Dispositivo y procedimiento para cortar una pieza de trabajo revestida.
Procedimiento para cortar una pieza de trabajo revestida (10),
especialmente para cortar estructuras metálicas o chapas metálicas revestidas con protección anticorrosión o barnizadas, en el que se emplea como agente de corte un chorro de fluido (8) que es acelerado hasta una velocidad de chorro predeterminada y que se proyecta con una energía cinética predeterminada sobre una superficie (11) de la pieza de trabajo (10) a cortar, con lo que se genera en la pieza de trabajo (10) un canto cortado (9) que es sustancialmente perpendicular a la superficie (11) de la pieza de trabajo (10), y en el que se forma el chorro de fluido (8) a base de un medio fluido (1) en el que están dispersadas un gran número de partículas de un abrasivo (4), caracterizado por que el abrasivo (4) presenta propiedades de protección anticorrosión y por que, durante el corte de la pieza de trabajo (10), se aplica sobre el canto cortado (9) de la misma el abrasivo (4) en forma de un revestimiento de protección anticorrosión.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11164509.
Solicitante: BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: PETUELRING 130 80809 MÜNCHEN ALEMANIA.
Inventor/es: DONATH, NORBERT, LAUDE,MARC.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24C1/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24C TRATAMIENTO POR CHORRO ABRASIVO O CHORRO ANALOGO, CON MATERIALES EN PARTICULAS. › B24C 1/00 Métodos para la utilización del chorro abrasivo con vistas a la realización de un trabajo determinado; Utilización de equipos auxiliares vinculados a estos métodos. › para trabajar únicamente ciertas partes de una superficie, p. ej. para grabar la piedra o el vidrio.
- B24C11/00 B24C […] › Empleo de materiales abrasivos seleccionados para los chorros abrasivos (composiciones de productos a pulir C09G).
- B24C9/00 B24C […] › Accesorios de máquinas o dispositivos de tratamiento al chorro abrasivo, p. ej. áreas de trabajo, dispositivos para el manejo de los abrasivos usados.
PDF original: ES-2460017_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento para cortar una pieza de trabajo revestida.
La invención concierne a un procedimiento y un dispositivo para cortar una pieza de trabajo revestida, especialmente para cortar estructuras metálicas o chapas metálicas revestidas con protección anticorrosión o barnizadas, en el que se emplea como medio de corte un chorro de fluido que es acelerado hasta una velocidad de chorro predeterminada y que es proyectado con una energía cinética predeterminada sobre una superficie de la pieza de trabajo a cortar, con lo que se genera un canto cortado en la pieza de trabajo.
Para satisfacer los requisitos de calidad continuamente crecientes en la industria del automóvil se buscan permanentemente tecnologías de fabricación innovativas y soluciones rentables. Para garantizar una mejor protección anticorrosión se revisten las chapas de base, durante la fabricación de piezas de carrocería, con una capa de protección, por ejemplo de zinc. En este caso, se utilizan predominantemente bobinas revestidas en diferentes anchuras y espesores y luego se cortan en ellas las pletinas conformadas correspondientes. En procesos sucesivos se transforman las pletinas en componentes geométricos y se efectúa el recortado final de los mismos. Con las piezas individuales confeccionadas se obtiene, después de diversas operaciones de ensamble, una carrocería de automóvil completa. Durante este proceso de fabricación se originan en la carrocería total, debido a operaciones de corte y de soldadura o debido a la recepción de semiproductos de carrocería en los dispositivos de ensamble, un gran número de secciones no protegidas en las que se ha dañado el revestimiento original o se le ha retirado por completo.
Para sellar nuevamente estas zonas y los cantos cortados descubiertos en los que no está revestido el material bruto, se revisten y se sellan las carrocerías brutas terminadas con una protección anticorrosión en un procedimiento de inmersión especial. Sin embargo, las escotaduras y recortaduras que se efectúan después del proceso de revestimiento y sellado representan, debido a los equipamientos especiales o adicionales, un riesgo especial, ya que se interrumpe el revestimiento original.
