Caja de engranajes para un engranaje planetario así como procedimiento para la fabricación de la misma.
Caja (1) de engranajes para un engranaje (10) planetario para el alojamiento de partes (8,
9, 11, 12, 13) de dentado que forman el engranaje (10) planetario con un cuerpo (2) de carcasa cilíndrico hueco que presenta un dentado (3) interno, que puede unirse en cada caso en el lado frontal con una brida (4, 5) de cojinete, en la que
- el cuerpo (2) de carcasa y al menos una brida (4, 5) de cojinete están configurados de manera solapada axialmente en cada caso en el lado frontal para la configuración de una zona (A, B) de recubrimiento,
- en la zona (A, B) de recubrimiento, el cuerpo (2) de carcasa y la al menos una brida (4, 5) de cojinete están configurados con una unión (6) a presión, caracterizada porque
- al menos en la zona (A, B) de recubrimiento como materiales para el cuerpo (2) de carcasa y para la al menos una brida (4, 5) de cojinete está previsto un material que deja pasar la luz láser y uno que no deja pasar la luz láser de tal manera que, mediante una radiación láser orientada al espacio interior de la caja (1) de engranajes, en la zona (A, B) de recubrimiento, el cuerpo (2) de carcasa y la al menos una brida (4, 5) de cojinete se sueldan entre sí mediante soldadura por radiación láser.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12161553.
Solicitante: IMS GEAR GMBH.
Nacionalidad solicitante: Alemania.
Dirección: HEINRICH-HERTZ-STRASSE 16 78166 DONAUESCHINGEN ALEMANIA.
Inventor/es: KIENINGER,MATTHIAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Soldadura por costuras.
- B29C65/16 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › Rayos láser.
- F16H57/023 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16H TRANSMISIONES. › F16H 57/00 Partes constitutivas generales de las transmisiones (de mecanismo husillo-tuerca F16H 25/00; de transmisiones por fluidos F16H 39/00 - F16H 43/00). › Montaje o instalación de engranajes o ejes en las cajas de engranajes, p. ej. métodos o medios para el ensamblado.
- F16H57/08 F16H 57/00 […] › de las transmisiones con órgano de movimiento orbital.
PDF original: ES-2541766_T3.pdf
Fragmento de la descripción:
Caja de engranajes para un engranaje planetario así como procedimiento para la fabricación de la misma.
La invención se refiere a una caja de engranajes para un engranaje planetario según el preámbulo de la 5 reivindicación 1 así como a un procedimiento según la reivindicación 10 para la fabricación de la caja de engranajes según la invención y a un engranaje planetario con la caja de engranajes según la invención.
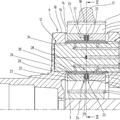
La función de los engranajes planetarios es conocida. En el centro se encuentra un planeta, que se acciona por un motor, que está unido a través de una brida de motor o una brida de accionamiento con el engranaje planetario. El 10 planeta transmite su movimiento a al menos dos o tres satélites rotatorios, que forman una etapa de engranaje, que están dispuestos sobre pernos de cojinete de un portasatélites. En el caso de varias etapas de engranaje, este último portasatélites está unido firmemente con un árbol de salida montado en una brida de salida y se encarga de la transmisión de fuerza en el mecanismo de salida. Por fuera los satélites rotan en una caja de engranajes con dentado interno, la denominada corona interior. 15
Por el documento DE 20 2007 003 419 U1 se conoce un engranaje planetario de tipo genérico, en el que el planeta, los satélites y la corona interior están compuestos de plástico. La corona interior se cubre en un lado frontal por una brida de motor configurada como cilindro de cobertura, mientras que en el lado de salida la corona interior está colocada sobre una brida de salida configurada como casquillo. 20
La unión de la corona interior y la brida de salida o la brida de accionamiento se produce en los engranajes planetarios convencionalmente por medio de una unión roscada, en particular cuando los componentes que intervienen en una unión de este tipo son de metal.
El documento DE 2 261 388 A describe un procedimiento de soldadura láser para soldar una pieza de extremo de plástico con un cuerpo de plástico en forma de tubería, en el que la pieza de extremo de plástico se inserta por el lado de extremo en el cuerpo de plástico con la configuración de un ajuste forzado, de modo que, a este respecto, entre la pieza de extremo y el cuerpo en forma de tubería se forma una zona de contacto anular, que se irradia desde fuera con un rayo láser, para soldar ambas piezas entre sí. Al mismo tiempo, con la irradiación se crea un 30 movimiento de rotación relativa entre el rayo láser y el cuerpo de plástico en forma de tubería con la pieza de extremo, de modo que así se produce una costura de soldadura radialmente circundante.
