Procedimiento para la producción de cintas de chapa confeccionadas a medida.
Procedimiento para la producción de cintas de chapa confeccionadas a medida (12,
12'), en el que al menos dos cintas de chapa (1, 2) con diferente calidad de material y/o grosor de chapa se sueldan entre sí por el costado en el proceso continuo, caracterizado por que como cintas de chapa que han de soldarse se emplean cintas de chapa no revestidas (1, 2), por que la cinta de chapa (12, 12') confeccionada a medida compuesta mediante soldadura de las cintas de chapa no revestidas (1, 2) se reviste a continuación y por que la cinta de chapa confeccionada a medida (12, 12') se calienta temporalmente antes del o durante el revestimiento a lo largo de toda su anchura o a lo largo de la anchura de una de sus cintas de chapa (1, 2), para lograr una uniformización de la microestructura de la cinta de chapa confeccionada a medida.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/065187.
Solicitante: WISCO Tailored Blanks GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Mannesmannstr. 101 47259 Duisburg ALEMANIA.
Inventor/es: KRUGER-EPPSTEIN, ALBRECHT, VOGT,HANS-PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Dispositivos que tiene un movimiento relativo entre el haz de rayos y la pieza.
- B23K26/26 B23K 26/00 […] › de costuras rectilíneas.
- B23K26/32 B23K 26/00 […] › tomando en consideración las propiedades del material involucrado.
PDF original: ES-2523042_T3.pdf
Fragmento de la descripción:
Procedimiento para la producción de cintas de chapa confeccionadas a medida La invención se refiere a un procedimiento para la producción de cintas de chapa confeccionadas a medida, en particular cintas de acero, en el que al menos dos cintas de chapa con distinta calidad de material y/o grosor de chapa se sueldan entre sí por el costado en el proceso continuo.
Un procedimiento de este tipo se conoce, por ejemplo, por el documento EP 0 438 612 B1. Sirve para la producción de las denominadas "tailored strips", es decir, cintas de chapa confeccionadas a medida, en particular cintas de acero confeccionadas a medida. Para la producción de cintas confeccionadas a medida se desenrollan y sueldan entre sí por el costado mediante láser en un proceso continuo varias, habitualmente dos o tres cintas de corte con diferente calidad de material y/o grosor de chapa, que están enrolladas respectivamente en forma de una bobina. Las cintas confeccionadas a medida se emplean con gran éxito en la carpintería metálica, estando adaptadas de antemano a las condiciones de esfuerzo que aparecen en el componente acabado (producto final) . Las cintas confeccionadas a medida se pueden, a este respecto, mecanizar de forma ventajosa en útiles compuestos sucesivos, en particular, conformarse y recortarse.
Las cintas de corte empleadas para la producción de cintas confeccionadas a medida están generalmente provistas de un revestimiento por uno o ambos lados, por ejemplo, una capa de cinc o una capa de aceite, para proteger la respectiva cinta de corte contra la corrosión. En la práctica ha quedado demostrado que en la conformación o en caso de carga elevada de las cintas de chapa confeccionadas a medida producidas de esta manera se produce, de cuando en cuando, un fallo prematuro e indefinido de la costura de soldadura.
La presente invención tiene por objetivo mejorar un procedimiento del tipo mencionado al principio de tal forma que las cintas de chapa producidas conforme al procedimiento presenten una mayor resistencia de la costura de soldadura.
Este objetivo se consigue mediante un procedimiento con las características de la reivindicación 1.
En el procedimiento de acuerdo con la invención se emplean como cintas de chapa que deben soldarse cintas de chapa no revestidas. La cinta de chapa confeccionada a medida compuesta mediante soldadura de las cintas de chapa no revestidas se calienta temporalmente a lo largo de toda su anchura o a lo largo de la anchura de una de sus cintas de chapa. El revestimiento de la cinta de chapa confeccionada a medida compuesta mediante soldadura de las cintas de chapa no revestidas tiene lugar tras la soldadura.
Como agente de revestimiento se aplica, por ejemplo, cinc líquido, aluminio-silicio o aceite anticorrosivo por uno o ambos lados sobre la cinta de chapa confeccionada a medida.
La invención parte de la constatación de que en la soldadura de cintas de corte revestidas de materiales metálicos hasta dar cintas confeccionadas a medida se encuentran dentro de la costura de soldadura elementos o residuos del revestimiento de las cintas de corte empleadas. Estas impurezas de la costura pueden conducir al fallo prematuro e indefinido de la costura de soldadura en caso de conformación o carga de cintas confeccionadas a medida. Mediante el procedimiento de acuerdo con la invención, este problema se resuelve de forma fiable. Las cintas de 45 chapa producidas según el procedimiento de acuerdo con la invención destacan por una resistencia de la costura de soldadura ostensiblemente mejorada.