Después del paso de revestimiento del procedimiento anteriormente descrito, por ejemplo mediante barnizado catódico por inmersión (KTL) , es posible producir muescas y perforaciones mediante corte por láser en una carrocería de vehículo terminada de barnizar, sin que con ello resulte sensiblemente dañado el revestimiento. En esta tecnología se emplea un rayo láser de impulsos extremadamente cortos, con lo que una chapa a cortar es calentada tan sólo en grado poco importante por el rayo de corte y el barniz apenas es afectado en la zona de corte.
Otra alternativa al corte por rayo láser la representan los procedimientos de corte en frío conocidos, como, por ejemplo, el corte por chorro de agua. Tales procedimientos son conocidos en el estado de la técnica, por ejemplo por los documentos US 2, 985, 050, US 3, 212, 378 y DE 694 27 166 T2.
Se conocen por el documento US 3, 765, 923 un procedimiento y una composición para el tratamiento de superficies, especialmente superficies metálicas, en los que se aplica al mismo tiempo un metal protector anticorrosión.
El documento EP 0 556 065 muestra un material de revestimiento en forma de polvo, en el que cada partícula consta de un núcleo de hierro que esta cubierto con un revestimiento de zinc. Estas partículas se someten a un tratamiento térmico entre 300 y 700ºC, con lo que el revestimiento de zinc presenta una dureza Vickers de 60 a 370.
Se conoce por el documento US 4, 872, 293 un mecanismo de corte por chorro de agua al que se alimentan agua solicitada con alta presión y una solución abrasiva para cortar chapas metálicas con ayuda del chorro de agua.
En estos procedimientos conocidos por la práctica, de los cuales parte la invención, existe el problema anteriormente descrito de los cantos cortados no protegidos, de modo que la superficie de corte tiene que ser sellada o correspondientemente protegida en un paso de trabajo adicional.
Frente a esto, la invención se basa en el problema de perfeccionar un procedimiento como el anteriormente descrito de modo que se superen las desventajas citadas. Otro problema de la invención consiste en indicar un dispositivo eficaz y respetuoso del medio ambiente, así como un procedimiento correspondiente.
La solución del problema se obtiene con un dispositivo y un procedimiento dotados de las características de las reivindicaciones independientes. Realizaciones y perfeccionamientos especialmente preferibles de la invención son objeto de las reivindicaciones subordinadas.
Para resolver el problema, la invención ofrece un procedimiento para cortar una pieza de trabajo revestida, especialmente para cortar estructuras metálicas o chapas metálicas revestidas con protección anticorrosión o barnizadas, en el que se puede emplear como medio de corte un chorro de fluido que es acelerado hasta una velocidad de chorro predeterminada y que se proyecta con una energía cinética predeterminada sobre una superficie de la pieza de trabajo a cortar, con lo que se puede generar en la pieza de trabajo un canto cortado que es sustancialmente perpendicular a la superficie de la pieza de trabajo, y en el que se forma el chorro de fluido a base de un medio fluido en el que se puede dispersar un gran número de partículas de un abrasivo. El abrasivo presenta
propiedades protectoras anticorrosión, aplicándose dicho abrasivo, durante el corte de la pieza de trabajo, como un revestimiento protector anticorrosión sobre el canto cortado de dicha pieza.
Resulta de esto la ventaja de que, durante el recortado de la pieza de trabajo revestida, se reviste al mismo tiempo directamente el canto cortado, se le sella de esta manera y se le protege contra los efectos de la corrosión.
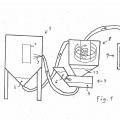
Asimismo, el procedimiento se caracteriza por que el chorro de fluido es proyectado desde un equipo de descarga de chorro de fluido en dirección sustancialmente perpendicular a la superficie de la pieza de trabajo revestida, mientras que al mismo tiempo se realiza un movimiento de avance del chorro de fluido en dirección sustancialmente paralela a la superficie de la pieza de trabajo o se realiza un movimiento de avance de la pieza de trabajo con respecto al chorro de fluido.
