Uso de calcomanías de gráficos en el moldeo rotacional.
En un procedimiento de moldeo rotacional para la fabricación de un producto plástico de forma hueca en un ciclode moldeo rotacional en el que partículas de resina de poliolefina se cargan en un molde rotacional,
el molde secierra, se calienta a la temperatura de moldeo, a la vez que se hace rotar alrededor de sus ejes mayor y menordurante un tiempo suficiente para formar dicho producto moldeado y el molde se enfría hasta una temperatura dedesmoldeo, se abre y el producto moldeado se expulsa, el procedimiento para incorporar el cuño a la superficieexterior de dicho producto moldeado está caracterizado por las siguientes etapas:
a. proporcionar una calcomanía de un cuño que comprende una hoja de soporte de un material flexible quetiene una zona de cuño;
un revestimiento de respaldo que cubre dicha zona de cuño y que comprende un adhesivo sensible a la presióndel revestimiento de respaldo, que se une a dicha hoja de soporte a temperatura ambiente y libera dicha hoja desoporte a dicha temperatura de desmoldeo; un revestimiento de cuño en una matriz de cuño preseleccionadaque consiste esencialmente en una mezcla de colorante y cera de hidrocarburo que está solapando dicha zonadel revestimiento de respaldo; y un revestimiento superior que es sustancialmente no adherente a temperaturaambiente y adherente a dicha temperatura de desmoldeo que cubre sustancialmente dicha zona de cuño y queestá solapando dicho revestimiento de cuño,
teniendo los revestimientos superior y de cuño temperaturas de transición inferiores a dicha temperatura demoldeo y siendo estables y resistentes a la descomposición a dicha temperatura de moldeo;
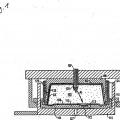
b. aplicar la cara revestida de dicha hoja de soporte contra una zona seleccionada de la superficie interior dedicho molde rotacional a sustancialmente la temperatura de desmoldeo y aplicar presión a la cara sin revestir dedicha hoja de soporte para causar la transferencia de dichos revestimientos a dicha zona seleccionada,
c. retirar dicha hoja de soporte de dicho molde y continuar dicho ciclo de moldeo rotacional para obtener unproducto plástico moldeado de forma hueca que tiene el cuño permanentemente moldeado en su superficieexterior.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2002/016027.
Solicitante: STEVENSON, MICHAEL J.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 406 Little Scout Road Sedona, AZ 86336 ESTADOS UNIDOS DE AMERICA.
Inventor/es: STEVENSON, MICHAEL, J., REEVES, ROBERT, A.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C41/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 41/00 Conformación por revestimiento de un molde, núcleo u otro soporte, es decir, depositando material para moldear y desmoldear el objeto formado; Aparatos a este efecto (con presión de compactado B29C 43/00). › alrededor de dos o más ejes.
- B29C41/20 B29C 41/00 […] › incorporando partes o capas preformadas, p. ej. moldeo alrededor de elementos insertos o sobre objetos a recubrir.
- B44C1/17 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 1/00 Procesos no expresamente previstos en otro lugar para la producción de efectos decorativos sobre superficies (decoración de textiles D06Q). › Transferencia en seco.
PDF original: ES-2402276_T3.pdf
Fragmento de la descripción:
Uso de calcomanías de gráficos en el moldeo rotacional
1. Campo de la invención Esta invención se refiere al moldeo rotacional de plásticos de acuerdo con el preámbulo de la reivindicación 1, y, en 5 particular, a calcomanías útiles para transmitir información gráfica y alfanumérica en productos moldeados por rotación.