El procedimiento de acuerdo con la invención prevé que la cinta de chapa confeccionada a medida (tailored strip) se caliente temporalmente a lo largo de toda su anchura o a lo largo de la anchura de una de sus cintas de chapa (cintas de corte) . De este modo se logra una uniformización de la microestructura de la cinta de chapa confeccionada a medida.
El calentamiento temporal se lleva a cabo, a este respecto, con preferencia inmediatamente después de la soldadura de las cintas de chapa (cintas de corte) con distinta calidad de material y/o grosor de chapa en el proceso continuo.
Para ello se puede emplear, en particular, al menos un horno de radiación o al menos un dispositivo de inducción. El calentamiento temporal de la cinta de chapa confeccionada a medida en el proceso continuo posibilita un funcionamiento continuo de la correspondiente instalación de fabricación, y con ello, una elevada productividad.
Es concebible también un proceso de recocido de una cinta de chapa confeccionada a medida enrollada en forma de bobina, por ejemplo en un horno de campana para recocer.
Una configuración ventajosa del procedimiento de acuerdo con la invención consiste en que la respectiva costura de soldadura de la cinta de chapa confeccionada a medida se trata térmicamente a nivel local antes de su revestimiento mediante un calentamiento posterior, por ejemplo en caso de aceros inoxidables ferríticos. Mediante un 65 calentamiento posterior local de este tipo de la costura de soldadura se pueden reducir picos de tensión en la costura de soldadura así como en su zona adyacente, de tal manera que la resistencia de la costura de soldadura se 2
optimiza aún más.
De acuerdo con otra configuración del procedimiento de acuerdo con la invención se prevé que la cinta de chapa confeccionada a medida se corte a medida mediante de un equipo de corte y que las secciones cortadas a medida de la cinta de chapa se calienten temporalmente en un horno. Esta configuración alternativa respecto a un modo de operación continuo del procedimiento de acuerdo con la invención es particularmente útil en el caso de que para la instalación de una instalación de fabricación que trabaja de forma continua no hubiese suficiente espacio o existiesen otras restricciones de espacio.
Otra configuración ventajosa del procedimiento de acuerdo con la invención consiste en que el calentamiento temporal de las cintas confeccionadas a medida se lleva a cabo en una atmósfera de gas inerte. De este modo puede evitarse una formación de cascarilla de la cinta de chapa confeccionada a medida.
Según otra configuración ventajosa está previsto que el calentamiento temporal de la cinta de chapa confeccionada a medida se lleve a cabo en el transcurso de un tratamiento térmico durante el revestimiento. Junto a una homogeneización de la microestructura se puede realizar así, al mismo tiempo, el revestimiento de la cinta de chapa. De este modo se puede lograr un incremento de la productividad así como, en lo que se refiere a la técnica de instalaciones, un modo de construcción que ahorra espacio de la correspondiente instalación de fabricación. Además, mediante el tratamiento térmico pueden ajustarse durante el revestimiento también las propiedades mecánicas de la cinta de chapa confeccionada a medida.
Otra configuración conveniente del procedimiento de acuerdo con la invención está caracterizada por que, tras el calentamiento temporal y/o el revestimiento, se refrigera la cinta de chapa confeccionada a medida. De este modo se facilita la manipulación posterior de la cinta de chapa confeccionada a medida. Así, en este caso pueden emplearse para el enrollamiento de la cinta de chapa confeccionada a medida, por ejemplo, equipos bobinadores que no estén diseñados para temperaturas elevadas.
Otras configuraciones preferentes y ventajosas del procedimiento de acuerdo con la invención están indicadas en las reivindicaciones dependientes.