El documento EP 0 255 323 A2 constituye el estado de la técnica más próximo y da a conocer todas las características del preámbulo de la reivindicación 1. 35
Esta soldadura por radiación láser se ha constituido como alternativa a otras técnicas de unión conocidas por el estado de la técnica tales como atornillado o adhesión. Con la soldadura por radiación láser se irradia luz láser a través de un componente transparente a la luz láser y se absorbe en una superficie de un segundo componente, de modo que su superficie se funde localmente. Debido al contacto plano de ambos componentes, que durante la 40 operación de soldadura se presionan uno contra otro, también se funde localmente la pieza de trabajo transparente a la luz láser, de modo que tras el enfriamiento en la zona de una superficie de frontera entre ambas piezas de trabajo se forma una costura de soldadura láser.
En este sentido, la norma DVS 2242 también señala en el punto 7.2.1 que para conseguir uniones con carga más 45 alta, establecidas por medio de soldadura por radiación láser en procedimientos sin recorrido de fusión, las superficies de ensambladura tienen que disponerse de manera uniforme y no tener casi huelgo. Según esta norma esto puede suceder mediante la compresión por medio de pisones o uniones a presión. Además se señala que en el caso de secciones transversales de ensambladura redondas han resultado útiles en la práctica ajustes con apriete.
El objetivo de la invención es proporcionar una caja de engranajes para un engranaje planetario del tipo mencionado al inicio, que pueda construirse con partes de dentado correspondientes, es decir, al menos un portasatélites con satélites y al menos un planeta, como engranaje planetario totalmente de plástico. Un objetivo adicional consiste en indicar un procedimiento para la fabricación de una caja de engranajes de este tipo.
El objetivo mencionado en primer lugar se alcanza mediante una caja de engranajes para un engranaje planetario con las características de la reivindicación 1.
Una caja de engranajes de este tipo para un engranaje planetario para alojar partes de dentado que forman el engranaje planetario con un cuerpo de carcasa cilíndrico hueco que presenta un dentado interno, que puede unirse 60 en cada caso en el lado frontal con una brida de cojinete, se caracteriza según la invención porque el cuerpo de carcasa y al menos una brida de cojinete están configurados de manera solapada axialmente en cada caso en el lado frontal para la configuración de una zona de recubrimiento; en la zona de recubrimiento, el cuerpo de carcasa y la al menos una brida de cojinete están configurados con una unión a presión, en particular un ajuste con apriete; y al menos en la zona de recubrimiento como materiales para el cuerpo de carcasa y para la al menos una brida de 65
cojinete está previsto un material que deja pasar la luz láser y uno que no deja pasar la luz láser de tal manera que, mediante una radiación láser orientada al espacio interior de la caja de engranajes, en la zona de recubrimiento, el cuerpo de carcasa y la al menos una brida de cojinete se sueldan entre sí mediante soldadura por radiación láser.
Con esta caja de engranajes según la invención se consigue para el engranaje planetario una construcción 5 compacta con peso reducido, en la que por ejemplo al no estar presente una unión roscada se reduce el número de piezas. Además también se reduce el esfuerzo de montaje con respecto por ejemplo a una unión roscada.
En una configuración ventajosa de la invención está previsto que el cuerpo de carcasa, para la formación de la zona de recubrimiento, esté configurado en un lado frontal con una brida axial que rodea coaxialmente una zona de borde 10 de la al menos una brida de cojinete. Con ello se facilita el montaje, ya que la al menos una brida de cojinete sólo tiene que insertarse en el cuerpo de carcasa en el lado frontal. Además, esta brida axial puede configurarse con un grosor de pared que absorbe sólo un porcentaje reducido de la radiación láser irradiada.
Preferiblemente, la zona de recubrimiento de la al menos una brida de cojinete está configurada como árbol, que 15 está rodeado concéntricamente por la brida axial del cuerpo de carcasa. Preferiblemente, el árbol está delimitado por una superficie de hombro radial, en la que se apoya la brida axial del cuerpo de carcasa con su lado frontal. Con ello se define la posición de la brida de cojinete, de modo que se evita un montaje incorrecto.
