PROCEDIMIENTO Y DISPOSITIVO PARA TRANSPORTAR OBJETOS QUE DEBEN MECANIZARSE.
Procedimiento para transportar objetos (20) que deben mecanizarse a lo largo de una pluralidad de estaciones de mecanización,
en donde los objetos son transportados por un medio de transporte lineal (31, 32, 40) permaneciendo sustancialmente en un plano, los objetos son accesibles desde su lado inferior y su lado superior, los objetos son separados del medio de transporte temporalmente estacionario en al menos una estación de mecanización, son mecanizados y son entregados de nuevo al medio de transporte, y los objetos son asegurados entre estaciones de mecanización contra la separación de los mismos desde el medio de transporte, caracterizado porque el medio de transporte presenta correas dentadas (31, 32) que circulan en sincronismo a distancia una de otra y en las que unos órganos de arrastre mutuamente asociados (41, 42; 43, 44) forman cada uno de ellos un apoyo (46) y un asiento (48) para un objeto
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2005/000467.
Solicitante: SOUDRONIC AG.
Nacionalidad solicitante: Suiza.
Dirección: INDUSTRIESTRASSE 35 8962 BERGDIETIKON SUIZA.
Inventor/es: GYSI, PETER.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Agosto de 2005.
Fecha Concesión Europea: 13 de Octubre de 2010.
Clasificación PCT:
- B21D43/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 43/00 Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas). › por medio de cadenas o correas.
- B65G15/58 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 15/00 Transportadores que tienen superficies portantes de cargas sin fin, es decir, cintas rodantes u otros sistemas equivalentes, a los que se transmite el esfuerzo de tracción por medios diferentes de los elementos de accionamiento sin fin de igual configuración (que tienen superficies que transportan la carga formadas por eslabones longitudinales interconectados B65G 17/06). › con medios para sujetar o retener las cargas en la posición fijada, p. ej. magnéticas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
Procedimiento y dispositivo para transportar objetos que deben mecanizarse.
Mención de solicitudes afines
Esta solicitud reivindica la prioridad de la solicitud de patente suiza No. 1357/04 del 18 de Agosto de 2004 y de la solicitud de patente suiza No. 1434/04 del 30 de Agosto de 2004.
Antecedentes
La invención concierne a un procedimiento para transportar objetos que deben mecanizarse según la reivindicación 1 y a un dispositivo para transportar objetos según la reivindicación 12. Una aplicación o uso preferido reside en el sector de la fabricación de tapas de envases con un anillo de tapa y una lámina desgarrable dispuesto encima del mismo.
Estado de la técnica
Es conocido el recurso de realizar tapas para envases a manera de botes o latas en forma de tapas metálicas fijadas permanentemente al lado superior del envase, las cuales forman una abertura de extracción que está cerrada hasta el primer uso del contenido del envase por una lámina desprendible aplicada mediante sellado en caliente, especialmente una lámina metálica. Una tapa adicional de plástico, dispuesta sobre la tapa metálica, hace que el envase pueda cerrarse de nuevo durante el tiempo que dure el consumo de su contenido. Un equipo de mecanización convencional para fabricar tales tapas metálicas se explica seguidamente con más detalle haciendo referencia a la figura 1. Las figuras 2 a 8 sirven para explicar pasos de fabricación durante la producción de tales tapas. El documento US-A-3999495 muestra un procedimiento y un dispositivo según el preámbulo de la reivindicación 1 y la reivindicación 12, respectivamente.
Exposición de la invención
La invención se basa en el problema de hacer posible el transporte de objetos hasta puestos de mecanización con un alto índice de cadencia, especialmente para la mecanización de tapas, así como proporcionar un dispositivo que trabaje de manera correspondientemente rápida y sencilla.
Este problema se resuelve con el procedimiento según la reivindicación 1 y el dispositivo según la reivindicación 12.
Debido al transporte de los objetos sustancialmente en un plano y al afianzamiento de los mismos contra su separación durante los pasos de transporte o en los tramos de transporte es posible, en combinación con una ejecución del medio de transporte con correas dentadas espaciadas una de otra y órganos de arrastre o apoyos dispuestos en éstas para los objetos, una alta tasa de cadencia y una sencilla configuración de una instalación.
