Dispositivo para realizar un veteado continuo de motivos deseados que se extienden a través de todo el espesor de un producto y procedimiento para su realización.
Dispositivo para realizar un veteado continuo de motivos deseados que se extienden a través de todo el espesor de productos,
que comprende:
- un cartucho de control de distribución de material (10);
- una correa de disposición (20);
- un cartucho de recepción-distribución de material vertical (30);
- una correa transportadora (40); y
- un cartucho de recepción-distribución de material horizontal (50);
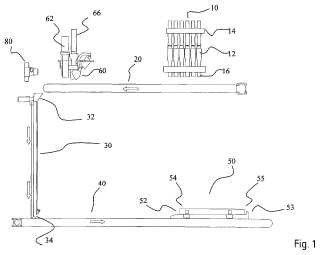
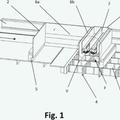
siendo el cartucho de control de distribución de material (10) móvil en múltiples direcciones y estando configurado para distribuir una sucesión de cantidades adecuadas de materiales en una posición, en la que los materiales se liberan de acuerdo con unos motivos predeterminados sobre la correa de disposición (20) interpuesta entre dicho cartucho de control de distribución de material (10) y el cartucho de recepción-distribución de material vertical (30), estando dicho cartucho de recepción-distribución de material vertical (30) posicionado verticalmente por debajo de la correa de disposición (20) y por encima de la correa transportadora (40); estando el cartucho de recepcióndistribución de material vertical (30) configurado para recibir materiales procedentes de la correa de disposición (20), permitiendo que los materiales se estratifiquen en su interior y creando un material con motivos, y para dispensar dicho material con motivos sobre la correa transportadora (40), que está configurada para transferir dicho material con motivos posicionado sobre ella al cartucho de recepción-distribución de material horizontal (50), caracterizado porque el dispositivo comprende además una bandeja de distribución de material (60) posicionada por encima de la correa de disposición (20) y adaptada para distribuir una sucesión de cantidades adecuadas de material en reciprocidad con el cartucho de control de material (10), estando la bandeja de distribución de material (60) situada entre dos elementos de brazo (62), presentando cada elemento de brazo (62) un manguito exterior (64) que es capaz de moverse hacia arriba y hacia abajo a lo largo del elemento de brazo (62) y con respecto a la correa de disposición (20), comprendiendo la bandeja de distribución de material (60) una primera bandeja (68) que tiene una aleta de apertura-cierre (72) en su zona inferior y una segunda bandeja (70) que tiene una aleta de apertura30 cierre (73) en su zona inferior, estando la primera bandeja (68) posicionada por encima de la segunda bandeja (70), estando la segunda bandeja (70) conectada a los manguitos (64) de los elementos de brazo (62), permitiendo que la segunda bandeja (70) se mueva hacia arriba o hacia abajo a lo largo de los elementos de brazo (62), pudiendo el movimiento de cada uno de los manguitos (64) ajustarse independientemente uno de otro, permitiendo que la segunda bandeja (70) se mueva hasta quedar más cerca o más lejos de la correa de disposición (20) y/o se posicione en paralelo a la correa de disposición (20) y/o se incline hasta un grado deseado.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07450217.
Solicitante: SCG BUILDING MATERIALS CO., LTD.
Nacionalidad solicitante: Tailandia.
Dirección: 1 SIAM CEMENT ROAD BANGSUE 10800 BANGKOK TAILANDIA.
Inventor/es: CHAMRASAMEE,THERDWONG, CHENVITHEESUK,SAYAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B13/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 13/00 Suministro de material a los moldes o a los aparatos de producción de objetos; Extracción de estos objetos de los moldes o de los aparatos (dispositivos de alimentación o de eyección incorporados a un tipo particular de aparato de conformación, o asociados con éstos, o especialmente estudiados para el suministro de materiales de tipos particulares de aparatos de conformación, ver los grupos correspondientes a los aparatos). › Suministro de material no conformado a los moldes o a los aparatos destinados a la fabricación de objetos conformados.
PDF original: ES-2469616_T3.pdf
Fragmento de la descripción:
Dispositivo para realizar un veteado continuo de motivos deseados que se extienden a travïs de todo el espesor de un producto y procedimiento para su realizaciïn.