Se obtiene un perfeccionamiento especialmente ventajoso de la invención cuando, para soldar el cuerpo de carcasa 20 con la al menos una brida de cojinete, en la zona del ajuste con apriete está prevista al menos una costura de soldadura radialmente circundante. Con ello se garantiza la estanqueidad de la caja de engranajes. Para garantizar una alta estanqueidad de la caja de engranajes a lo largo de la vida útil del engranaje planetario, está previsto según un perfeccionamiento prever al menos una costura de soldadura radialmente circundante adicional a una distancia axial con respecto a la primera costura de soldadura circundante en la zona del ajuste con apriete. 25
En una configuración adicional de la invención, como material que deja pasar el láser y que no deja pasar el láser se utilizan plásticos termoplásticos. A este respecto se utiliza preferiblemente un material que deja pasar el láser, que deja pasar el láser para una longitud de onda o para un intervalo de longitudes de onda, mientras que como material que no deja pasar el láser se utiliza un material que no deja pasar el láser para una longitud de onda o para un 30 intervalo de longitudes de onda.
El objetivo mencionado en segundo lugar se alcanza mediante un procedimiento para la fabricación de una caja de engranajes según la invención para un engranaje planetario con las características de la reivindicación 11.
Un procedimiento de este tipo se caracteriza según la invención porque, para la soldadura por radiación láser del cuerpo de carcasa con la al menos una brida de cojinete, una radiación... [Seguir leyendo]
Reivindicaciones:
1. Caja (1) de engranajes para un engranaje (10) planetario para el alojamiento de partes (8, 9, 11, 12, 13) de dentado que forman el engranaje (10) planetario con un cuerpo (2) de carcasa cilíndrico hueco que presenta un dentado (3) interno, que puede unirse en cada caso en el lado frontal con una brida (4, 5) de cojinete, en la que 5
- el cuerpo (2) de carcasa y al menos una brida (4, 5) de cojinete están configurados de manera solapada axialmente en cada caso en el lado frontal para la configuración de una zona (A, B) de recubrimiento,
- en la zona (A, B) de recubrimiento, el cuerpo (2) de carcasa y la al menos una brida (4, 5) de cojinete están 10 configurados con una unión (6) a presión, caracterizada porque
- al menos en la zona (A, B) de recubrimiento como materiales para el cuerpo (2) de carcasa y para la al menos una brida (4, 5) de cojinete está previsto un material que deja pasar la luz láser y uno que no deja pasar la luz láser de tal manera que, mediante una radiación láser orientada al espacio interior de la caja (1) de engranajes, en la zona (A, 15 B) de recubrimiento, el cuerpo (2) de carcasa y la al menos una brida (4, 5) de cojinete se sueldan entre sí mediante soldadura por radiación láser.
2. Caja (1) de engranajes según la reivindicación 1, caracterizada porque el cuerpo (2) de carcasa está configurado para la formación de la zona (A, B) de recubrimiento en un lado frontal con una brida (2a, 2b) axial que rodea 20 coaxialmente una zona de borde de la brida (4, 5) de cojinete.
3. Caja (1) de engranajes según la reivindicación 2, caracterizada porque la zona (A, B) de recubrimiento de la al menos una brida (4, 5) de cojinete está configurada como árbol (4a, 5a) , que está rodeado concéntricamente por la brida (2a, 2b) axial del cuerpo (2) de carcasa. 25
4. Caja (1) de engranajes según la reivindicación 3, caracterizada porque el árbol (4a, 4b) está delimitado por una superficie (4b, 5b) de hombro radial, en la que se apoya la brida (2a, 2b) axial del cuerpo (2) de carcasa con su lado frontal.
5. Caja (1) de engranajes según una de las reivindicaciones anteriores, caracterizada porque, para soldar el cuerpo (2) de carcasa con la al menos una brida (4, 5) de cojinete, en la zona de la unión (6) a presión está prevista al menos una costura (7) de soldadura radialmente circundante.
6. Caja (1) de engranajes según la reivindicación 5, caracterizada porque al menos está prevista una costura (7a) 35 de soldadura radialmente circundante adicional a una distancia axial con respecto a la primera costura (7) de soldadura circundante en la zona del ajuste (6) con apriete.
