Procedimiento de fabricación de un cilindro de tamizado y cilindro de tamizado.
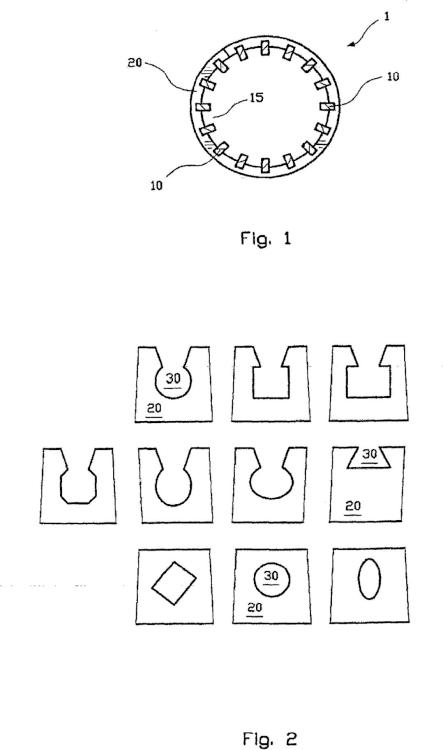
Procedimiento de fabricación de un cilindro de tamizado, estando dicho cilindro de tamizado formado por al menos varios alambres de tamizado (10) con una hendidura de tamizado entre los mismos y unos anillos de soporte sustancialmente circulares (20),
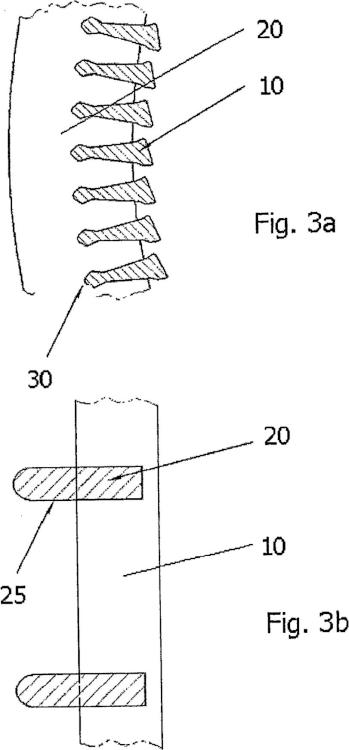
presentando dichos anillos de soporte (20) unas aberturas/ranuras (30) en las que están dispuestos dichos alambres de tamizado (10), comprendiendo el procedimiento las etapas de
a) instalar los alambres de tamizado (10) en dichas aberturas/ranuras (30) de dichos anillos de soporte (20),
b) calentar únicamente una cara lateral de por lo menos uno de dichos anillos de soporte (20) para expandir térmicamente el anillo de manera desigual, y
c) permitir que se enfríe dicho por lo menos un anillo (20), retrayéndose el anillo de una manera desigual, sujetando los alambres de tamizado en dichas aberturas/ranuras.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FI2005/000328.
Solicitante: Aikawa Fiber Technologies Trust.
Nacionalidad solicitante: Canadá.
Dirección: 72 Queen Street Sherbrooke, QC JIM 2C3 CANADA.
Inventor/es: ASIKAINEN,AKU.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21F15/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21F TRABAJO MECANICO O TRATAMIENTO DE ALAMBRE METÁLICO (laminado de metales B21B; por estirado, operaciones auxiliares en relación con el trabajo del metal sin desprendimiento sustancial de materia B21C; atado de objetos en paquetes B65B 13/00). › Ensamblaje de alambres entre ellos o con otros materiales u objetos metálicos; Ensamblaje de elementos por medio de alambre (herramientas para tensar y conectar a la vez B21F 9/00; revestimiento o refuerzo B21F 17/00; fabricación de enrejados metálicos B21F 27/00; en la fabricación de bandas B21F 43/00).
- D21D5/16 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21D TRATAMIENTO DE MATERIAS ANTES DE SU PASO A LA MAQUINA DE PAPEL. › D21D 5/00 Purificación de la suspensión de pasta por medios mecánicos; Aparatos para este efecto. › Cilindros y platinas para depuradores.
PDF original: ES-2518321_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de un cilindro de tamizado y cilindro de tamizado.
