Aparato para calentar, doblar y enfriar paneles de vidrio.
Un aparato para doblar paneles de vidrio, en el que dicho aparato comprende
•
un nivel superior de porta-moldes (9) sucesivos, que tiene una pared frontal o una pared posterior (11) del mismo que separa entre sí al menos las estaciones siguientes: estaciones (3a, 3b) de pre-calentamiento sucesivas que incluyen una última estación (3b) de pre-calentamiento, una estación (4b) de doblado y una estación (4a) de pre-doblado aguas arriba de la estación (4b) de doblado, en el que dichos porta-moldes (9) están adaptados para ser movibles de manera intermitente hacia la estación (4b) de doblado;
• un nivel inferior de porta-moldes (9) sucesivos, que tiene una pared frontal o una pared posterior (11) del mismo que separa entre sí las estaciones (5, 6, 7) de enfriamiento sucesivas, en el que dichos porta moldes (9) están adaptados para ser movibles de manera intermitente en una dirección opuesta a la dirección de movimiento de los portadores del nivel superior;
• un número de moldes (12) de doblado soportados por los porta-moldes (9);
• primeros elementos (13) de calentamiento por radiación en el techo de la estaciones (3a, 3b) de precalentamiento, al menos en algunas de las estaciones de pre-calentamiento;
• segundos elementos (14) de calentamiento por radiación en el techo de las estaciones (4a, 4b) de predoblado y doblado;
• un suelo (15) intermedio que separa la estación (4a) de pre-doblado y la última estación (3b) de precalentamiento de las estaciones (5) de enfriamiento debajo de las mismas;
• un mecanismo (20) de elevación, que constituye un suelo para las estaciones (4b) de doblado, para bajar los porta-moldes (9) desde el nivel superior al nivel inferior junto con los paneles de vidrio doblados;
en el que los porta-moldes (9) están provistos de un suelo (10) de estructura abierta o si no altamente transmisor de calor, caracterizado por que sobre el suelo (15) intermedio hay terceros elementos (16) de calentamiento por radiación posicionados debajo del nivel definido por un suelo (10) del porta-moldes (9).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E02396021.
Solicitante: Glaston Finland Oy.
Nacionalidad solicitante: Finlandia.
Dirección: Vehmaistenkatu 5 33730 Tampere FINLANDIA.
Inventor/es: YLI-VAKKURI,ERKKI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C03B23/025 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 23/00 Acabado del vidrio modelado (acabado de fibras o filamentos C03B 37/14). › por gravedad.
- C03B25/08 C03B […] › C03B 25/00 Recocido de los artículos de vidrio (post-tratamiento de fibras C03B 37/10). › de hojas de vidrio.
- C03B27/044 C03B […] › C03B 27/00 Templado de los artículos de vidrio (post-tratamiento de fibras C03B 37/10). › para hojas de vidrio plano o abombado en posición horizontal.
- C03B29/08 C03B […] › C03B 29/00 Recalentamiento de los artículos de vidrio por reblandecimiento o fusión de su superficie; Pulimento al fuego; Fusión de los bordes (post-tratamiento de fibras C03B 37/10). › Hojas de vidrio.
PDF original: ES-2547237_T3.pdf
Fragmento de la descripción:
Aparato para calentar, doblar y enfriar paneles de vidrio La invención se refiere a un aparato para doblar paneles de vidrio, en el que dicho aparato comprende un nivel superior de porta-moldes sucesivos, que tiene una pared frontal o posterior de la misma que separa entre sí las estaciones de pre-calentamiento sucesivas y una o más estaciones de doblado sucesivas, en el que dichos porta-moldes están adaptados para ser movibles, de manera intermitente, hacia la estación de doblado;
un nivel inferior de porta-moldes sucesivos, que tiene una pared frontal o posterior de la misma que separa entre sí las estaciones de enfriamiento sucesivas, en el que dichos porta-moldes están adaptados para ser movibles, de manera intermitente, en una dirección opuesta a la dirección de movimiento de los portadores del nivel superior;
un número de moldes de doblado soportados por los porta-moldes;
elementos de calentamiento por radiación en el techo de las estaciones de pre-calentamiento al menos en algunas de las estaciones de pre-calentamiento;
elementos de calentamiento por radiación en el techo de una o más estaciones de doblado;
un suelo intermedio que separa la estación de pre-doblado aguas arriba de la estación de doblado y/o al menos la última estación de pre-calentamiento de una estación debajo de la misma;
un mecanismo de elevación que constituye un suelo para la estación de doblado para bajar los portamoldes desde el nivel superior al nivel inferior junto con los paneles de vidrio doblados;
en el que los porta-moldes están provistos de una estructura abierta o si no un suelo altamente transmisor térmico, caracterizado por que sobre el suelo intermedio hay elementos de calentamiento por radiación posicionados debajo del nivel definido por un suelo del porta-moldes.
