Preforma de material plástico con señalización para reconocer el posicionamiento.
Recipiente de material plástico (1), en particular una preforma de material plástico (1),
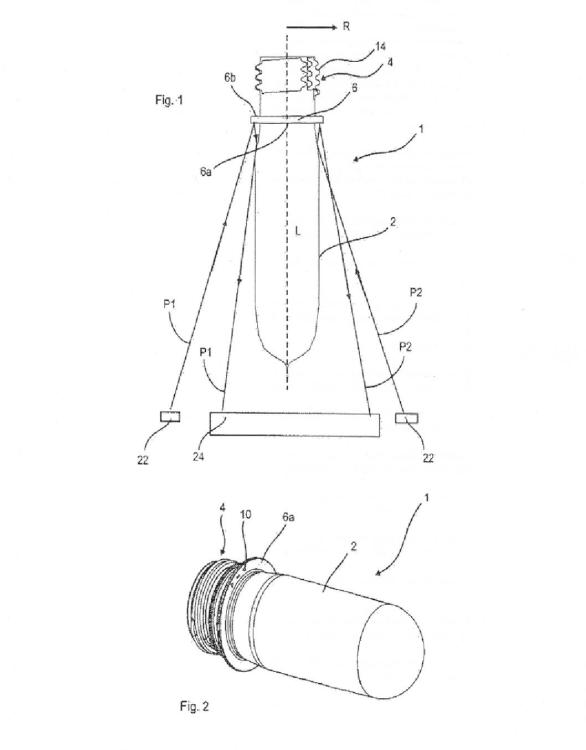
con un cuerpo base (2), con una zona roscada (4) formada en el cuerpo base, en donde dicha zona roscada (4) está formada de una sola pieza con el cuerpo base (2), y se extiende con una sección (6) de forma parcialmente anular por debajo de la porción roscada (6) que se extiende hacia fuera en una dirección radial (R) del recipiente de plástico (1) y está formado de una sola pieza con el cuerpo base, dicha sección anular que tiene una primera superficie (6a) opuesta al cuerpo base (2) y una segunda superficie (6b) orientada hacia la parte roscada (4),
caracterizado porque,
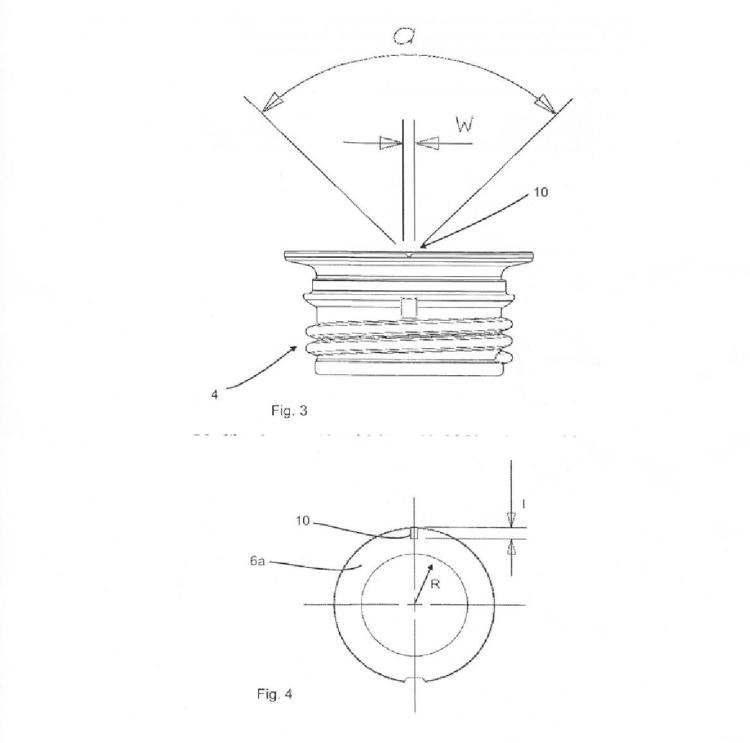
en la superficie (6a) orientada hacia el cuerpo base (2) está dispuesta por lo menos una señalización (10) ópticamente visible, rodea completamente la zona anular (6) de la preforma de plástico (1) y está formada sin rebajes contínuos de la preforma de plástico (1) en dirección longitudinal (L).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11183021.