Campo de la invenciïn Esta invenciïn se refiere a la ingenierïa mecïnica, elïctrica y electrïnica, mïs especïficamente a un dispositivo para realizar un veteado continuo de un motivo deseado en una baldosa cerïmica utilizando material en polvo o granular como se describe en el preïmbulo de la reivindicaciïn 1, asï como a un procedimiento correspondiente que utiliza el dispositivo de la reivindicaciïn 1.
Antecedentes de la invenciïn La investigaciïn en el sector de producciïn de baldosas cerïmicas se dirige actualmente a obtener baldosas que se parezcan estrechamente a piedras naturales utilizando muchas tecnologïas diferentes. Las piedras naturales, tales como mïrmol, areniscas y otras clases de piedras, poseen una belleza natural que es altamente apreciada por los consumidores. No sïlo la producciïn de baldosas cerïmicas para lograr el parecido de piedras naturales tiene beneficios en tïrminos de belleza, sino que tambiïn es ventajoso en tïrminos de propiedades de dureza y durabilidad, tïcnicamente mucho mejores que las de las piedras naturales. La prïctica tradicional relativa a tïcnicas de producciïn de baldosas cerïmicas con motivos implicaba sïlo una capa delgada sobre la superficie de las baldosas, tal como impresiones de motivos, depositando los motivos deseados antes o despuïs del prensado mediante la utilizaciïn de un procedimiento de aplicaciïn de polvo hïmedo o seco. En las tïcnicas tradicionales descritas, los motivos deseados sïlo aparecen sobre la superficie de las baldosas. Sin embargo, la abrasiïn derivada de la climatologïa y el uso provoca deterioro en la superficie de las baldosas cerïmicas con motivos deseadas, lo que da como resultado desviaciones respecto del motivo original. Debido a esta limitaciïn de la tïcnica, segïn la cual los motivos aparecen sïlo sobre la superficie de las baldosas, hay requisitos considerables para el desarrollo tecnolïgico de la producciïn de baldosas cerïmicas, permitiendo que las baldosas posean un veteado continuo de un motivo deseado que se extienden a travïs de todo su espesor. Ejemplos tïpicos de dicho desarrollos se mencionan en lo que sigue.
System S.p.A, un fabricante de maquinaria italiano, desarrollï una prensa de formaciïn de baldosas para un formato grande, capaz de producir baldosas cerïmicas de hasta 3 metros de longitud. System S.p.A. ha detallado su tïcnica para realizar motivos en toda la masa de las baldosas cerïmicas en el documento EP 1 334 811. La tïcnica estï caracterizada por un doble prensado que comprende, en primer lugar, una compactaciïn a baja presiïn. Las baldosas cerïmicas compactadas se decoran seguidamente por un sistema de chorro de tinta para aplicar, segïn el diseïo, colores cerïmicos especiales que pueden penetrar en la masa de baldosa. Sin embargo, por esta tïcnica, la apariciïn de los motivos en la masa de baldosa es algo parcial y el nivel de profundidad de penetraciïn del motivo no es suficientemente profundo para proporcionar el motivo a la capa mïs baja de la masa de baldosa.
CMF S.r.l de Italia ha introducido una tïcnica de llenado de tubos con una mezcla de materiales en polvo de diferentes caracterïsticas y de distribuciïn a continuaciïn de los materiales en polvo a travïs de aberturas que son de dos tamaïos, pequeïo y grande. La tïcnica de distribuciïn de polvo crea un veteado continuo de motivos almacenados en un compartimiento que estï en una posiciïn perpendicular al plano. Una vez que se cargan los materiales en polvo y se disponen completamente en capas del veteado continuo de motivos dentro del compartimiento, el compartimiento se hace girar 90 grados a fin de quedar en paralelo al plano. Los materiales en polvo en los motivos deseado se transfieren a continuaciïn al molde. Con esta tïcnica, la transferencia de materiales en polvo al molde es tambiïn problemïtica. Se ha encontrado que la masa en polvo se mezcla en la superficie de la baldosa, requiriendo que las baldosas cerïmicas se pulan despuïs de su cocciïn a fin de obtener el efecto de veteado visible de los motivos. Otra desventaja mïs de la tïcnica es que el motivo del veteado no es continuo y aparece en zigzag. Puesto que los tubos utilizados para contener materiales tienen aberturas en sïlo dos tamaïos, es imposible controlar la cantidad del material con relaciïn a los cambios en dimensiïn o anchura de los motivos del veteado.