Este tipo de aparato se conoce anteriormente a partir de las publicaciones de patente US-4.497.645 y US
4.986.842 del presente solicitante. Se ha encontrado que este aparato es muy útil en el procedimiento de doblado de pares de paneles de vidrio colocados uno sobre el otro, destinados a ser laminados juntos subsecuentemente para su uso, por ejemplo, como un parabrisas de automóvil. En la etapa inicial de pre-calentamiento, el calor suministrado por los paneles de vidrio que están siendo enfriados ahora en las estaciones de enfriamiento puede ser aprovechado eficazmente para calentar los paneles de vidrio a ser calentados en las estaciones de calentamiento. Las estaciones de pre-calentamiento final ya no tienen esta posibilidad, ya que la diferencia de temperatura entre un par de paneles de vidrio a ser calentados en la estación de calentamiento y un par de paneles de vidrio en el procedimiento de enfriamiento realizado debajo de la misma permanece pequeña. Debido a que un par de paneles de vidrio en las estaciones de pre-calentamiento y en una o más estaciones de pre-doblado son sometidos a calentamiento por calor de radiación desde arriba, el resultado es que, al menos en la etapa de precalentamiento final y la estación de pre-doblado, el panel inferior del par de paneles de vidrio se calienta más lentamente que el panel superior. De esta manera, el panel inferior resiste el doblado, resultando en una operación de doblado más lenta o conduciendo a un sobrecalentamiento innecesario del panel superior. Además, la gestión del contorno de doblado en base a la distribución de temperaturas se hace más difícil.
Un objeto de la invención es mejorar el tipo de aparato anterior con el fin de superar dichos problemas.
Según la invención, este objeto se consigue de manera que sobre el suelo intermedio haya elementos de calentamiento por radiación posicionados debajo del nivel del suelo del porta-moldes.
Esta solución inventiva proporciona en la etapa final de calentamiento un equilibrio entre el calentamiento superior e inferior, es decir, es capaz de minimizar la diferencia de temperatura entre los paneles de vidrio superpuestos. De esta manera, el panel inferior exhibe una menor resistencia al doblado y la presión entre los paneles se reduce. Al mismo tiempo, también se mejora la gestión del contorno de doblado, es decir, la distribución de temperaturas puede ser usada para proporcionar al vidrio una curvatura de doblado deseada. La óptica de un panel de vidrio doblado será mejor, lo cual es importante cuando el ángulo entre el parabrisas y el plano horizontal es pequeño.
La invención se describirá ahora más detalladamente con referencia a los dibujos adjuntos, en los que La Fig.1 muestra un aparato de la invención en una sección vertical esquemática;
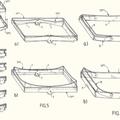
La Fig. 2 muestra, en una vista en perspectiva esquemática, un porta-moldes para el aparato; y 2 5
La Fig. 3 muestra, en una vista en planta, un suelo intermedio para una etapa 3b de pre-calentamiento final o una primera estación 4a de pre-doblado, provista de elementos 16 de calentamiento por radiación en su parte superior.
El aparato de la Fig. 1 comprende un nivel superior de porta-moldes 9 sucesivos, que tiene una pared 11 frontal del mismo que separa entre sí las estaciones 2, 3 de pre-calentamiento sucesivas y una o más estaciones 4a, 4b de doblado sucesivas. Debajo del nivel superior hay un nivel inferior de porta-moldes 9 sucesivos, que tiene una pared 11 posterior del mismo que separa entre sí las estaciones 5, 6, 7 de enfriamiento sucesivas. En el nivel superior, los porta-moldes 9 están adaptados para moverse hacia una estación 4b de doblado y los portadores del nivel inferior están adaptados para moverse en la dirección opuesta. La estación 4b de doblado tiene su suelo constituido por un mecanismo 20 de elevación para bajar los porta-moldes 9 desde el nivel superior al nivel inferior junto con los paneles de vidrio doblados. Cada porta-moldes 9 está provisto de un molde 12 de doblado soportado por el porta-moldes 9. Un par de paneles de vidrio son colocados sobre el molde 12 de doblado mientras el portamoldes 9 está fuera del horno en una estación 8 de carga y descarga. A continuación, el portador 9, el molde 12 y el par de paneles de vidrio a ser doblados son elevados por un elevador 1 de la estación 8 de carga y descarga al nivel superior de porta-moldes, donde los porta-moldes se hacen avanzar intermitentemente a través de una distancia sustancialmente igual a la longitud de un portador hacia la estación 4b de doblado. Este tramo de avance incluye primero las estaciones 2 de pre-calentamiento, en las que el calentamiento se basa en una convección forzada, en las que la energía térmica necesaria es obtenida desde los paneles de vidrio que están siendo enfriados ahora en las estaciones 7 de enfriamiento inferiores mediante convección forzada. De esta manera, las estaciones 7 de enfriamiento son capaces de acelerar el procedimiento de enfriamiento de los paneles de vidrio a ser enfriados y las estaciones 2 de calentamiento son capaces de acelerar el calentamiento de los paneles de vidrio a calentar, mientras que la energía térmica desde los paneles de vidrio a ser enfriados puede ser aprovechada más eficazmente. Además de esto, los paneles de vidrio que emergen desde el horno están más fríos que antes y, además, se obtendrá un enfriamiento más uniforme y un calentamiento más uniforme de los paneles de vidrio. Los aspectos estructurales y funcionales de las estaciones 2 y 7 se describen más detalladamente en la publicación de patente US-4.986.842 del presente solicitante.
