de bloque:
ángulo de entrada mín. efectivo: 2°
diámetro del punto elevado: 85 a 90% del diámetro de bloque
posición delantera de mandril: (0,05 a 0,15) x longitud de entrada de cilindro
utilizándose para la laminación ensanchadora un mandril punzonador (3a, b) que presenta adicionalmente una parte ensanchadora (11) entre la parte punzonadora (10) y parte alisadora (12).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E15171790.
Solicitante: Salzgitter Mannesmann Rohr Sachsen GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Mannesmannstraße 11 01619 Zeithain ALEMANIA.
Inventor/es: LIPPERT,FRANK, TIETZE,LUTZ, KEUERLEBER,JENS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B19/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 19/00 Laminado de tubos por medio de cilindros dispuestos en el exterior de la pieza trabajada y no teniendo sus ejes perpendiculares al eje de las piezas trabajadas (enderezamiento por laminación B21D). › Laminación de materiales de estructura maciza, es decir, no huecos; Taladrado.
PDF original: ES-2621570_T3.pdf
Patentes similares o relacionadas:
Tubería de acero de pozos petrolíferos de baja aleación y método para fabricar la misma, del 26 de Abril de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Una tubería de acero de pozos petrolíferos de baja aleación que comprende: una composición química que consiste, en % en masa, en C: 0,40 a 0,65 %, Si: 0,05 […]
Método para fabricar una palanquilla redonda de aleación alta con contenido de níquel que tiene calidad interna mejorada, del 10 de Abril de 2019, de NIPPON STEEL CORPORATION: Un método para fabricar una palanquilla redonda de aleación alta que contiene níquel, el método comprende los pasos de: fundir de manera continua […]
Conducto de aleación de sistema austenítico y método de fabricación del mismo, del 23 de Enero de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método para producir un conducto de aleación austenítica, que comprende: un proceso de producción de un conducto de material de aleación austenítica que consiste, en […]
Desoxidación de bloques huecos laminados de madera oblicua, del 28 de Septiembre de 2016, de SMS group GmbH: Procedimiento para la producción de un tubo o producto precursor de tubo a partir de un cuerpo macizo mediante un laminador , que comprende al menos un cilindro […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CUERPO HUECO SIN COSTURA DE ACERO, del 23 de Diciembre de 2011, de V & M DEUTSCHLAND GMBH: Procedimiento para la fabricación de un cuerpo hueco sin costura a partir de un bloque redondo macizo de acero con un diámetro < 95 % del diámetro del bloque redondo […]
PROCEDIMIENTO PARA LA PRODUCCION DE UN LINGOTE HUECO DE MATERIAL METALICO., del 1 de Marzo de 2007, de SMS MEER GMBH: Procedimiento para la producción de un lingote hueco de material metálico, en el que un material inicial de forma cilíndrica se transforma en un tren […]
LAMINADOR CON CILINDROS OBLICUOS, DE 2 CILINDROS, PARA LA FABRICACION DE BLOQUES HUECOS DE ACERO DE ALTA ALEACION., del 16 de Octubre de 2002, de SMS DEMAG AG: Laminador con cilindros oblicuos, de 2 cilindros, para la fabricación de bloques huecos de aceros de alta aleación con herramientas guía para el material laminado, […]