2. Breve exposición de la técnica anterior
El moldeo rotacional se ha utilizado tradicionalmente para la fabricación de objetos de forma hueca a partir de plásticos, particularmente a partir de polietileno. Las superficies de poliolefina, particularmente las superficies de 10 polietileno, sin embargo, se resisten a aceptar revestimientos. Un procedimiento prevalente para transmitir revestimientos de materiales, tales como materia impresa o decoración, ha sido oxidar la superficie de polietileno a la llama para mejorar la adhesión de los materiales aplicados posteriormente. Se describe un procedimiento menos destructivo en la Patente de los Estados Unidos 4.252.762 en la que se aplican cuños decorativos o alfanuméricos en forma de suspensión de aceite viscoso a la superficie interior del molde mediante serigrafía para transferirlos a la 15 parte moldeada durante el moldeo. Desarrollos adicionales de esta solución han incluido la transferencia de cuños desde una hoja de soporte bruñendo los cuños sobre la superficie interior del molde; véase la Patente de los Estados 4.519.972. Estos desarrollos descartaron otros desarrollos tales como los dados a conocer en las Patentes de los Estados Unidos 5.648.030 y 5.498.307. La práctica comercial con ese tipo de calcomanías de gráficos ha desarrollado una técnica de pulverización de las superficies interiores del molde con un adhesivo para potenciar la 20 unión, y por tanto la transferencia de los cuños gráficos a las superficies del molde desde una hoja de soporte. En la práctica, sin embargo, los adhesivos no se aplican a menudo de manera uniforme y con frecuencia se utilizan en exceso, dando lugar a la decoloración del producto y a la acumulación de adhesivo en las superficies del molde. Las pulverizaciones de adhesivos utilizan también solventes volátiles que presentan riesgos ambientales durante el uso, el transporte y el almacenamiento. Si no se elimina completamente antes de la aplicación de la calcomanía,
cualquier solvente residual dañará el cuño de la calcomanía. La aplicación de un adhesivo a la superficie del molde antes de la aplicación de la calcomanía añade también una etapa adicional a la operación de moldeo, prolongando el tiempo del ciclo de moldeo.
Objetivos de la invención Es un objetivo de la presente invención proporcionar un procedimiento para transmitir un cuño a la superficie de 30 piezas moldeadas de poliolefina, particularmente polietileno.
Es un objetivo adicional de la presente invención proporcionar una calcomanía de un cuño y un procedimiento para su uso para transmitir un cuño a la superficie interior de un molde sin la etapa de aplicar un adhesivo a la superficie del molde.
Es también un objetivo de la presente invención proporcionar un procedimiento para transmitir un cuño a la 35 superficie interior de un molde sin el uso de pulverizaciones de adhesivo.
Es un objetivo adicional de la presente invención proporcionar una calcomanía y un procedimiento para usarla para transmitir un cuño a una superficie interior de un molde, lo que minimiza el retraso en el ciclo de moldeo,
Es igualmente un objetivo de la presente invención proporcionar una calcomanía de un cuño que se pueda situar con precisión en la superficie interior de un molde.
Es un objetivo adicional de la presente invención proporcionar una calcomanía de un cuño que tiene diversos agentes que se transfieren a la superficie del molde y se convierten en aditivos y potenciadores en la superficie de la parte moldeada.
Otros objetivos y objetivos relacionados serán evidentes a partir de la siguiente descripción de la presente invención.
De acuerdo con la presente invención, se proporciona un procedimiento tal como se muestra en la reivindicación 1.
En lo sucesivo se da a conocer la calcomanía de un cuño y un procedimiento para su uso para transmitir el cuño a las piezas de una poliolefina durante el moldeo. La calcomanía es un laminado de al menos tres revestimientos en una hoja de soporte, que es preferiblemente una hoja de polímero flexible, transparente. Los revestimientos, como capas sucesivas en la hoja de soporte son: un revestimiento de respaldo de un adhesivo sensible a la presión, un revestimiento de cuño de un colorante en una matriz gráfica o alfanumérica, y un revestimiento superior de un 50 segundo adhesivo sensible a la presión. Se puede proporcionar una solapa protectora o lámina termocontráctil para proteger los revestimientos durante el transporte y el almacenamiento de la calcomanía. El adhesivo sensible a la presión utilizado para el revestimiento de respaldo tiene una temperatura de transición mayor que la del adhesivo sensible a la presión utilizado para el revestimiento superior con el fin de permitir la transferencia de los revestimientos a la superficie interior del molde rotacional y la transferencia de los revestimientos a la parte moldeada durante el moldeo.