A continuación, los portadores 9 del nivel superior llegan a las estaciones 3 de pre-calentamiento, en las que el calentamiento principal de los paneles de vidrio se efectúa por medio de calentamiento por radiación. Por lo tanto, el techo de las estaciones 3 está provisto de resistencias 13 de calentamiento por radiación, calentadas eléctricamente.
Las estaciones 3a de pre-calentamiento pueden ser usadas adicionalmente para calentar los paneles de vidrio con energía térmica, que es liberada desde los paneles de vidrio en el procedimiento de enfriamiento en las estaciones 6 de enfriamiento inferiores y que sube por convección natural a través de los suelos 10 de estructura abierta de los portadores 9. Esta recuperación de calor basada en la convección natural se ha explicado más detalladamente en la publicación de patente US-4.497.645 del presente solicitante. Esta convección natural puede ser mejorada mediante un chorro de aire débil por micro-convección según se describe más detalladamente en las publicaciones de patente US-5.437.704 y US-5.472.469 del presente solicitante.
La última estación 3b de pre-calentamiento es diferente de las estaciones 3a precedentes en el sentido de que entre la estación 3b de calentamiento y una estación 5 de enfriamiento debajo de la... [Seguir leyendo]
Reivindicaciones:
1. Un aparato para doblar paneles de vidrio, en el que dicho aparato comprende un nivel superior de porta-moldes (9) sucesivos, que tiene una pared frontal o una pared posterior (11) del mismo que separa entre sí al menos las estaciones siguientes: estaciones (3a, 3b) de pre-calentamiento 5 sucesivas que incluyen una última estación (3b) de pre-calentamiento, una estación (4b) de doblado y una estación (4a) de pre-doblado aguas arriba de la estación (4b) de doblado, en el que dichos porta-moldes (9) están adaptados para ser movibles de manera intermitente hacia la estación (4b) de doblado;
un nivel inferior de porta-moldes (9) sucesivos, que tiene una pared frontal o una pared posterior (11) del mismo que separa entre sí las estaciones (5, 6, 7) de enfriamiento sucesivas, en el que dichos porta10 moldes (9) están adaptados para ser movibles de manera intermitente en una dirección opuesta a la dirección de movimiento de los portadores del nivel superior;
un número de moldes (12) de doblado soportados por los porta-moldes (9) ;
primeros elementos (13) de calentamiento por radiación en el techo de la estaciones (3a, 3b) de precalentamiento, al menos en algunas de las estaciones de pre-calentamiento;
segundos elementos (14) de calentamiento por radiación en el techo de las estaciones (4a, 4b) de predoblado y doblado;
un suelo (15) intermedio que separa la estación (4a) de pre-doblado y la última estación (3b) de precalentamiento de las estaciones (5) de enfriamiento debajo de las mismas;
un mecanismo (20) de elevación, que constituye un suelo para las estaciones (4b) de doblado, para bajar 20 los porta-moldes (9) desde el nivel superior al nivel inferior junto con los paneles de vidrio doblados;
en el que los porta-moldes (9) están provistos de un suelo (10) de estructura abierta o si no altamente transmisor de calor, caracterizado por que sobre el suelo (15) intermedio hay terceros elementos (16) de calentamiento por radiación posicionados debajo del nivel definido por un suelo (10) del porta-moldes (9) .
2. Aparato según la reivindicación 1, caracterizado por que los terceros elementos (16) de calentamiento por 25 radiación comprenden resistencias abiertas.
3. Aparato según la reivindicación 1 o 2, caracterizado por que los terceros elementos (16) de calentamiento por radiación están divididos en elementos (16a, 16b, 16c) de varillas de resistencia contiguos entre sí en una dirección lateral de la última estación (3b) de pre-calentamiento y tienen efectos de calentamiento ajustables individualmente.
