Plantilla para calzado y su proceso de fabricación.
El objeto de la presente invención se refiere a una plantilla para calzado (1) con la innovadora particularidad de estar conformada a partir de un material base EVA (Etileno Vinil Acetato) con dos densidades distintas,
proporcionando de esta forma una mayor comodidad en la utilización de este tipo de calzado, al dotarlo de mayor ligereza, mayor capacidad de adaptación al pie y mayor resistencia en comparación con las plantillas convencionales de este tipo.
La presente invención también se refiere al proceso de fabricación de dicha plantilla para calzado (1) que en un solo proceso logra una unión y una estabilidad dimensional entre las piezas que deben ir pegadas no conseguida por otros procesos similares, repercutiendo en un alargamiento de la vida útil del producto, para ello se establece una fase de aumento progresivo de la temperatura y posteriormente una fase de disminución progresiva de la temperatura.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201330931.
Solicitante: ANALCO AUXILIAR CALZADO, S.A..
Nacionalidad solicitante: España.
Inventor/es: ALONSO MARTOS,María Teresa, CAMPILLO RODRÍGUEZ,Raúl.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A43B17/14 NECESIDADES CORRIENTES DE LA VIDA. › A43 CALZADOS. › A43B ELEMENTOS CARACTERISTICOS DEL CALZADO; PARTES CONSTITUTIVAS DEL CALZADO. › A43B 17/00 Plantillas para inserciones, es decir palmillas o insertos, para incorporar al calzado después de haber unido el empeine (piezas médicas especiales insertadas en los calzados A61F 5/14). › de esponja, de caucho o de materias plásticas.
- B29D35/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 35/00 Fabricación de calzado. › con multicapas.
Fragmento de la descripción:
Plantilla para calzado y su proceso de fabricación.
OBJETO DE LA INVENCIÓN
El objeto de la presente invención se refiere a una plantilla para calzado con la innovadora 5 particularidad de estar conformada a partir de un material base EVA (Etileno Vinil Acetato) con dos densidades distintas, proporcionando de esta forma una mayor comodidad en la utilización de este tipo de calzado, al dotarlo de mayor ligereza, mayor capacidad de adaptación al pie y mayor resistencia en comparación con las plantillas convencionales de este tipo. 10
La presente invención también se refiere al proceso de fabricación de dicha plantilla para calzado que en un solo proceso integra la mayoría de componentes.
Encuentra especial aplicación en el ámbito de la industria de fabricación de calzado y sus 15 componentes.
PROBLEMA TÉCNICO A RESOLVER .
ANTECEDENTES DE LA INVENCIÓN
Por lo general se ha comprobado que un inconveniente de las plantillas que conforman la estructura del calzado actual es que no ofrecen una vida útil muy larga debido a que durante 20 el proceso de fabricación no se llega a lograr una unión perfecta entre las piezas que deben ir pegadas o si la hay en un principio, dura poco tiempo perdiendo dicha propiedad con el uso del calzado.
Otro inconveniente es la utilización de ciertos materiales, los cuales no dotan a la plantilla 25 para calzado del confort, flexibilidad, ligereza y amortiguación en la zona plantar que proporcionan las plantillas objeto de la invención.
Por el documento US2003140525 A1, conocido en el estado de la técnica, es conocido el proceso de fabricación de una plantilla para calzado con EVAs de diferentes viscosidades y 30 propiedades físicas (entre 12 al 30% de EVA) . El proceso divulga una mezcla del agente de curado y de espumado entre 90º y 140ºC, adición posterior del resto de los componentes poliméricos, inyectado de la mezcla en el molde a 145-200ºC, y a una presión entre 50 y 20, 000 psi, calentamiento de la mezcla en el molde por debajo de la temperatura de descomposición del agente de espumado y por encima del de curado la mezcla (145-35
200ºC) , finalización de la reacción de entrecruzamiento (3 a 10minutos) , y apertura del molde.