Solicitante: KRONES AG.
Nacionalidad solicitante: Alemania.
Dirección: BÖHMERWALDSTRASSE 5 93073 NEUTRAUBLING ALEMANIA.
Inventor/es: HÜTTNER,GERALD, KWIRANDT,DR. RAINER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29B11/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › B29B 11/00 Fabricación de preformas (B29C 61/06 tiene prioridad). › caracterizado por la estructura o la composición.
- B29C49/06 B29 […] › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por inyección-soplado.
PDF original: ES-2510394_T3.pdf
Fragmento de la descripción:
Preforma de material plástico con señalización para reconocer el posicionamiento
La presente invención se refiere a una preforma de material plástico. Dichas preformas de material plástico se conocen ya dentro del estado de la técnica desde hace varios años, y sirven por ejemplo, para en el marco de los procedimientos de soplado, en particular en los procesos de soplado y estirado, para ser conformadas en recipientes de material plástico (por ejemplo, para botellas para contener bebidas). Para ello habitualmente se conforma la preforma de material plástico en caliente con una máquina de soplado y estirado en un recipiente. A este respecto, se conocen en el estado actual de la técnica, aquellos recipientes que no están formados simétricamente por rotación sino que por ejemplo, presentan un corte transversal oval. Además, existen también recipientes en los cuales el cierre debe estar ajustado orientado al cuerpo de la botella, y esto a base del diseño del recipiente o también por razones técnicas.
Esta orientación se efectúa típicamente mediante levas o muescas en la zona de la boca de la preforma de material plástico, las cuales se alinean con un mecanismo auxiliar. Esto tiene como consecuencia de nuevo, una pérdida de rendimiento.
A partir de las patentes EP 1 279 477 A1, US 6 228 317 B1, US 2008/0265461 A1, JP 2007 175 994 y JP 2007 283 529 se conocen dispositivos y procedimientos para el moldeo por soplado de un recipiente. Además, la patente EP 0 835 736 B1 describe un dispositivo para el moldeo por soplado y un dispositivo para el moldeo por soplado y estirado de recipientes. En este caso, están dispuestos medios rotativos para la rotación de las preformas de material plástico alrededor de su eje longitudinal durante el transporte de la preforma así como medios de alineación para la alineación del mango que se extiende desde la preforma en una dirección predeterminada.
La presente invención tiene por objeto el proporcionar un recipiente de material plástico y en particular una preforma de material plástico para proporcionar una mayor facilidad en ser alineadas en comparación a las preformas de la técnica anterior, o pueden ser selladas. Esto se logra según la invención, mediante una preforma de material plástico de acuerdo con la reivindicación 1. Versiones ventajosas y otros desarrollos son el objeto de las reivindicaciones dependientes.
Un recipiente de material plástico de acuerdo con la invención y en particular una preforma de material plástico, presenta un cuerpo base así como una zona roscada dispuesta en el cuerpo base, en donde la zona roscada forma una sola pieza con el cuerpo base. Además, el recipiente de material plástico tiene de preferencia por lo menos una parte en forma de anillo (respectivamente, un cuerpo anular), la cual está dispuesta debajo de la zona roscada y se extiende en una dirección radial del recipiente de material plástico hacia fuera y forma una sola pieza con el cuerpo base. En este caso, la parte de forma anular tiene una primera superficie orientada al cuerpo base, y una segunda superficie orientada a la zona roscada (o respectivamente, orientada al cuerpo base). Según la invención, está dispuesta en la parte de forma anular en la primera superficie orientada al cuerpo base, por lo menos una señalización ópticamente visible.
Tiene una influencia significativa sobre el diseño del recipiente de material plástico, el hecho de que el material es a menudo trasparente o parcialmente transparente. De esta manera, la luz irradiada pasa a través de la mayor parte del recipiente de material plástico, y puede verse a través del recipiente de plástico. Se prefiere construir el recipiente de material plástico de manera que las interferencias se minimizan con el paso de la luz, y el efecto de la luz reflejada sobre la superficie se optimiza.