Preferiblemente, las correas dentadas son ajustables en su distancia y así se puede efectuar rápidamente un cambio de formato. Para un cambio de formato ampliado se pueden variar de manera sencilla las distancias de los órganos de arrastre sobre la correa dentada por medio de un cambio de las correas dentadas junto con los órganos de arrastre. Se prefiere que los órganos de arrastre estén configurados con independencia del formato de las tapas y que se efectúe una adaptación a la forma y tamaño de los objetos o tapas únicamente por medio de los pasos de ajuste citados.
Asimismo, es preferible que, además de la fijación en la correa dentada, los órganos de arrastre sean guiados en una guía, lo que evita una basculación o inclinación de los órganos de arrastre hacia fuera del plano de transporte, aunque ésta sea solamente de corta duración, y hace posible así, sin perturbaciones, índices de cadencia muy altos. Preferiblemente, el afianzamiento contra separación de los objetos desde los órganos de arrastre se efectúa por medio de un seguro mecánico estacionario, por ejemplo una cubierta, que cubre los objetos de arrastre en la zona de alojamiento para los objetos durante el transporte, de modo que los objetos no pueden dirigirse entonces hacia arriba y separarse de los órganos de arrastre. Preferiblemente, la cubierta y la guía para los órganos de arrastre están reunidas en el mismo componente, el cual está configurado como una regleta de cubierta para la correa dentada. Sin embargo, el afianzamiento contra separación puede efectuarse también por vía magnética, especialmente sólo por vía magnética, para objetos metálicos.
Breve descripción de los dibujos
En lo que sigue se explican con más detalle el estado de la técnica y ejemplos de realización de la invención con ayuda de los dibujos. Muestran en estos:
La figura 1, un alzado lateral esquemático de un dispositivo de transporte según el estado de la técnica;
Las figuras 2 a 8, sectores de tapas metálicas para explicar su fabricación;
La figura 9, una forma de realización de un dispositivo de transporte según la invención;
La figura 10, correas dentadas y órganos de arrastre del dispositivo de la figura 9 en una primera posición;
La figura 11, correas y órganos de arrastre del dispositivo de la figura 9 en otra posición;
La figura 12, una vista de detalle parcialmente seccionada de un dispositivo según la invención;
La figura 13, otra vista de detalle; y
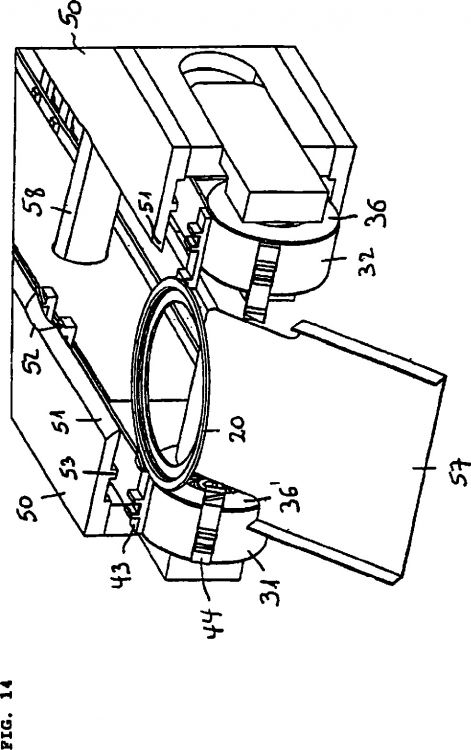
La figura 14, el final del dispositivo.