El documento US2012297641 A1 divulga una plantilla para calzado que comprende una palmilla, una zona delantera, una trasera, otra de unión progresiva entre ellas, una plantilla 5 inferior y una suela exterior. Los materiales utilizados en los distintos componentes del calzado son, goma, látex, EVA, corcho, poliuretano y siliconas, según las características que se deseen dar al tipo de calzado en las distintas partes de éste. En cambio no ofrece ninguna de las ventajas observadas que ofrece la presente invención.
El objetivo de la presente invención es, pues, dotar al mercado de un nuevo tipo de plantilla y su proceso de fabricación evitando los inconvenientes anteriormente descritos.
La principal ventaja de este proceso es que gracias a la fase de enfriamiento del molde, logramos una unión y estabilidad dimensional entre las piezas pegadas no conseguida por 15 otros procesos similares. Los diferentes materiales utilizados hasta el momento se deforman con facilidad, obteniéndose plantillas o suelas no aptas para el montaje de calzado.
Por tanto, la presente invención viene a solucionar los problemas del estado de la técnica anteriormente mencionados, proporcionando una plantilla para calzado y un proceso de 20 fabricación de dicha plantilla que presentan las siguientes ventajas:
1. La plantilla presenta mayor tiempo de vida útil.
2. La plantilla ofrece un nivel de confort elevado, al dotar la zona delantera con distintas densidades de EVA. 25
3. Gracias a la fase de enfriamiento del molde, se logra una unión y una estabilidad dimensional entre las piezas que van pegadas no conseguida por otros procesos similares hasta el momento.
4. Este nuevo procedimiento reduce el coste de fabricación.
DESCRIPCIÓN DE LA INVENCIÓN
La presente invención se refiere a una plantilla para calzado que comprende:
- una palmilla, cuya superficie inferior va unida a la suela del calzado,
- una zona delantera donde se apoya la planta del pie,
- una zona trasera donde se apoya el talón,
- una zona de unión progresiva donde se apoya el arco del pie,
donde la zona delantera comprende a su vez:
- una zona de contorno, y
- una zona central,
la zona de contorno comprende EVA de mayor densidad , y de consistencia más dura que la EVA comprendida en la zona central, la cual es más blanda, confortable y de menor densidad.
La zona trasera está realizada con material goma-corcho y opcionalmente comprende un 15 cambrillón.
Tanto la zona delantera como la zona trasera presentan unos extremos de unión complementarios definidos por una sección progresiva.
La zona delantera, la zona de unión progresiva y la zona trasera comprenden una plantilla interior de material seleccionado entre piel, lámina de corcho, material sintético y tejido.
El proceso de fabricación de la plantilla para calzado descrita anteriormente, comprende las siguientes fases: 25
- Introducir en un molde la palmilla y el cambrillón (opcional) ,
- cubrir la zona trasera hasta la zona de unión progresiva vertiendo sobre el molde el material goma-corcho, 30
- cubrir la zona delantera hasta la zona de unión progresiva vertiendo sobre el molde el material EVA de dos densidades distintas, una zona de contorno exterior de mayor dureza y densidad, dando estabilidad a la puntera y otra de
menor dureza en la zona central que aporta confort, flexibilidad, ligereza y amortiguación en la zona plantar,
- posicionar la plantilla interior de material seleccionado entre piel, lámina de corcho, material sintético y tejido, en el molde sobre los diferentes materiales una 5 vez vertidos,
- cerrar el molde y aplicar calor en el horno, aumentando la temperatura progresivamente desde un intervalo seleccionado entre los 20 y 40 grados hasta llegar a una temperatura seleccionada entre los 130 y 150 grados durante un 10 tiempo preestablecido comprendido entre los 9 y los 13 minutos, en función del espesor de la plantilla,
- reducir la temperatura del conjunto progresivamente desde un intervalo seleccionado entre los 130 y 150 grados hasta llegar a una temperatura 15 seleccionada entre los 20 y 40 grados sin abrir el molde en ningún momento, durante un periodo de tiempo preestablecido comprendido entre los 9 y los 13 minutos, en función del espesor de la plantilla,
- para obtener una perfecta estabilización dimensional de todas las piezas 20 introducidas en el molde evitando así la deformación,
- eliminar el material sobrante generado durante el proceso.