Debajo de la porción anular está comprendida una zona, que en el caso presente rodea completamente por ejemplo un eje longitudinal geométrico. En este caso, esta parte de forma anular puede tener una forma circular, pero puede ser también posible que la sección tenga una forma por ejemplo oval y/o poligonal. De preferencia, la parte anular tiene un ancho constante en la dirección radial, pero también es posible que el ancho radial de dicha porción anular varíe en la dirección circunferencial de la preforma de material plástico.
Ventajosamente se trata en el caso de la porción anular, de un cuerpo de forma completamente anular, siendo ventajoso que esté formado de manera circunferencialmente uniforme. Además, es posible también que el cuerpo anular se extienda ligeramente oblicuamente con respecto a la dirección radial. Sin embargo, el cuerpo anular se extiende esencialmente exactamente en dicha dirección radial.
Bajo la denominación de señalización, en el sentido de la presente invención, se entienden en particular, códigos y/o muescas de cualquier forma geométrica. De preferencia las muescas se presentan en forma de U, en forma de V, en forma piramidal o en forma esférica.
En otra versión ventajosa, dicha señalización se extiende en dirección radial, lo cual facilita la producción de dicha preforma de material plástico.
A diferencia de la técnica antigua se propone por consiguiente en lugar de marcas o muescas alineadas, una señalización en el fondo del cuerpo anular, la cual es, en particular, un anillo de soporte. Las marcas y muescas alineadas, que son adaptadas a las máquinas de algunos fabricantes, tienen ciertas desventajas. Por una parte, existen zonas ópticamente parcialmente difíciles de alcanzar entre el anillo de soporte y las roscas. Además, se conocen ejemplos en los cuales la señalización está aplicada en la cara superior del anillo de soporte, estando cubierta en este caso en parte por los medios de agarre como por ejemplo, unas pinzas de sujeción. Muescas en el anillo de soporte están hechas en general muy grandes y a menudo se extienden hasta el cuerpo base de la preforma de material plástico, o bien están formadas como un orificio que atraviesa desde la primera superficie hasta la segunda superficie del anillo de soporte. Esto significa que como los recipientes deben sellarse durante la operación de soplado esto se realiza solamente con dificultad en la boca mediante estas muescas.
En otras máquinas de soplado y estirado se sella sin embargo mediante el anillo de soporte, de manera que las muescas en cuestión estorban por lo menos el proceso de soplado e incluso pueden llegar a obstaculizarlo.
En una versión ventajosa, el cuerpo base de la preforma de material plástico puede expandirse. La señalización sirve ventajosamente para la detección de una posición de giro de la preforma de material plástico con respecto a su dirección longitudinal. Sin embargo es también posible dar información mediante la señalización. Podría concebirse por ejemplo que pudiera darse información mediante la señalización respecto a la preforma de material plástico y que las correspondientes máquinas de la instalación pudieran responder de acuerdo con estas informaciones.
Muchos embotelladores y transformadores emplean diferentes preformas de material plástico para la producción del mismo recipiente. Sin embargo esto va asociado con los ajustes de los parámetros en el proceso de soplado y calentamiento. Bajo ciertas circunstancias pueden encontrarse todavía preformas de material plástico en el sistema que no pertenecen al proceso específico. Esto puede causar de nuevo interferencias en la línea de producción, en particular cuando una preforma de material plástico equivocada no es reconocida y en correspondencia es rechazada por una máquina de soplado. En este caso, la señalización puede servir para descartar la correspondiente preforma de material plástico falsa.
En una versión preferida, la señalización es una entalladura dispuesta en la primera superficie. Respecto a ello debe comprenderse que mediante la señalización se trata por ejemplo de una muesca o algo similar, la cual se realiza mecánicamente en la citada primera superficie. Se prefiere que el recipiente de material plástico esté formado a base de PET.