Modos de realización de la invención
Ayudándose de las figuras 1 a 8 se explica brevemente el estado de la técnica de un equipo de mecanización para la fabricación de tapas metálicas con lámina desprendible. La figura 1 muestra aquí un alzado lateral esquemático de un equipo 1 de esta clase, que presenta varias estaciones de mecanización 3 a 9 en un bastidor de máquina 2. Un equipo de transporte 10, 13, 14 transporta objetos en la dirección de transporte, la cual está indicada por una flecha C, llevándolos desde el principio del equipo en la pila 11 hasta el final del equipo, en donde los objetos llegan por planos inclinados a las bandejas 16 ó 17. Los objetos son desapilados de la pila 11 de una manera conocida y llegan a la disposición de transporte. Ésta presenta dos respectivos carriles largos 10 dispuestos individualmente en posición lateral con respecto a los objetos, cuyos carriles hacen que los objetos situados sobre unas bandejas 10' o en las estaciones 3 a 9 sean llevados hacia arriba al levantar las barras 10 por medio del accionamiento 14 en la dirección A y seguidamente sean desplazados hacia delante en una cuantía determinada por el accionamiento de manivela 13 a través de un movimiento de avance en la dirección de la flecha B (dirigida en el mismo sentido que la flecha C). Seguidamente, se mueven las barras hacia abajo en la dirección de la flecha A, siendo depositados nuevamente los objetos en sus sitios de deposición. Las barras 10 son movidas seguidamente hacia atrás por debajo de las posiciones de deposición de los objetos siguiendo la dirección de la flecha B contraria a la flecha C para realizar a continuación nuevamente el proceso descrito. Los objetos descansan entre el transporte sobre sus posiciones de deposición o se encuentran en las estaciones de mecanización y son allí mecanizados. Después de un paso de mecanización de todas las estaciones de mecanización se efectúa el nuevo transporte. La figura 2 muestra piezas brutas de tapa metálicas apiladas 20 como ejemplo de objetos del tipo de los que se presentan en la pila 11. Estas piezas brutas 20 son, por ejemplo, discos metálicos redondos de, por ejemplo, 11 cm de diámetro. Naturalmente, son posibles sin dificultades otras formas básicas, por ejemplo discos cuadrados o rectangulares, y otros diámetros. Las piezas brutas 20 se han preformado ya en su borde, como se muestra en la figura 2, en una máquina de mecanización no representada. En la figura 2 y en las figuras siguientes se representa cada vez solamente un sector del disco completo para simplificar los dibujos. En la primera estación de mecanización 3 de la figura 1 se troquela una abertura en el disco mediante una operación de troquelado con una herramienta superior y una herramienta inferior, lo que puede apreciarse en la figura 2, en la que se ha designado con 21 el borde de la abertura y con 27 el disco redondo troquelado. Este disco llega como desecho al recipiente 12 de la figura 1. La estación de mecanización 3 - tal como ocurre también en las demás estaciones - es accionada por un accionamiento 15. En la estación de mecanización 4 se efectúa sobre el borde 21 una tracción hacia abajo, con lo que se logra el recorrido 22 del borde que se muestra en la figura 3. Las piezas brutas de tapa 20 de forma de anillo llegan ahora a la estación de mecanización 5, en la que se coloca una lámina 25 sobre...
Reivindicaciones:
1. Procedimiento para transportar objetos (20) que deben mecanizarse a lo largo de una pluralidad de estaciones de mecanización, en donde los objetos son transportados por un medio de transporte lineal (31, 32, 40) permaneciendo sustancialmente en un plano, los objetos son accesibles desde su lado inferior y su lado superior, los objetos son separados del medio de transporte temporalmente estacionario en al menos una estación de mecanización, son mecanizados y son entregados de nuevo al medio de transporte, y los objetos son asegurados entre estaciones de mecanización contra la separación de los mismos desde el medio de transporte, caracterizado porque el medio de transporte presenta correas dentadas (31, 32) que circulan en sincronismo a distancia una de otra y en las que unos órganos de arrastre mutuamente asociados (41, 42; 43, 44) forman cada uno de ellos un apoyo (46) y un asiento (48) para un objeto.
2. Procedimiento según la reivindicación 1, en el que el medio de transporte se adapta a la forma y/o al tamaño de los objetos por ajuste de la distancia entre las correas dentadas con sus órganos de arrastre.
3. Procedimiento según cualquiera de las reivindicaciones 1 ó 2, en el que el medio de transporte se adapta a la forma y/o al tamaño de los objetos por permutación de las correas dentadas o de la correa dentada con órganos de arrastre dispuestos a distancias diferentes de ellas.
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, en el que los órganos de arrastre presentan un asiento sustancialmente plano (48) para los objetos, y el apoyo (46) y/o el asiento (48) permanecen inalterados al adaptar el medio de transporte a formas y/o tamaños diferentes de objetos.
5. Procedimiento según cualquiera de las reivindicaciones 1 a 4, en el que al menos algunos de los órganos de arrastre (41-44) están asegurados por una guía (53, 60-61) contra una basculación hacia fuera del plano de transporte durante al menos una parte del recorrido de transporte, y especialmente todos los órganos de arrastre están asegurados de preferencia a lo largo de todo el recorrido de transporte.
6. Procedimiento según la reivindicación 5, en el que la guía está formada por al menos una primera parte de guía estacionaria lineal (53) por encima o lateralmente respecto de la correspondiente correa dentada y por una segunda parte de guía (60-61) dispuesta en el órgano de arrastre y acoplada con dicha primera parte de guía.