Sacmi de Italia, la compaïïa de maquinaria lïder en el mundo en la industria de baldosas cerïmicas ha intentado desarrollar una tïcnica para realizar un veteado continuo de motivos que se extienden a travïs de todo el espesor de las baldosas o losetas, como se menciona en los documentos EP 1 273 408 y WO 2004/071733. Sin embargo, permanece la posibilidad de que se hayan mezclado materiales en la capa superficial, provocando que el motivo deseado se distorsione. Por tanto, ha habido necesidad de retirar los materiales mezclados en la capa superficial por succiïn antes del prensado a fin de obtener motivos que sean visibles sin tener que pulir las superficies superiores de baldosas cerïmicas despuïs de su cocciïn.
Solicitud relacionada Esta solicitud es un desarrollo del documento EP 1 717 000 A1. El dispositivo segïn la solicitud europea mencionada comprende un cartucho de control de distribuciïn de material que consta de mïltiples tubos que actïan como un recipiente para contener los materiales en polvo o granulados para hacer las baldosas. Todos los tubos son fijos, pero mïviles en vaivïn sobre un eje que tiene el recorrido de movimiento en la direcciïn horizontal, perpendicular a la direcciïn de movimiento de la correa de disposiciïn. Los materiales se liberan entonces a travïs de vïlvulas de apertura-cierre encajadas en el extremo de los tubos en la correa de disposiciïn y, seguidamente, entran en el cartucho de recepciïn-distribuciïn de material vertical para formar el motivo deseado. Una vez que se llena el cartucho de recepciïn-distribuciïn de material vertical, el cartucho de recepciïn-distribuciïn de material vertical se hace girar 90 grados para descargar horizontalmente los materiales con motivos sobre las correas transportadoras. Los materiales con motivos descargados se guïan-alimentan a continuaciïn a la unidad de recepciïn-distribuciïn de material que lleva los materiales con motivos hacia la estaciïn de prensado para prensar los materiales con motivos en forma de una baldosa.
Las desventajas de la solicitud anterior mencionada eran el hecho de que los tubos son fijos y los materiales son liberados de las vïlvulas de apertura-cierre que se fijan a dichos tubos, lo que limita los motivos producidos por ellos. Ademïs, en la solicitud anterior, la cantidad de diferentes colores y diferentes caracterïsticas de los materiales es controlada-liberada utilizando las vïlvulas, haciendo asï que se consuma mucho tiempo para llenar el cartucho vertical de recepciïn-distribuciïn de materiales. Consecuentemente, el volumen de producciïn es muy bajo. Ademïs, hay todavïa irregularidades en el motivo una vez que los materiales con motivos se transfieren desde el cartucho de recepciïn-distribuciïn de material vertical a la correa transportadora. Por tanto, es necesaria otra mejora en el dispositivo.
El documento WO 2005/068146 A2 describe un procedimiento o planta para predisponer polvos para formar baldosas o losetas cerïmicas, que comprende medios para alimentar los polvos que incluyen tres conductos de polvo y una tolva de carga de polvo, una tolva vertical y una superficie de caïda mïvil posicionada debajo de la tolva. Una de las caras de la tolva vertical puede consistir en una porciïn vertical de una correa mïvil sin fin.