A continuación, la invención se explica más en detalle mediante un dibujo que representa varios ejemplos de realización. Muestran, esquemáticamente y en una vista en perspectiva:
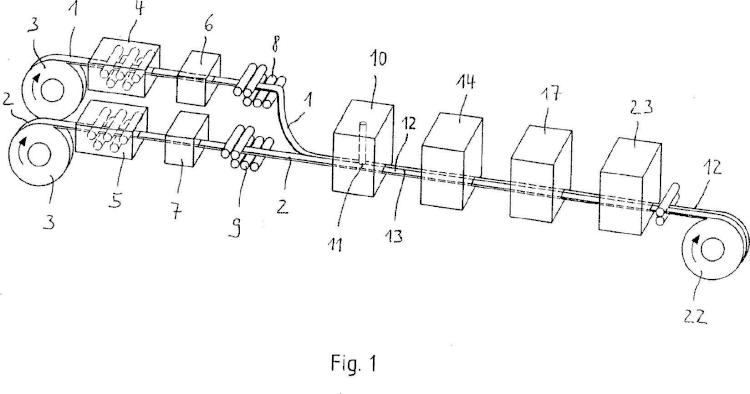
La fig. 1 un primer ejemplo de realización de un dispositivo para la realización del procedimiento de acuerdo 35 con la invención;
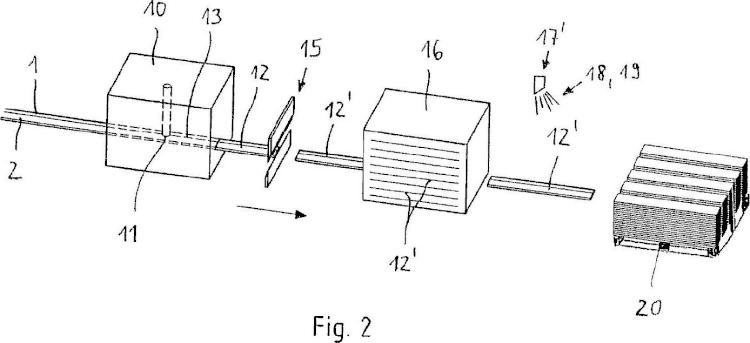
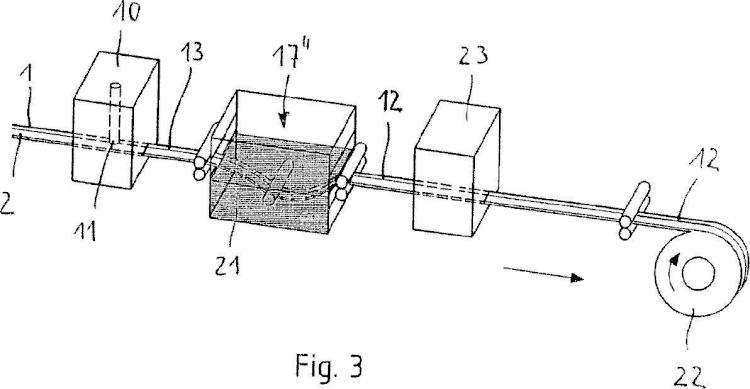
La fig. 2 un segundo ejemplo de realización de un dispositivo para la realización de una variante del procedimiento de acuerdo con la invención; y La fig. 3 un tercer ejemplo de realización de un dispositivo para la realización de otra variante del procedimiento de acuerdo con la invención.
Para la producción de cintas confeccionadas a medida, es decir, cintas de chapa confeccionadas a medida, en particular, cintas de acero, se sueldan entre sí por el costado dos, tres o más cintas de corte 1, 2 con diferente 45 calidad de material y/o grosor. Las cintas de corte 1, 2 que han de soldarse entre sí carecen de revestimiento y están presentes en forma de bobinas 3 (compárese con la fig. 1) . Cada una de las cintas de corte o cintas de acero 1, 2 se laminan en primer lugar tras el desenrollamiento de la respectiva bobina 3 en máquinas enderezadoras separadas 4, 5. A continuación,... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la producción de cintas de chapa confeccionadas a medida (12, 12') , en el que al menos dos cintas de chapa (1, 2) con diferente calidad de material y/o grosor de chapa se sueldan entre sí por el costado en el 5 proceso continuo, caracterizado por que como cintas de chapa que han de soldarse se emplean cintas de chapa no revestidas (1, 2) , por que la cinta de chapa (12, 12') confeccionada a medida compuesta mediante soldadura de las cintas de chapa no revestidas (1, 2) se reviste a continuación y por que la cinta de chapa confeccionada a medida (12, 12') se calienta temporalmente antes del o durante el revestimiento a lo largo de toda su anchura o a lo largo de la anchura de una de sus cintas de chapa (1, 2) , para lograr una uniformización de la microestructura de la cinta de chapa confeccionada a medida.
2. Procedimiento según la reivindicación 1, caracterizado por que la respectiva costura de soldadura (13) de la cinta de chapa confeccionada a medida (12) se trata térmicamente a nivel local mediante un calentamiento posterior con anterioridad a su revestimiento.
3. Procedimiento según las reivindicaciones 1 o 2, caracterizado por que el calentamiento temporal se lleva a cabo en el proceso continuo inmediatamente después de la soldadura de las cintas de chapa (1, 2) con diferente calidad de material y/o grosor de chapa.