BREVE DESCRIPCIÓN DE LAS FIGURAS 25
Para completar la descripción y con objeto de ayudar a una mejor comprensión de las características de la invención, se acompaña a esta memoria descriptiva, como parte integrante de la misma, un conjunto de dibujos en dónde con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
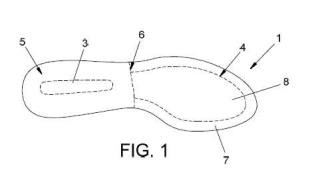
La figura 1, correspondiente a una vista de la planta superior de la plantilla para calzado sin la plantilla interior, de forma que se pueden distinguir perfectamente las diferentes zonas que conforman la plantilla para calzado.
La figura 2, correspondiente a una vista de perfil de la plantilla para calzado con la plantilla interior en la parte superior.
La figura 3, correspondiente a una vista de la planta inferior de la plantilla para calzado con un cambrillón insertado en la zona trasera de dicha plantilla. 5
A continuación se proporciona una lista de los distintos elementos representados en las figuras que integran la invención:
1. Plantilla para calzado. 10
2. Palmilla.
3. Cambrillón.
4. Zona delantera.
5. Zona trasera.
6. Zona de unión. 15
7. Zona de contorno.
8. Zona central.
9. Plantilla interior.
10. Extremos.
DESCRIPCIÓN DETALLADA
El objeto de la presente invención se refiere a una plantilla (1) para calzado y al proceso de fabricación que lo acompaña, donde la plantilla (1) para calzado comprende:
- una palmilla (2) , cuya superficie inferior va unida a la suela del calzado, 25
- una zona delantera (4) donde se apoya la planta del pie,
- una zona trasera (5) donde se apoya el talón, y
- una zona de unión progresiva (6) donde se apoya el arco del pie,
donde la zona delantera (4) comprende a su vez: 30
- una zona de contorno (7)...
Reivindicaciones:
1. Plantilla (1) para calzado que comprende:
- una palmilla (2) , cuya superficie inferior va unida a la suela del calzado,
- una zona delantera (4) donde se apoya la planta del pie,
- una zona trasera (5) donde se apoya el talón,
- una zona de unión progresiva (6) donde se apoya el arco del pie,
caracterizada por que la zona delantera (4) comprende a su vez:
- una zona de contorno (7) , y
- una zona central (8) ,
donde la zona de contorno (7) comprende EVA de mayor densidad y de consistencia más dura que la EVA comprendida en la zona central (8) , de modo que la zona central (8) es más blanda y confortable que la zona de contorno (7) .
2. Plantilla (1) para calzado según la reivindicación 1, caracterizada por que 20 comprende un cambrillón (3) en la zona trasera (5) .
3. Plantilla (1) para calzado según la reivindicación 1 o 2, caracterizada por que la zona trasera (5) está realizada con material goma-corcho.
4. Plantilla (1) para calzado según la reivindicación 3, caracterizada por que tanto la zona delantera (4) como la zona trasera (5) presentan unos extremos (10) de unión complementarios.
5. Plantilla (1) para calzado según la reivindicación 4, caracterizada por que los 30 extremos (10) están definidos por una sección progresiva.
6. Plantilla (1) para calzado según la reivindicación 5, caracterizada por que la zona delantera (4) , la zona de unión progresiva (6) y la zona trasera (5) comprenden una plantilla interior (9) de material seleccionado entre piel, lámina de corcho, sintético y tejido.
7. Proceso de fabricación de la plantilla (1) para calzado descrita en las reivindicaciones 5 1 a 6, caracterizado por que comprende las siguientes fases:
- Introducir en un molde la palmilla (2) ,
- cubrir la zona trasera (5) hasta la zona de unión progresiva (6) vertiendo sobre el 10 molde el material goma-corcho,
- cubrir la zona delantera (4) hasta la zona de unión progresiva (6) vertiendo sobre el molde el material EVA de dos densidades distintas, una zona de contorno (7) exterior de mayor dureza y densidad, dando estabilidad a la puntera y otra de 15 menor dureza en la zona central (8) que aporta confort, flexibilidad, ligereza y amortiguación en la zona plantar,
- posicionar la plantilla interior (9) de material seleccionado entre piel, lámina de corcho, material sintético y tejido, en el molde sobre los diferentes materiales una 20 vez vertidos,
- cerrar el molde y aplicar calor, aumentando la temperatura progresivamente durante un tiempo preestablecido,
- reducir la temperatura del conjunto progresivamente sin abrir el molde en ningún momento, durante un periodo de tiempo preestablecido, para obtener una perfecta estabilización dimensional de todas las piezas introducidas en el molde evitando así la deformación,
- eliminar el material sobrante generado durante el proceso.