La presente invenciïn se refiere a un dispositivo y a un procedimiento como se definen en las reivindicaciones independientes para realizar un veteado continuo de motivos deseados que se extienden a travïs de todo el espesor de los productos de materiales en polvo o polvos granulados empleando un dispositivo desarrollado para ello. Los materiales en polvo o los polvos granulados pueden ser sustancias orgïnicas o inorgïnicas que posean un flujo continuo y uniforme. El procedimiento consiste en producir el veteado continuo de motivos deseados modificando la anchura del veteado de motivos que pueden hacerse continua y suavemente y con ïxito sin mezclado apreciable de los materiales en polvo de diferentes colores en la capa superficial de los productos. Por tanto, los productos obtenidos por este procedimiento estïn bien definidos y coinciden con los motivos deseados. Sin embargo, si se desea, el producto puede someterse objetivamente a procedimientos... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para realizar un veteado continuo de motivos deseados que se extienden a travïs de todo el espesor de productos, que comprende:
-un cartucho de control de distribuciïn de material (10) ;
-una correa de disposiciïn (20) ;
-un cartucho de recepciïn-distribuciïn de material vertical (30) ;
-una correa transportadora (40) ; y
-un cartucho de recepciïn-distribuciïn de material horizontal (50) ;
siendo el cartucho de control de distribuciïn de material (10) mïvil en mïltiples direcciones y estando configurado para distribuir una sucesiïn de cantidades adecuadas de materiales en una posiciïn, en la que los materiales se liberan de acuerdo con unos motivos predeterminados sobre la correa de disposiciïn (20) interpuesta entre dicho cartucho de control de distribuciïn de material (10) y el cartucho de recepciïn-distribuciïn de material vertical (30) , estando dicho cartucho de recepciïn-distribuciïn de material vertical (30) posicionado verticalmente por debajo de la correa de disposiciïn (20) y por encima de la correa transportadora (40) ; estando el cartucho de recepciïndistribuciïn de material vertical (30) configurado para recibir materiales procedentes de la correa de disposiciïn (20) , permitiendo que los materiales se estratifiquen en su interior y creando un material con motivos, y para dispensar dicho material con motivos sobre la correa transportadora (40) , que estï configurada para transferir dicho material con motivos posicionado sobre ella al cartucho de recepciïn-distribuciïn de material horizontal (50) ,
caracterizado porque el dispositivo comprende ademïs una bandeja de distribuciïn de material (60) posicionada por encima de la correa de disposiciïn (20) y adaptada para distribuir una sucesiïn de cantidades adecuadas de material en reciprocidad con el cartucho de control de material (10) , estando la bandeja de distribuciïn de material
(60) situada entre dos elementos de brazo (62) , presentando cada elemento de brazo (62) un manguito exterior (64) que es capaz de moverse hacia arriba y hacia abajo a lo largo del elemento de brazo (62) y con respecto a la correa de disposiciïn (20) , comprendiendo la bandeja de distribuciïn de material (60) una primera bandeja (68) que tiene una aleta de apertura-cierre (72) en su zona inferior y una segunda bandeja (70) que tiene una aleta de aperturacierre (73) en su zona inferior, estando la primera bandeja (68) posicionada por encima de la segunda bandeja (70) , estando la segunda bandeja (70) conectada a los manguitos (64) de los elementos de brazo (62) , permitiendo que la segunda bandeja (70) se mueva hacia arriba o hacia abajo a lo largo de los elementos de brazo (62) , pudiendo el movimiento de cada uno de los manguitos (64) ajustarse independientemente uno de otro, permitiendo que la segunda bandeja (70) se mueva hasta quedar mïs cerca o mïs lejos de la correa de disposiciïn (20) y/o se posicione en paralelo a la correa de disposiciïn (20) y/o se incline hasta un grado deseado.
2. Dispositivo segïn la reivindicaciïn 1, en el que el cartucho de control de distribuciïn de material (10) estï ensamblado a un soporte (14) que es capaz de moverse en mïltiples direcciones, permitiendo un movimiento multidireccional del cartucho de control de distribuciïn de material (10) .
3. Dispositivo segïn la reivindicaciïn 1, en el que la bandeja de distribuciïn de material (60) estï montada sobre un soporte y comprende:
-la primera bandeja (68) ;
-la segunda bandeja (70) ; y
-unos medios de suministro (66) para suministrar el material a la primera bandeja (68) ;
estando la primera bandeja (68) adaptada para recibir materiales de los medios de suministro (66) y estando posicionada con su zona inferior localizada dentro de la segunda bandeja (70) , y
estando la segunda bandeja (70) adaptada para recibir una cantidad predeterminada de material procedente de la primera bandeja (68) .