5. Procedimiento según las reivindicaciones 1 o 2, caracterizado por que la cinta de chapa confeccionada a medida (12) se corta a medida mediante un equipo de corte (15) y las secciones cortadas a medida (12') de la cinta de 25 chapa (12) se calientan temporalmente en un horno (16) . 6. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado por que el calentamiento temporal se lleva a cabo en una atmósfera de gas inerte. 8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado por que la cinta de chapa confeccionada a medida (12) se refrigera tras el calentamiento temporal y/o el revestimiento. 35 9. Procedimiento según la reivindicación 8, caracterizado por que la cinta de chapa confeccionada a medida (12) se refrigera a una temperatura por debajo de 100 º C, preferentemente por debajo de 80 º C. 10. Procedimiento según una de las reivindicaciones 1 a 9, caracterizado por que como cintas de chapa que han de soldarse se usan cintas de chapa de acero no revestidas (1, 2) y por que la cinta de chapa (12) confeccionada a medida compuesta mediante soldadura por las cintas de chapa de acero no revestidas (1, 2) se reviste a continuación por uno o ambos lados mediante galvanización por inmersión en caliente, cincado electrolítico o aluminado por inmersión en caliente. 11. Procedimiento según una de las reivindicaciones 1 a 9, caracterizado por que la cinta de chapa (12) compuesta mediante soldadura por las cintas de chapa no revestidas (1, 2) se reviste por uno o ambos lados con un barniz protector o con aceite anticorrosivo. 12. Procedimiento según la reivindicación 11, caracterizado por que el revestimiento con barniz protector o aceite 50 anticorrosivo se lleva a cabo tras el calentamiento temporal. 4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado por que el calentamiento temporal se lleva a cabo mediante al menos un horno de radiación (14) o al menos un dispositivo de inducción (14) .
7. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado por que el calentamiento temporal se lleva a cabo en el transcurso de un tratamiento térmico durante el revestimiento.
Patentes similares o relacionadas:
Soldadura de piezas en bruto de acero, del 6 de Mayo de 2020, de AUTOTECH ENGINEERING, S.L: Un procedimiento para unir una primera pieza en bruto de acero y una segunda pieza en bruto de acero, en el que al menos una de la primera y segunda […]
Procedimiento para producir un anillo soldado, del 8 de Abril de 2020, de Oetiker Schweiz AG: Procedimiento para producir un anillo soldado, en el que una banda con una longitud correspondiente a la circunferencia del anillo es doblada para formar un anillo y soldada en […]
Procedimiento de preparación una chapa pre-revestida, con eliminación del revestimiento por medio de un rayo láser inclinado, chapa correspondiente, del 11 de Marzo de 2020, de Arcelormittal: Procedimiento de preparación de una chapa pre-revestida (1'; 1") con el fin de soldar la misma a otra chapa pre-revestida, que comprende las etapas sucesivas según las cuales: […]
Método para ensamblar dos componentes en el área de una zona de ensamblaje mediante al menos un rayo láser, y método para producir una costura de ensamblaje continua, del 4 de Diciembre de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Método para ensamblar dos componentes en el área de una zona de ensamblaje, que define las superficies libres que han de ser unidas de los dos componentes, […]
Procedimiento para soldar por láser por la cara frontal, las juntas de dos bridas de unión mantenidas juntas una a otra, del 24 de Julio de 2019, de KIRCHHOFF AUTOMOTIVE DEUTSCHLAND GMBH: Procedimiento para soldar por láser por la cara frontal, las juntas de dos bridas de unión mantenidas juntas una a otra de dos partners de unión […]
Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en el procedimiento de unión a tope, del 16 de Abril de 2019, de WISCO Tailored Blanks GmbH: Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en prensa, en particular acero de manganeso-boro, en la […]
Procedimientos para unir dos piezas en bruto y piezas en bruto y productos obtenidos, del 3 de Abril de 2019, de AUTOTECH ENGINEERING, S.L: Procedimiento para unir una primera pieza en bruto y una segunda pieza en bruto, en el que la primera pieza en bruto y/o la segunda pieza en bruto comprende un sustrato […]
 Proceso y aparato para la producción de láminas de acero aluminizado para soldadura y endurecimiento en prensa; pieza en bruto soldada correspondiente, del 13 de Febrero de 2019, de Arcelormittal: Un proceso de preparación de láminas para la fabricación de una pieza en bruto soldada de acero, que comprende las etapas sucesivas de:
- suministrar al menos […]
Proceso y aparato para la producción de láminas de acero aluminizado para soldadura y endurecimiento en prensa; pieza en bruto soldada correspondiente, del 13 de Febrero de 2019, de Arcelormittal: Un proceso de preparación de láminas para la fabricación de una pieza en bruto soldada de acero, que comprende las etapas sucesivas de:
- suministrar al menos […]