La presente invención se refiere a un procedimiento de fabricación de un cilindro de tamizado y a un cilindro de tamizado que resulta particularmente apto para tamizar, filtrar, fraccionar o clasificar suspensiones de pasta de celulosa en la industria de fabricación de la pulpa y el papel, u otras suspensiones similares. La presente invención se refiere más particularmente a dispositivos de tamizado del tipo que comprende una pluralidad de alambres de tamizado dispuestos con escasa separación y paralelos entre sí, formando la pluralidad de alambres de tamizado una superficie de tamizado que se enfrenta a la suspensión de pasta que se va a tamizar y formando los alambres adyacentes unas aberturas de tamizado entre los mismos, lo que permite que pase una parte de la suspensión de pasta para que fluya a través de las mismas.
Por ejemplo, el documento EP-B1-0 929 714 (que corresponde al documento WO 98/14658) describe un dispositivo de tamizado en el que los alambres de tamizado se fijan, en el lado corriente abajo de los alambres, a unas hendiduras que se extienden transversalmente en unos elementos de soporte sólidos, anillos de soporte o barras de soporte.
En los dispositivos de tamizado conocidos de este tipo, los elementos de soporte, que forman los soportes para los alambres de tamizado, están constituidos por barras sólidas, principalmente con una sección transversal rectangular o redonda, y se disponen habitualmente en perpendicular a los alambres de tamizado. Además, el documento EPB1-0 929 714 mencionado anteriormente da a conocer una tamiz de alambre en el que el anillo de soporte es una barra en forma de U, uniéndose los alambres de tamizado por deformación mecánica o soldadura con unas ranuras mecanizadas en transversal con respecto a la barra de soporte.
Los alambres de tamizado se fijan generalmente a las barras de soporte mediante un proceso de soldadura que adolece de diversas desventajas, tales como la variabilidad de distorsión, tensiones térmicas y la formación de rebabas. El calor provocado por la soldadura produce a menudo la distorsión de los alambres y cambios en el ancho de la abertura de tamizado entre los alambres adyacentes. Resulta difícil, por lo tanto, obtener unas aberturas de tamizado completamente uniformes, de lo que se resiente la eficiencia del tamiz. Actualmente, en que el ancho pretendido de las aberturas de tamizado puede alcanzar 0, 1 mm, únicamente resultan aceptables distorsiones mínimas (si existen) .
Las tensiones térmicas y las rebabas también pueden provocar fallos en el funcionamiento debido a la carga en el dispositivo de tamizado durante el procedimiento del usuario. Dicha carga puede ser una carga constante o una carga cíclica que origine un fallo por fatiga. Las rebabas pueden asimismo atrapar fibras de la suspensión, lo que provoca la obstrucción gradual del tamiz o filtro, o la formación de los llamados "cordones", que son muy perjudiciales en el procedimiento del usuario.
Se ha propuesto asimismo, por ejemplo, en las patentes US nº 5.090.721 y 5.094.360, conectar alambres de tamizado mediante una cierta sección transversal en orificio en las ranuras de la barra de soporte que presenten la misma forma de orificio. Al flexionar las barras de soporte en los anillos, se sujetan los alambres de tamizado en su posición. Sin embargo, dicho diseño puede no ser suficientemente fiable a largo plazo y se han mejorado la fijación del orificio junto con la función de sujeción se ha mejorado con una pluralidad de recomendaciones conocidas en la industria. Es decir, se ha recomendado encolar, soldar, etc. para garantizar la fijación de orificio.
Las dificultades anteriores, entre otras, tienden a tener como resultado una mala calidad del tamizado o debilidades mecánicas o unos costes elevados de fabricación (por ejemplo, la sujeción del orificio necesita un dimensionado muy preciso de la ranura del orificio) . Por lo tanto, constituye un objetivo de la presente invención minimizar los inconvenientes mencionados anteriormente y proporcionar una cilindro de tamizado mejorado y un procedimiento mejorado de fabricación del mismo Sin embargo, puesto que la utilización de los orificios en las barras de soporte, o en los anillos de soporte, garantiza que la distancia entre los alambres de tamizado adyacentes sea sustancialmente constante, debe estudiarse si existen formas fiables y simples de fijar los alambres de tamizado en la ranuras de los orificios, de tal modo que los alambres no puedan desplazarse de la ranura. La ranura se realiza como el orificio, es decir, se mecaniza totalmente en el interior del elemento de soporte, o en un anillo o barra, o se mecaniza de tal modo que el orificio permanezca abierto en un lado del elemento de soporte o barra o anillo y el alambre pueda desplazarse únicamente en la dirección de su eje. Es decir, el orificio sujeta el alambre sustancialmente firmemente o permite que el alambre se deslice en el orificio en la dirección del eje del alambre. De este modo, resulta evidente que el orificio impide que el alambre de tamizado se desplace en la dirección de los impulsos de presión creados durante el tamizado.