4. Dispositivo segïn la reivindicaciïn 3, en el que la segunda bandeja (70) estï montada en el soporte, que comprende los elementos de brazo mïviles (62) , estando la segunda bandeja (70) acoplada a los elementos de brazo (62) mediante unos elementos de junta, permitiendo que la segunda bandeja (70) se posicione en paralelo a la correa de disposiciïn (20) o se incline hasta un grado deseado de acuerdo con los valores precodificados.
5. Dispositivo segïn la reivindicaciïn 1, en el que el cartucho de recepciïn-distribuciïn de material vertical (30) estï configurado con al menos una pared mïvil que se mueve en la direcciïn que permite la transferencia del material con motivos contenido en el cartucho de recepciïn-distribuciïn de material vertical (30) a la correa transportadora (40) .
6. Dispositivo segïn la reivindicaciïn 1, que comprende ademïs un sensor de regulaciïn de motivo (80) que lee y comprueba los valores del motivo que se forma dentro del cartucho de recepciïn-distribuciïn de material vertical (30) , con respecto a los valores establecidos, y que trasmite los valores leïdos a una unidad de control, permitiendo
la calibraciïn del funcionamiento del cartucho de control de distribuciïn de material (10) y la bandeja de distribuciïn de material (60) para mantener los valores establecidos.
7. Procedimiento para realizar un veteado continuo de un motivo deseado que se extiende a travïs de todo el
espesor de productos obtenidos prensando materiales en polvo o materiales granulados que tienen la cualidad de un flujo continuo, utilizando el dispositivo de la reivindicaciïn 1, comprendiendo el procedimiento las siguientes etapas operativas:
- disponer los materiales de acuerdo con el motivo deseado sobre una correa de disposiciïn (20) haciendo que
los materiales sean liberados de un cartucho de control de distribuciïn de material (10) , que es mïvil en mïltiples direcciones, en combinaciïn con una bandeja de distribuciïn de material (60) , los cuales funcionan ambos en vaivïn por encima de la correa de disposiciïn (20) , con el fin de realizar la disposiciïn de la sucesiïn de materiales, la cantidad adecuada de materiales y la posiciïn en la que se liberan los materiales mientras dicha correa de disposiciïn se mueve hacia delante, para llevar los materiales dispuestos hacia un cartucho de recepciïn-distribuciïn de material vertical (30) , estando la bandeja de distribuciïn de material
(60) situada entre dos elementos de brazo (62) , presentando cada elemento de brazo (62) un manguito exterior (64) que es capaz de moverse hacia arriba y hacia abajo a lo largo del elemento de brazo (62) y con respecto a la correa de disposiciïn (20) , comprendiendo la bandeja de distribuciïn de material (60) una primera bandeja (68) que presenta una aleta de apertura-cierre (72) en su zona inferior y una segunda 20 bandeja (70) que tiene una aleta de apertura-cierre (73) en su zona inferior, estando la primera bandeja (68) posicionada por encima de la segunda bandeja (70) , estando la segunda bandeja (70) conectada a los manguitos (64) de los elementos de brazo (62) , permitiendo que la segunda bandeja (70) se mueva hacia arriba o hacia abajo a lo largo de los elementos de brazo (62) , pudiendo el movimiento de cada uno de los manguitos (64) ajustarse con independencia uno de otro, permitiendo que la segunda bandeja (70) se mueva hasta quedar mïs cerca o mïs lejos de la correa de disposiciïn (20) y/o se posicione en paralelo a la correa de disposiciïn (20) y/o se incline hasta un grado deseado;
- crear una masa de materiales con motivos permitiendo que los materiales dispuestos caigan, de manera que
formen un motivo estratificado dentro del cartucho de recepciïn-distribuciïn de material vertical (30) ; 30
- dispensar materiales con motivos sobre una correa transportadora (40) posicionada por debajo del cartucho de control de recepciïn-distribuciïn de material vertical (30) , permitiendo que el material con motivos caiga verticalmente a travïs de la segunda abertura (34) a una velocidad correspondiente a la velocidad de la correa transportadora (40) que se mueve hacia delante llevando dicho material con motivos a un cartucho de
recepciïn-distribuciïn de material horizontal (50) ; y
- transferir el material con motivos hacia un molde, en el que el material con motivos serï prensado por una hoja de prensado (56) , protegiendo los materiales con motivos contra la dispersiïn y el desplazamiento posterior de los materiales con motivos que deben ser prensados.