Además, se puede introducir o dispersar como abrasivo en el medio fluido un granulado que comprenda zinc, aluminio y/o una aleación de ellos. Gracias al empleo de estos materiales como agente de corte se obtienen ventajas en el sentido de que se reviste el canto cortado con estos materiales y, por tanto, se cierra nuevamente el revestimiento de la pieza de trabajo con el mismo material con el que estaba revestida originalmente dicha pieza de trabajo.
Además, se puede introducir o dispersar en el medio fluido un abrasivo que comprenda un aditivo de corte y un aditivo de revestimiento. Gracias al empleo de una mezcla de aditivo de corte y aditivo de revestimiento como abrasivo se ofrece la ventaja de que, por un lado, se incrementa la fuerza de corte del agente de corte y al mismo tiempo se puede materializar un revestimiento inhibidor de la corrosión.
Por otro lado, el aditivo de corte puede comprender un granulado de corindón, material cerámico, arena de cuarzo y/o roca volcánica.
Asimismo, el aditivo de revestimiento puede comprender un granulado de zinc, aluminio, níquel, bronce, un óxido de estos materiales y/o una aleación de estos materiales.
Además, se puede emplear como abrasivo un granulado en el que un aditivo de corte sea rodeado al menos seccionalmente por un aditivo de revestimiento. El aditivo de corte puede estar configurado aquí como un granulado de corindón, material cerámico, arena de cuarzo y/o roca volcánica, y el aditivo de revestimiento puede estar configurado como una camisa o envoltura que consta de zinc, aluminio, níquel, bronce, un óxido de estos materiales y/o una aleación de estos materiales y que envuelve al menos seccionalmente al aditivo de corte. Debido al encamisado del aditivo de corte de corindón o material cerámico con un aditivo de revestimiento, tal como, por ejemplo zinc, se refuerza el efecto protector anticorrosión, formándose una capa de protección homogénea en el canto cortado de la pieza de trabajo. Otra ventaja estriba en que, al realizar el trabajo de erosión durante el corte de la pieza de trabajo, el aditivo de revestimiento es predominantemente el primero en alcanzar la pieza de trabajo y, por tanto, a diferencia de lo que ocurre con un abrasivo formado por una mezcla de partículas de aditivo de corte y partículas de aditivo de revestimiento... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para cortar una pieza de trabajo revestida (10) , especialmente para cortar estructuras metálicas o chapas metálicas revestidas con protección anticorrosión o barnizadas, en el que se emplea como agente de corte un chorro de fluido (8) que es acelerado hasta una velocidad de chorro predeterminada y que se proyecta con una energía cinética predeterminada sobre una superficie (11) de la pieza de trabajo (10) a cortar, con lo que se genera en la pieza de trabajo (10) un canto cortado (9) que es sustancialmente perpendicular a la superficie (11) de la pieza de trabajo (10) , y en el que se forma el chorro de fluido (8) a base de un medio fluido (1) en el que están dispersadas un gran número de partículas de un abrasivo (4) , caracterizado por que el abrasivo (4) presenta propiedades de protección anticorrosión y por que, durante el corte de la pieza de trabajo (10) , se aplica sobre el canto cortado (9) de la misma el abrasivo (4) en forma de un revestimiento de protección anticorrosión.
2. Procedimiento según la reivindicación 1, caracterizado por que el chorro de fluido (8) es proyectado desde un equipo de descarga de chorro de fluido (7) en dirección sustancialmente perpendicular a la superficie (11) de la pieza de trabajo revestida (10) , mientras que al mismo tiempo se realiza un movimiento de avance del chorro de fluido (8) en dirección sustancialmente paralela a la superficie (11) de la pieza de trabajo o un movimiento de avance de dicha pieza de trabajo (10) con respecto al chorro de fluido (8) .
3. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado por que se introduce como abrasivo (4) en el medio fluido (1) un granulado que comprende zinc, aluminio y/o una aleación de estos.
4. Procedimiento según cualquiera de las reivindicaciones 1 ó 2, caracterizado por que se introduce en el medio fluido (1) un abrasivo (4) que comprende un aditivo de corte y un aditivo de revestimiento.
5. Procedimiento según la reivindicación 4, caracterizado por que el aditivo de corte comprende un granulado de corindón, material cerámico, arena de cuarzo y/o roca volcánica.
6. Procedimiento según la reivindicación 4 o 5, caracterizado por que el aditivo de revestimiento comprende un granulado de zinc, aluminio, níquel, bronce, un óxido de estos materiales y/o una aleación de estos materiales.
7. Procedimiento según cualquiera de las reivindicaciones 3 a 6, caracterizado por que se emplea como abrasivo
(4) un granulado, estando un aditivo de corte rodeado al menos seccionalmente por un aditivo de revestimiento.
8. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado por que el medio fluido (1) que forma el chorro de fluido (8) se presenta en estado de agregación líquido y/o gaseoso.
9. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado por que el medio fluido (1) que forma el chorro de fluido (8) comprende especialmente agua, aceite mineral muy fluido, petróleo y un disolvente, especialmente isopropanol.
10. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado por que se recoge el agente de corte después y/o durante el proceso de corte y se le conduce a un equipo de separación (12) , en donde el abrasivo (4) y los restos del material erosionado de la pieza de trabajo (10) son separados del medio fluido (1) , y a continuación se reutilizan el medio fluido (1) y el abrasivo (4) para un proceso de corte subsiguiente.
11. Procedimiento según cualquiera de las reivindicaciones 1 a 9, caracterizado por que se recoge el agente de corte después y/o durante el proceso de corte y se le conduce a un equipo de separación (12) , en donde se separan del medio fluido (1) partes predeterminadas del abrasivo (4) y restos del material erosionado de la pieza de trabajo (10) , y a continuación se reutilizan el medio fluido (1) y el abrasivo (4) remanente en éste para un proceso de corte subsiguiente.
12. Uso de un agente de corte, que comprende al menos un aditivo de revestimiento y un aditivo de corte, en un dispositivo para cortar una pieza de trabajo revestida (10) , especialmente para cortar estructuras metálicas o chapas metálicas revestidas con protección anticorrosión o barnizadas, cuyo dispositivo consta de:
-un acumulador (14) para acumular un medio fluido (1) , -una cámara mezcladora (6) en la que puede introducirse el medio fluido (1) desde el acumulador (14) , pudiendo añadirse un abrasivo (4) al medio fluido (1) en la cámara mezcladora (6) , para generar un chorro de fluido (8) ,
-un equipo de descarga de chorro de fluido (7) para descargar el chorro de fluido (8) , el cual puede ser proyectado como agente de corte con una energía cinética predeterminada sobre una superficie (11) de la pieza de trabajo revestida (10) a cortar,
caracterizado por que el abrasivo (4) presenta propiedades de protección anticorrosión y por que, durante el corte de la pieza de trabajo (10) , se puede aplicar sobre el canto cortado (9) de la misma el abrasivo (4) en forma de un revestimiento de protección anticorrosión.
13. Uso según la reivindicación 12, caracterizado por que el aditivo de corte comprende un granulado de corindón,
material cerámico, arena de cuarzo y/o roca volcánica.
14. Uso según cualquiera de las reivindicaciones 12 y 13, caracterizado por que el aditivo de revestimiento comprende un granulado de zinc, aluminio, níquel, bronce, un óxido de estos materiales y/o una aleación de estos materiales.