Por lo tanto constituye asimismo un objetivo de la presente invención proporcionar un cilindro de tamizado realizado y montado fácilmente sin provocar distorsiones térmicas en los alambres de tamizado.
Constituye un objetivo adicional de la presente invención proporcionar un cilindro de tamizado fuerte y mejorado con unas aberturas de tamizado uniformes y precisas, es decir, hendiduras de tamizado.
Por lo tanto, constituye un objeto adicional de la presente invención proporcionar un procedimiento mejorado de realización de un cilindro de tamizado, de tal modo que se proporcionan unas aberturas de tamizado uniformes, es decir, con unas buenas tolerancias, con lo que se pueden realizar hendiduras con unas anchuras muy pequeñas.
Constituye un objetivo adicional de la presente invención proporcionar un cilindro de tamizado mejorado con un mínimo de rebabas u otros elementos en resalte que provoquen la acumulación de fibras en las superficies laterales corriente arriba de las varillas de soporte.
Según una forma de realización preferida adicional de la presente invención, los elementos de soporte presentan la forma de anillos individuales dispuestos a una cierta distancia axial entre sí. Por lo menos uno de los anillos de soporte se trata térmicamente de tal modo que se flexiona y sujeta los alambres de tamizado en las aberturas/ranuras del anillo de soporte.
Un rasgo característico del procedimiento de fabricación de un cilindro de tamizado, estando dicho cilindro de tamizado formado por al menos una pluralidad de alambres de tamizado que dejan una hendidura de tamizado entre los mismos y por unos elementos de soporte sustancialmente circulares, presentando dichos elementos de soporte forma de anillo, presentando dichos anillos de unas aberturas/ranuras en las que se disponen dichos alambres de tamizado, comprende
a. instalar los alambres de tamizado en dichas aberturas/ranuras de dichos anillos de soporte,
b. calentar únicamente una cara lateral de por lo menos uno de dichos anillos de soporte para expandir térmicamente el anillo de un modo irregular, y
c. permitir que se enfríe dicho por lo menos un anillo, por lo que el anillo se retrae de un modo irregular, sujetando los alambres de tamizado en dichas aberturas/ranuras.
Un rasgo característico del cilindro de tamizado, estando dicho cilindro de tamizado formado por al menos un cierto número de alambres de tamizado que dejan una hendidura de tamizado entre los mismos y por unos anillos de soporte sustancialmente circulares, presentando dichos anillos de soporte unas aberturas/anuras en las que se disponen dichos alambres de tamizado, es que por lo menos uno de dichos anillos de soporte se flexiona al tratar únicamente una cara lateral de dicho anillo de tal modo que el anillo se expande térmicamente de un modo irregular y permitiendo que dicho anillo se enfríe, con lo que dicho anillo se retrae de un modo irregular, sujetando los alambres de tamizado en dichas aberturas/ranuras.
Los otros rasgos característicos de la presente invención se pondrán de manifiesto a partir de las reivindicaciones adjuntas.
A continuación se describirán con mayor detalle el procedimiento de fabricación de un cilindro de tamizado y un cilindro de tamizado haciendo referencia a los dibujos adjuntos, en los que la figura 1 representa esquemáticamente un cilindro de tamizado con alambres de la técnica anterior, la figura 2 representa esquemáticamente diversas formas de realización de orificios dispuestos, por ejemplo... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de un cilindro de tamizado, estando dicho cilindro de tamizado formado por al menos varios alambres de tamizado (10) con una hendidura de tamizado entre los mismos y unos anillos de soporte sustancialmente circulares (20) , presentando dichos anillos de soporte (20) unas aberturas/ranuras (30) en las que están dispuestos dichos alambres de tamizado (10) , comprendiendo el procedimiento las etapas de a) instalar los alambres de tamizado (10) en dichas aberturas/ranuras (30) de dichos anillos de soporte (20) , b) calentar únicamente una cara lateral de por lo menos uno de dichos anillos de soporte (20) para expandir térmicamente el anillo de manera desigual, y c) permitir que se enfríe dicho por lo menos un anillo (20) , retrayéndose el anillo de una manera desigual, sujetando los alambres de tamizado en dichas aberturas/ranuras.
2. Procedimiento según la reivindicación 1, caracterizado por que, en la etapa b) , la temperatura del anillo de soporte 15 (20) se eleva temporal y localmente hasta entre 450 y 900 grados.