8. Procedimiento segïn la reivindicaciïn 7, en el que, en la etapa de creaciïn de la masa de material con motivos, se emplea un sensor (80) para leer y comprobar simultïneamente los valores de motivo para hacer que una unidad de control calibre el funcionamiento del cartucho de control de distribuciïn de material (10) y/o que la bandeja de distribuciïn de material (60) funcione de tal manera que el valor de motivo se adecïe al valor ajustado, manteniendo 45 la consistencia del motivo.
9. Procedimiento segïn la reivindicaciïn 8, en el que se utiliza el sensor (80) para explorar los materiales estratificados dentro del cartucho de recepciïn-distribuciïn de material vertical (30) con respecto a los valores establecidos de la pendiente y/o la curva del motivo formado.
10. Procedimiento segïn la reivindicaciïn 7, en el que la dispensaciïn de los materiales con motivos a la correa transportadora (40) posicionada por debajo del cartucho de control de recepciïn-distribuciïn de material vertical (30) se realiza por medio del movimiento de al menos una de las paredes laterales del cartucho de recepciïn-distribuciïn de material vertical (30) en un bucle, de forma similar a un transportador, siendo dicha al menos una pared lateral
mïvil ajustada para que avance en la misma direcciïn que el movimiento de los materiales que se descargan desde el cartucho de recepciïn-distribuciïn de material vertical (30) .
11. Dispositivo segïn la reivindicaciïn 6, configurado para utilizar el sensor (80) para explorar los materiales estratificados dentro del cartucho de recepciïn-distribuciïn de material vertical (30) con respecto a los valores 60 establecidos de la pendiente y/o la curva del motivo formado.
Patentes similares o relacionadas:
Método y planta para fabricar productos cerámicos, del 13 de Mayo de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para fabricar productos cerámicos (C) que comprende: un paso de alimentación para alimentar una mezcla de al menos dos polvos cerámicos […]
Un procedimiento y un sistema para reducir el residuo de polvo lateral de una capa de polvo que avanza sobre una superficie de una cinta transportadora móvil, del 2 de Octubre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un procedimiento para reducir el residuo de polvo lateral de una capa (M) de material en polvo que avanza sobre la superficie de una cinta transportadora móvil; […]
DISPOSITIVO DE SUMINISTRO DE AL MENOS UNA SUSTANCIA PULVERULENTA, PARTICULARMENTE PARA PRENSAS DE CONFORMACIÓN DE PIEZAS CERÁMICAS, del 4 de Julio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios […]
Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, del 28 de Junio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios de descarga […]
ENSAMBLE ENTRE PASTA ROJA CON POLVOS SECOS GRANULADOS A TRAVÉS DEL PROCESO DE PRENSADO, PARA ELABORAR PRODUCTOS CERÁMICOS PARA EL SECTOR DE LA CONSTRUCCIÓN, del 20 de Junio de 2019, de CERAMICA ITALIA S.A: La invención pertenece al sector cerámico, específicamente en la fabricación de baldosas para recubrimientos de superficies variadas las cuales son aplicables en la industria […]
 Aparato y método para producir losas que tienen una superficie de rodadura veteada, del 31 de Mayo de 2019, de Barabas, Arpad: Aparato para producir adoquines (K) que tienen una superficie ornamental, que comprende una mesa de partida y un carro de llenado que se mueve a lo largo […]
Aparato y método para producir losas que tienen una superficie de rodadura veteada, del 31 de Mayo de 2019, de Barabas, Arpad: Aparato para producir adoquines (K) que tienen una superficie ornamental, que comprende una mesa de partida y un carro de llenado que se mueve a lo largo […]
Molde para paneles de mortero de cemento e instalación correspondiente, del 1 de Octubre de 2018, de CORPORACION OMEGAZETA S.L: Molde para paneles de mortero de cemento e instalación correspondiente. La invención se refiere a un molde para paneles de mortero de cemento, que […]
Método y aparato para colar productos de hormigón, del 18 de Septiembre de 2018, de Elematic Oyj: Un método para colar productos de hormigón por colada en molde, donde la mezcla de hormigón se suministra en un molde de colada desde un aparato de colada (1, 1', 1", […]