7. Procedimiento según cualquiera de las reivindicaciones 1 a 5, en el que la separación es impedida por una retención magnética de los objetos en los órganos de arrastre y/o por al menos un elemento de limitación estacionario mecánico (51) que impide un movimiento de separación del objeto entre las estaciones de mecanización, a cuyo fin dicho elemento de limitación limita un movimiento de los objetos hacia arriba.
8. Procedimiento según la reivindicación 7, en el que el elemento de limitación es un saliente (51) que sobresale lateralmente de los órganos de arrastre y sigue el recorrido de las correas dentadas y que presenta rebajos (52) en las estaciones de mecanización, cuyos rebajos impiden que los objetos se separen de los órganos de arrastre.
9. Procedimiento según las reivindicaciones 5 y 7, en el que la guía estacionaria (53) contra una basculación de los órganos de arrastre hacia fuera y el saliente (51) son partes de una cubierta (50) dispuesta por encima de la correa dentada (31, 32) y especialmente son partes de una regleta de cubierta que se extiende sobre las correas dentadas.
10. Uso del procedimiento según las reivindicaciones 1 a 9 para el transporte de tapas o anillos de tapa hasta una pluralidad de estaciones de mecanización, especialmente para el transporte de piezas brutas de tapa hasta una estación de mecanización por troquelado, una estación de sellado en caliente de una lámina y eventualmente una estación de estampación.
11. Uso según la reivindicación 10, en el que se utilizan varios medios de transporte lineales (30, 30') dispuestos en paralelo.
12. Dispositivo para transportar objetos (20) que deben mecanizarse a lo largo de una pluralidad de estaciones de mecanización (3-9), en el que los objetos pueden ser transportados por un medio de transporte lineal (31, 32, 40) permaneciendo sustancialmente en un plano, los objetos pueden ser separados del medio de transporte temporalmente estacionario y entregados de nuevo al medio de transporte, y los objetos están asegurados durante el transporte contra una separación de los mismos desde el medio de transporte, caracterizado porque el medio de transporte está formado por correas dentadas que circulan en sincronismo a distancia una de otra y en las que unos órganos de arrastre mutuamente asociados (41-44) forman en cada caso un apoyo (46) y un siento (48) para un objeto.
13. Dispositivo según la reivindicación 12, en el que el medio de transporte se puede adaptar a la forma y/o al tamaño de los objetos por ajuste de la distancia entre las correas dentada con sus órganos de arrastre.
14. Dispositivo según cualquiera de las reivindicaciones 12 ó 13, en el que el medio de transporte se puede adaptar a la forma y/o al tamaño de los objetos por permutación de las correas dentadas con órganos de arrastre dispuestos a distancias diferentes de ellas.
15. Dispositivo según cualquiera de las reivindicaciones 12 a 14, en el que los órganos de arrastre presentan un tramo de apoyo (46) para los objetos y un tramo de asiento (48) para estos conformado sustancialmente con superficie recta, y el tramo de apoyo y al menos el tramo de asiento se mantienen inalterados al adaptar el medio de transporte a formas y/o tamaños diferentes de objetos.
16. Dispositivo según cualquiera de las reivindicaciones 12 a 15, en el que al menos una parte de los órganos de arrastre (41-44) están asegurados por una guía (53, 60, 61, 62) contra una basculación hacia fuera del plano de transporte durante al menos una parte del recorrido de transporte.
17. Dispositivo según la reivindicación 16, en el que la guía está formada por al menos una primera parte de guía estacionaria lineal (53) por encima o lateralmente respecto de la correspondiente correa dentada y por una segunda parte de guía dispuesta en el órgano de arrastre y acoplada con la primera parte de guía.
18. Dispositivo según cualquiera de las reivindicaciones 12 a 17, en el que la separación puede ser impedida por al menos un elemento de limitación estacionario (51) que impide un movimiento de separación del objeto entre las estaciones de mecanización.
19. Dispositivo según la reivindicación 18, en el que el elemento de limitación es un saliente que sobresale lateralmente de los órganos de arrastre y sigue el recorrido de la correa dentada y que presenta rebajos (52) en las estaciones de mecanización, cuyos rebajos permiten que los objetos se separen de los órganos de arrastre.