8. Proceso de fabricación de la plantilla (1) para calzado según la reivindicación 7, caracterizado por que se introduce un cambrillón (3) junto a la palmilla (2) en el molde.
9. Proceso de fabricación de la plantilla (1) para calzado según la reivindicación 7 u 8, caracterizado por que el tiempo preestablecido de aumento progresivo de la temperatura 5 del molde en el horno comprende un intervalo entre los 9 y los 13 minutos, en función del espesor de la plantilla (1) .
10. Proceso de fabricación de la plantilla (1) para calzado según la reivindicación 9, caracterizado por que el aumento progresivo de la temperatura se produce desde un 10 intervalo comprendido entre los 20 y 40 grados hasta llegar a una temperatura seleccionada entre los 130 y 150 grados.
11. Proceso de fabricación de la plantilla (1) para calzado según la reivindicación 10, caracterizado por que el tiempo preestablecido de disminución progresiva de la 15 temperatura del molde en el horno comprende un intervalo entre los 9 y los 13 minutos, en función del espesor de la plantilla (1) .
12. Proceso de fabricación de la plantilla (1) para calzado según la reivindicación 11, caracterizado por que la disminución progresiva de la temperatura se produce desde un 20 intervalo comprendido entre los 130 y 150 grados hasta llegar a una temperatura seleccionada entre los 20 y 40 grados.
Patentes similares o relacionadas:
Plantilla de montado anatómica., del 18 de Marzo de 2020, de PLANTILLA HERNANDEZ, S.L: 1. Plantilla de montado anatómica que, aplicable para su incorporación en el interior de un calzado , como elemento integral del mismo en su proceso […]
Método y máquina para preparar plantillas, del 4 de Diciembre de 2019, de To-a-T IP B.V: Método de preparación de una plantilla para un pie insertado en el calzado mediante: - insertar el pie en el calzado; - posicionar […]
Artículo de calzado y pieza del mismo, del 9 de Abril de 2019, de Redbacks Cushioning Ltd: Una pieza de un artículo de calzado, estando dispuesta la pieza para quedar debajo del pie de un usuario en un artículo de calzado, comprendiendo […]
PLANTILLA PLANTAR, del 8 de Abril de 2019, de SAYAN JEREMEJEW, Juan Pablo: 1. Plantilla plantar, caracterizada porque está compuesta por una superficie superior , apta para poder apoyar los pies y una superficie inferior apta […]
ORTESIS PLANTAR, del 26 de Marzo de 2019, de FERNÁNDEZ MACIAS, Abel: 1. Ortesis plantar caracterizada por comprender una base fabricada de material TPU (poliuretano termoplástico) que presenta, al menos, un orificio (2a) en la parte […]
Elemento de amortiguación y de soporte integral, del 20 de Febrero de 2019, de BAUERFEIND AG: Procedimiento de fabricación de una pieza moldeada parcialmente elástica con un núcleo portante dimensionalmente estable, comprendiendo […]
CALZADO PERFECCIONADO, del 31 de Enero de 2019, de ERIVOK, S.L: Calzado perfeccionado que comprende una suela , que incorpora unos primeros ahuecamientos , y una plantilla interna para el apoyo del pie de un usuario, que incorpora […]
PLANTILLA DE CALZADO CON ALMOHADILLA ACOLCHADA, del 3 de Enero de 2019, de GARCÍA LLOPIS, Gines: La plantilla de calzado con almohadilla acolchada comprende una plantilla moldeada y una almohadilla acolchada fijada a la plantilla […]