3. Procedimiento según la reivindicación 1, caracterizado por que, en la etapa b) , el calentamiento se realiza mediante un soplete soldador.
4. Procedimiento según la reivindicación 1, caracterizado por que, antes de la etapa b) , se coloca el cilindro sobre unos rodillos, y se gira el cilindro durante la etapa b) .
5. Procedimiento según la reivindicación 1, caracterizado por que, en la etapa b) , todos los anillos de soporte (20) de un cilindro de tamizado se tratan térmicamente. 25
6. Procedimiento según la reivindicación 1 o 3, caracterizado por que, antes de la etapa b) , se coloca un blindaje térmico sobre los alambres de tamizado (10) .
7. Procedimiento según la reivindicación 1, caracterizado por que las aberturas/ranuras (30) son de tal manera que 30 permiten el bloqueo en arrastre de forma de los alambres de tamizado (10) en el anillo de soporte (20) .
8. Cilindro de tamizado, formado por al menos varios alambres de tamizado (10, 110) con una hendidura de tamizado entre los mismos y unos anillos de soporte sustancialmente circulares (20) , presentando dichos anillos de soporte (20) unas aberturas/ranuras (30) en las que se disponen dichos alambres de tamizado (10) , caracterizado por que por lo menos uno de dichos anillos de soporte (20) se flexiona al calentar únicamente una cara lateral de dicho anillo de manera que el anillo se expande térmicamente de una manera desigual y permitiendo que dicho anillo (20) se enfríe, retrayéndose dicho anillo de una manera desigual, sujetando los alambres de tamizado en dichas aberturas/ranuras.
Patentes similares o relacionadas:
Dispositivos para el crimpado de un elemento de contacto, del 18 de Febrero de 2015, de SCHAFER WERKZEUG- UND SONDERMASCHINENBAU GMBH: Dispositivo para el crimpado de un elemento de contacto en un alambre, que comprende una corredera móvil de un lado a otro mediante un primer […]
PROCEDIMIENTO PARA FIJAR UNA PIEZA EN FORMA DE BARRA EN UN SOPORTE., del 16 de Abril de 2007, de WILLY VOIT GMBH & CO.: Procedimiento para fijar una pieza en forma de barra, preferiblemente con sección transversal cilíndrica, en un soporte que lo envuelve, caracterizado por las […]
MAQUINA DE CORTAR E INSERTAR TERMINALES PERFECCIONADA., del 16 de Febrero de 1999, de DIMAQ TORELLO, S.L.: MAQUINA DE CORTAR E INSERTAR TERMINALES PERFECCIONADA, CARACTERIZADA ESENCIALMENTE POR CONSTAR EN SU PARTE MAS ALTA DE UN DISPOSITIVO TENSOR DEL HILO DE BRONCE ESTAÑADO […]
PROCEDIMIENTO PARA LA ELABORACION DE ALAMBRE PERFILADO, del 16 de Mayo de 1997, de GRAF + CIE AG: EL PROCEDIMIENTO SIRVE PARA LA ELABORACION DE ALAMBRE PERFILADO MEDIANTE PRESIONADO DE PERFIL DEL ALAMBRE DE SALIDA, EN PARTICULAR PARA LA ELABORACION DE GUARNICIONES […]
METODO PARA SOLDAR ESPARRAGOS DE ACERO INOXIDABLE., del 16 de Febrero de 1992, de WESTINGHOUSE ELECTRIC CORPORATION: METODO PARA SOLDAR ESPARRAGOS DE ACERO INOXIDABLE A COMPONENTES DE ACERO AL CARBONO O DE ACERO DE BAJA ALEACION CON FORMACION DE UNA SOLDADURA DUCTIL […]
Criba, del 11 de Septiembre de 2019, de VOITH PATENT GMBH: Criba con un lado delantero de criba perfilado para el tratamiento de una suspensión con una pluralidad de orificios de criba en forma de ranura […]
Filtro para fabricación de papel y método de fabricación de un filtro para fabricación de papel, del 7 de Febrero de 2019, de AIKAWA IRON WORKS CO., LTD.: Un filtro para fabricación de papel para tamizar un material de papel disgregado, que comprende: una pluralidad de orificios del filtro […]
Dispositivo tamizador, del 8 de Julio de 2015, de ANDRITZ FIEDLER GMBH: Dispositivo tamizador con intersticios tamizadores o rendijas tamizadoras formados entre barras tamizadoras preferiblemente perfiladas, en donde las barras tamizadoras […]