20. Dispositivo según las reivindicaciones 16 y 18, en el que la guía (53) contra una basculación de los órganos de arrastre hacia fuera y el saliente (51) son partes de una cubierta y especialmente de una regleta de cubierta dispuesta por encima de la correa dentada.
21. Dispositivo según la reivindicación 12, en el que los órganos de arrastre son de construcción magnética.
22. Uso del dispositivo según las reivindicaciones 12 a 21 para el transporte de tapas o anillos de tapa hasta una pluralidad de estaciones de mecanización.
23. Uso según la reivindicación 22, en el que varios dispositivos (30, 30') están dispuestos en paralelo.
Patentes similares o relacionadas:
Disposición para formar un bucle de cinta y procedimiento y dispositivo para fabricar tapas rasgables, del 3 de Junio de 2015, de SOUDRONIC AG: Disposición que está prevista y configurada para formar un bucle de cinta entre un rollo de reserva de cinta accionado para desenrollamiento y un […]
 INSTALACIÓN Y PROCEDIMIENTO PARA LA FABRICACIÓN DE TAPAS CON LÁMINA ROMPIBLE, del 11 de Mayo de 2011, de SOUDRONIC AG: Instalación para la fabricación de tapas con lámina rompible, que comprende un medio de transporte lineal para el transporte horizontal a lo largo […]
INSTALACIÓN Y PROCEDIMIENTO PARA LA FABRICACIÓN DE TAPAS CON LÁMINA ROMPIBLE, del 11 de Mayo de 2011, de SOUDRONIC AG: Instalación para la fabricación de tapas con lámina rompible, que comprende un medio de transporte lineal para el transporte horizontal a lo largo […]
APARATO DE TRANSFERENCIA DE CHAPAS DESDE UNA ESTACION DE TRABAJO, EN PARTICULAR DE PUNZONADO, A UN DEPOSITO., del 1 de Julio de 2004, de AMADA SCHIAVI S.R.L. FASANI,PIETRO: La invención se refiere a un aparato de transferencia de chapas desde una estación de punzonado a un depósito que incluye una estructura básica […]
APARATO PARA COGER, GUIAR Y TRANSPORTAR LOS BORDES LATERALES DE UNA BANDA HENDIDA EN UNA MAQUINA PARA FORMAR UNA CHAPA DE MALLA EXPLANDIDA., del 1 de Abril de 2003, de COMINCO LTD.: Aparato para expandir banda de metal hendida que tiene bordes laterales planares, longitudinales, opuestos en el que medios de prensión […]
DISPOSITIVO PARA EL CAMBIO RAPIDO DE CARRILES, del 16 de Enero de 1999, de DANIELI & C. OFFICINE MECCANICHE S.P.A. DANIELI CENTRO MASKIN SPA: UN DISPOSITIVO PARA EL CAMBIO RAPIDO DE CARRILES ADECUADO PARA QUE COOPERE CON UNA UNIDAD DE TRACCION DEL TIPO QUE TIENE DOS CARRILES OPUESTOS , TAL COMO LA […]
DISPOSITIVO DE TRANSPORTE PARA UNA TROQUELADORA, del 16 de Marzo de 1993, de SCHOBER GMBH WERKZEUG- UND MASCHINENBAU: EL INVENTO, TRATA DE UN DISPOSITIVO DE TRANSPORTE PARA LA CONDUCCION DE PIEZAS DE TRABAJO A UNA TROQUELADORA LAS PIEZAS DE TRABAJO CONDUCIDAS A LA TROQUELADORA […]
APARATO DE ALIMENTACION DE COPAS., del 1 de Agosto de 1992, de SEQUA CORPORATION: COPAS CILINDRICAS DE METAL SON ALIMENTADAS SECUENCIALMENTE A, POR EJEMPLO, UNA ESTACION DE PRENSAS PARA REEMBUTICION MEDIANTE UN APARATO QUE REDUCE EL NUMERO DE PARTES EN MOVIMIENTO […]
METODO Y APARATO NO DESTRUCTIVO PARA LA MEDIDA DE LA DENSIDAD EN BALDOSAS CERAMICAS., del 16 de Mayo de 2007, de ASOCIACION DE INVESTIGACION DE LAS INDUSTRIAS CERAMICAS A.I.C.E.: Método y aparato no destructivo para la medida de la densidad en baldosas cerámicas. El método comprende generar un haz de rayos X con una intensidad […]