4. Aparato según cualquiera de las reivindicaciones 1-3, caracterizado por que los terceros elementos (15) de calentamiento por radiación se encuentran en la parte superior de los suelos (16) intermedios de al menos la última estación (3b) de pre-calentamiento y al menos una estación (4a) de pre-doblado.
5. Aparato según cualquiera de las reivindicaciones 1-4, caracterizado por que los terceros elementos (16) de calentamiento por radiación tienen una dirección longitudinal que es la misma que la dirección de movimiento de 35 los porta-moldes (9) , y por que los terceros elementos (16) de calentamiento por radiación tienen elementos (16b) de calentamiento en la sección media que tienen un efecto de calentamiento que es ajustable individualmente con relación al efecto de calentamiento de los elementos (16a y 16c) de calentamiento laterales en ambos lados de los elementos (16b) de calentamiento de la sección media, en el que los efectos de calentamiento debajo de la sección media y las secciones extremas de un par de paneles de vidrio a ser doblados son, de esta manera, ajustables entre sí.
6. Aparato según la reivindicación 1 o 2, caracterizado por que el suelo de una o más estaciones (3a) de precalentamiento está abierto y está provisto de resistencias de calentamiento, con reflectores debajo de estas últimas.
7. Aparato según la reivindicación 1, que comprende además estaciones (2) de pre-calentamiento por convección
en el extremo aguas arriba del nivel superior, en el que el calentamiento de los paneles de vidrio se efectúa por la aplicación de una convección forzada que recibe su energía térmica desde los paneles de vidrio en el procedimiento de enfriamiento en las estaciones (7) aguas abajo del nivel inferior, caracterizado por que las cuartas resistencias de calentamiento están montadas en la parte superior de los tubos de soplado o cajas de convección presentes sobre el suelo de las estaciones (2) de pre-calentamiento por convección.
Patentes similares o relacionadas:
Procedimiento, estación y sistema para formar hojas de vidrio en prensa, del 17 de Julio de 2019, de GLASSTECH, INC.: Un procedimiento para formar hojas de vidrio que comprende: formar inicialmente una hoja plana calentada (G) de vidrio dándole una forma curvada […]
Procedimiento para formar hojas de vidrio, del 10 de Julio de 2019, de GLASSTECH, INC.: Un procedimiento para formar hojas (G) de vidrio que comprende: transportar una hoja (G) de vidrio sobre un transportador horizontal […]
Método de curvado por gravedad reforzado por sobrepresión y dispositivo adecuado para ello, del 12 de Junio de 2019, de SAINT-GOBAIN GLASS FRANCE: Dispositivo para curvar al menos una luna (I) de vidrio, que comprende por lo menos - un molde de curvado por gravedad con una superficie de apoyo, que es adecuada […]
 Abombado de acristalamientos por gravedad sobre una multiplicidad de soportes, del 31 de Mayo de 2019, de SAINT-GOBAIN GLASS FRANCE: Procedimiento de abombado de un acristalamiento (V) que incluye:
-una primera etapa de abombado del acristalamiento por hundimiento por […]
Abombado de acristalamientos por gravedad sobre una multiplicidad de soportes, del 31 de Mayo de 2019, de SAINT-GOBAIN GLASS FRANCE: Procedimiento de abombado de un acristalamiento (V) que incluye:
-una primera etapa de abombado del acristalamiento por hundimiento por […]
Herramienta para un proceso de curvado de vidrio, del 17 de Mayo de 2019, de SAINT-GOBAIN GLASS FRANCE: Herramienta para la sujeción de al menos una hoja de vidrio (I, II) mediante un efecto de aspiración en un proceso de curvado, que comprende una superficie […]
Herramienta de curvado para hojas de vidrio, del 17 de Mayo de 2019, de SAINT-GOBAIN GLASS FRANCE: Herramienta de curvado para el curvado de al menos una hoja de vidrio (I, II) mediante un efecto de aspiración, que comprende una superficie de contacto […]
Método y aparato para la conformación de láminas de vidrio, del 15 de Mayo de 2019, de PILKINGTON GROUP LIMITED: Un método para conformar una lámina de vidrio que comprende las etapas: calentar la lámina de vidrio a una temperatura adecuada para la conformación; […]
Procedimiento de flexión por gravedad asistida por sobrepresión y dispositivo adecuado para este procedimiento, del 3 de Abril de 2019, de SAINT-GOBAIN GLASS FRANCE: Dispositivo para doblar al menos un panel de vidrio (I), que comprende al menos - un molde de flexión por gravedad con una superficie de apoyo , que es adecuada […]