Ventajosamente esta citada entalladura no se extiende hasta la segunda superficie. Con ello la señalización está colocada en este caso no en la cara inferior de la parte anular o respectivamente del anillo de soporte. Sin embargo de esta manera la señalización es ópticamente accesible, en donde una detección de la señalización en particular no es interferida mediante los elementos de agarre ni tampoco por la rosca de la preforma de material plástico. Se caracteriza porque la señalización ventajosamente no se transparenta a través del cuerpo anular o respectivamente del anillo... [Seguir leyendo]
Reivindicaciones:
1. Recipiente de material plástico (1), en particular una preforma de material plástico (1), con un cuerpo base (2), con una zona roscada (4) formada en el cuerpo base, en donde dicha zona roscada (4) está formada de una sola pieza con el cuerpo base (2), y se extiende con una sección (6) de forma parcialmente anular por debajo de la porción roscada (6) que se extiende hacia fuera en una dirección radial (R) del recipiente de plástico (1) y está formado de una sola pieza con el cuerpo base, dicha sección anular que tiene una primera superficie (6a) opuesta al cuerpo base (2) y una segunda superficie (6b) orientada hacia la parte roscada (4),
caracterizado porque,
en la superficie (6a) orientada hacia el cuerpo base (2) está dispuesta por lo menos una señalización (10) ópticamente visible, rodea completamente la zona anular (6) de la preforma de plástico (1) y está formada sin rebajes continuos de la preforma de plástico (1) en dirección longitudinal (L).
2. Envase de material plástico (1) según la reivindicación 1, caracterizado porque,
la señalización (10) es un rebaje (10) formado en la primera superficie (6a).
3. Recipiente de material plástico, según por lo menos una de las reivindicaciones precedentes, caracterizado porque,
la sección anular (6) está, por lo menos parcialmente, no pulida.
4. Recipiente de material plástico según por lo menos una de las reivindicaciones precedentes, caracterizado porque,
la señalización (10) está pulida.
5. Recipiente de material plástico según por lo menos una de las reivindicaciones precedentes, caracterizado porque,
el recipiente de material plástico (1) es una pieza moldeada por Inyección (1).
6. Recipiente de material plástico según por lo menos una de las reivindicaciones precedentes, caracterizado porque,
la sección anular (6) se extiende más allá de la parte roscada (4) en la dirección radial (R).
7. Recipiente de material plástico según por lo menos una de las reivindicaciones precedentes, caracterizado porque,
la señalización (10) se forma en la primera superficie (6a).
8. Recipiente de material plástico según por lo menos una de las reivindicaciones precedentes, caracterizado porque,
dicho recipiente de material plástico (1) es por lo menos parcialmente transparente.
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
Recipiente con bolsa interior, del 1 de Julio de 2020, de GAPLAST GMBH: Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Molde de soplado, del 8 de Abril de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado, que define un eje longitudinal (X), para recipientes de plástico que comprende al menos dos semimoldes ; al menos dos soportes […]
Aparato para el moldeo por soplado de recipientes de plástico, del 1 de Abril de 2020, de Sacmi Imola S.C: Un aparato para moldear por soplado recipientes de plástico, que comprende al menos una estación de moldeo por soplado que define al menos una cavidad de moldeo para formar […]
Método y dispositivo para fabricar botellas, del 25 de Marzo de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para fabricar una botella esterilizada , que comprende las etapas de: esterilizar bacterias que se adhieren a una preforma hecha […]
Contenedor moldeado por soplado con estiramiento que tiene un agarre profundo moldeado integralmente y proceso para fabricar dicho contenedor, del 26 de Febrero de 2020, de Plastipak BAWT S.à.r.l: Un proceso para fabricar un contenedor moldeado por soplado con estiramiento que tiene al menos un agarre concavo profundo (G), dicho proceso comprende las etapas de: a) […]
Sistema y método para el moldeo por soplado múltiple, del 26 de Febrero de 2020, de Amcor Rigid Plastics USA, LLC: Un sistema para formar un contenedor a partir de una preforma mediante un proceso de moldeo por soplado múltiple que comprende: un primer molde […]