15. Uso según cualquiera de las reivindicaciones 12 a 14, caracterizado por que el abrasivo (4) comprende un granulado, estando un aditivo de corte rodeado al menos seccionalmente por un aditivo de revestimiento.
16. Uso según cualquiera de las reivindicaciones 12 a 15, caracterizado por que el dispositivo comprende un equipo de recogida (13) para recoger el chorro de fluido (8) que sale de la pieza de trabajo (10) .
17. Uso según cualquiera de las reivindicaciones 12 a 16, caracterizado por que el dispositivo comprende un equipo
de separación (12) para separar del medio fluido (1) al menos partes predeterminadas del abrasivo (4) y para separar de dicho medio restos del material erosionado de la pieza de trabajo (10) .
Patentes similares o relacionadas:
PROCEDIMIENTO DE FABRICACIÓN DE UN SUSTRATO DE VIDRIO CON ACABADO SUPERFICIAL EN RELIEVE Y SUSTRATO DE VIDRIO OBTENIDO MEDIANTE DICHO PROCEDIMIENTO, del 30 de Julio de 2020, de TVITEC SYSTEM GLASS. S.L: Procedimiento que comprende las etapas: Abrasión, preferiblemente pero no de forma limitativa mediante chorro de arena que produce un desbastando mecánico […]
Método para modificar la superficie de un pistón para un motor de combustión interna, y pistón para motor de combustión interna, del 3 de Mayo de 2019, de Art Metal Mfg. Co., Ltd: Método para modificar una superficie de un pistón para un motor de combustión interna usando una granalla hecha de una aleación a base de hierro como […]
Procedimiento y granalla para la fabricación de una superficie satinada sobre un sustrato de aluminio, del 14 de Diciembre de 2016, de Vulkan Inox GmbH: Procedimiento para la fabricación de una superficie satinada sobre un sustrato de aluminio, que presenta las etapas de procedimiento: - facilitar […]
 Medio para la abrasión con chorro (chorrear) y procedimiento para la abrasión con chorro (chorrear), del 24 de Noviembre de 2015, de KOMPOFERM GmbH: Medio para la abrasión con chorro (chorrear) , presentando como minimo un medio para el tratamiento mecánico de superficies, especialmente perlas […]
Medio para la abrasión con chorro (chorrear) y procedimiento para la abrasión con chorro (chorrear), del 24 de Noviembre de 2015, de KOMPOFERM GmbH: Medio para la abrasión con chorro (chorrear) , presentando como minimo un medio para el tratamiento mecánico de superficies, especialmente perlas […]
Procedimiento para el granallado y el acabado vibratorio de engranajes, del 3 de Junio de 2015, de Engineered Abrasives, Inc: Un procedimiento de procesamiento de un engranaje metálico 20, 201 que comprende proporcionar un engranaje 20, 201, dirigir unos primeros medios de granallado […]
 Chorreado de implantes metálicos con óxido de titanio, del 6 de Agosto de 2014, de Dentsply IH AB (100.0%): Un método de procesamiento de una superficie de un implante metálico para proporcionar una rugosidad superficial deseable, que comprende someter el implante metálico […]
Chorreado de implantes metálicos con óxido de titanio, del 6 de Agosto de 2014, de Dentsply IH AB (100.0%): Un método de procesamiento de una superficie de un implante metálico para proporcionar una rugosidad superficial deseable, que comprende someter el implante metálico […]
Revestimiento abrasivo y método para fabricar el mismo, del 9 de Abril de 2014, de OY KWH MIRKA AB: Un método de fabricación de un molde de fundición individual para utilizar en la fabricación de un revestimiento abrasivo estructurado de un producto abrasivo individual, en […]
PARTÍCULAS DE GRANALLADO, del 7 de Diciembre de 2011, de SAINT-GOBAIN CENTRE DE RECHERCHES ET D'ETUDES EUROPEEN: Partículas de granallado constituidas por material cerámico, que presentan una densidad aparente superior a 4,0 e inferior a 5,0 y que comprenden […]