7. Caja (1) de engranajes según una de las reivindicaciones anteriores, caracterizada porque como material que deja pasar el láser y material que no deja pasar el láser se utilizan plásticos termoplásticos. 40
8. Caja (1) de engranajes según una de las reivindicaciones anteriores, caracterizada porque está previsto un material que deja pasar el láser, que deja pasar el láser para una longitud de onda o para un intervalo de longitudes de onda, y está previsto un material que no deja pasar el láser, que no deja pasar el láser para una longitud de onda o para un intervalo de longitudes de onda. 45
9. Caja (1) de engranajes según una de las reivindicaciones anteriores, caracterizada porque las bridas de cojinete están configuradas como brida (4, 5) de cojinete de lado de salida y de lado de accionamiento.
10. Procedimiento para la fabricación de una caja (1) de engranajes según una de las reivindicaciones anteriores, 50 caracterizado porque, para la soldadura por radiación láser del cuerpo (2) de carcasa con la al menos una brida (4, 5) de cojinete, una radiación láser orientada radialmente sobre una superficie exterior del cuerpo (2) de carcasa en la zona (A, B) de recubrimiento se dirige de manera completamente radial alrededor de la caja (1) de engranajes.
11. Procedimiento según la reivindicación 10, caracterizado porque, para el guiado radial de la radiación láser, la 55 caja (1) de engranajes realiza al menos una revolución completa.
12. Engranaje (10) planetario con una caja (1) de engranajes según una de las reivindicaciones 1 a 9, que presenta al menos un portasatélites (8, 9) con al menos un satélite que rota en el dentado (3) interno del cuerpo (2) de carcasa, estando el portasatélites (8, 9) unido activamente en el lado de salida con un árbol (14) de salida montado 60 en una brida (4) de cojinete de lado de salida, y un planeta (12) que engrana con el al menos un satélite, el cual está unido activamente con un árbol de accionamiento montado en la brida (5) de cojinete de lado de accionamiento.
13. Engranaje (10) planetario según la reivindicación 12, caracterizado porque los satélites junto con el al menos un portasatélites (8, 9) y el al menos un planeta (12, 13) están fabricados de plástico. 65
Patentes similares o relacionadas:
Portasatélites, del 17 de Junio de 2020, de IMS Gear SE & Co. KGaA: Portasatélites para montar al menos una rueda satélite en un engranaje planetario para un dispositivo de regulación para regular dos componentes que pueden regularse […]
Engranaje planetario, del 10 de Junio de 2020, de Flender GmbH: Engranaje planetario , en particular, para una turbina eolica, con una carcasa de la transmision , una rueda solar central , que se mantiene […]
 Soporte para un engranaje planetario de un mecanismo de transmisión planetario, del 27 de Mayo de 2020, de Flender GmbH: Mecanismo de transmisión planetario , que comprende un soporte del planetario con una escotadura para el alojamiento de un eje del engranaje planetario […]
Soporte para un engranaje planetario de un mecanismo de transmisión planetario, del 27 de Mayo de 2020, de Flender GmbH: Mecanismo de transmisión planetario , que comprende un soporte del planetario con una escotadura para el alojamiento de un eje del engranaje planetario […]
Casquillo elástico para cojinetes planetarios, del 6 de Mayo de 2020, de FM Energie GmbH & Co. KG: Casquillo cilíndrico elástico pretensible que es capaz de absorber vibraciones en combinación con un árbol o eje de un cojinete de rueda o cojinete planetario […]
Soporte planetario, del 6 de Mayo de 2020, de Flender GmbH: Soporte planetario, mostrando un buje del lado de la transmisión , una cara externa del lado de la transmisión (2a), una cara del lado de la […]
Un conjunto de rueda planetaria para un engranaje planetario, del 1 de Abril de 2020, de Moventas Gears Oy: Un conjunto de rueda planetaria para un engranaje planetario, comprendiendo el conjunto de rueda planetaria : - un eje planetario , - una […]
Eje planetario, del 26 de Febrero de 2020, de Flender GmbH: Eje planetario para un engranaje planetario, caracterizado porque el eje planetario presenta una zona de brazo entre una zona de sujeción para la […]
 Engranaje planetario para un aerogenerador con ruedas planetarias apoyadas de manera deslizante, del 27 de Noviembre de 2019, de Miba Gleitlager Austria GmbH: Engranaje planetario para un aerogenerador, que comprende:
una rueda principal ;
una corona ;
un portasatélites […]
Engranaje planetario para un aerogenerador con ruedas planetarias apoyadas de manera deslizante, del 27 de Noviembre de 2019, de Miba Gleitlager Austria GmbH: Engranaje planetario para un aerogenerador, que comprende:
una rueda principal ;
una corona ;
un portasatélites […]