Descripción de las realizaciones preferidas La invención está prevista para usar en las operaciones de moldeo rotacional. En esta operación se conforman piezas plásticas de forma hueca en un ciclo de moldeo rotacional en el que se cargan partículas plásticas en un molde rotacional, se cierra el molde, se calienta a una temperatura de moldeo a la vez que se hace rotar alrededor de sus ejes mayor y menor durante un tiempo suficiente para formar la parte moldeada y el molde se enfría a una temperatura de desmoldeo, se abre y se expulsa el producto moldeado.
La hoja de soporte útil para la calcomanía de la presente invención puede ser cualquier película de papel o plástico flexible de dimensiones estables. Se puede utilizar papel tal como papel de estraza, sin embargo, el adhesivo del revestimiento de respaldo permite el uso de película plástica y película plástica transparente, particularmente, se prefiere película de poliéster debido a que esta permite una orientación visual precisa del cuño en el interior de la superficie del molde.
El revestimiento de respaldo de la calcomanía de la presente invención funciona para unir los sucesivos revestimientos de cuños y revestimientos adhesivos a la hoja de soporte durante la manipulación y el almacenamiento de la calcomanía, que se produce a temperatura ambiente y para liberarlo de la hoja de soporte a o cerca de la temperatura de la superficie del molde al cual se aplica la calcomanía, que es preferiblemente a temperaturas de desmoldeo típicas, de 43, 3º C a 51, 7º C (110 a aproximadamente 125 grados F) . De forma adicional, el adhesivo sensible a la presión debe tener una temperatura de transición mayor que la temperatura de la superficie del molde a la cual se aplica la calcomanía para obtener una separación limpia de la hoja de soporte.
El revestimiento de respaldo puede incluir también colorantes seleccionados que transmiten un color de fondo al cuño, o cargas tales como sílice o silicatos, aditivos resistentes a la abrasión tales como perlas de vidrio que proporcionan resistencia al desgaste superficial del revestimiento del cuño durante el ciclo de moldeo, o protectores de la luz ultravioleta tales como aminas impedidas. El contenido en peso de los pigmentos depende del tipo de pigmento y de la intensidad deseada del color de fondo, sin embargo, los pigmentos se pueden utilizar a una concentración de entre 1 a aproximadamente 65 por ciento en peso, preferiblemente de 25 a 45 por ciento en peso. Se pueden utilizar cargas y aditivos resistentes a la abrasión a concentraciones de 1 a aproximadamente 75 por ciento en peso, preferiblemente de 25 a 50 por ciento en peso.
El revestimiento del cuño comprende un material pigmentado en una matriz gráfica o alfanumérica que se desea transmitir al producto durante el moldeo. El material pigmentado es una mezcla de pigmento y partículas de cera. Preferiblemente la mezcla contiene estos componentes en proporciones adecuadas para la serigrafía tal como de 30 a 99 por ciento en peso de cera y de 1 a 70 por ciento en peso de colorante. Preferiblemente, la mezcla contiene de 60 a 85 por ciento en peso de cera y de 15 a 40 por ciento en peso de colorante. Si se desea, se pueden añadir aditivos de la viscosidad tales como sílice y silicatos en cantidades menores para proporcionar una viscosidad óptima (100 a 1000 centipoises) para la serigrafía.
La cera usada en el el revestimiento del cuño puede ser una cera de hidrocarburo... [Seguir leyendo]
Reivindicaciones:
1. En un procedimiento de moldeo rotacional para la fabricación de un producto plástico de forma hueca en un ciclo de moldeo rotacional en el que partículas de resina de poliolefina se cargan en un molde rotacional, el molde se cierra, se calienta a la temperatura de moldeo, a la vez que se hace rotar alrededor de sus ejes mayor y menor
durante un tiempo suficiente para formar dicho producto moldeado y el molde se enfría hasta una temperatura de desmoldeo, se abre y el producto moldeado se expulsa, el procedimiento para incorporar el cuño a la superficie exterior de dicho producto moldeado está caracterizado por las siguientes etapas:
a. proporcionar una calcomanía de un cuño que comprende una hoja de soporte de un material flexible que tiene una zona de cuño;
un revestimiento de respaldo que cubre dicha zona de cuño y que comprende un adhesivo sensible a la presión del revestimiento de respaldo, que se une a dicha hoja de soporte a temperatura ambiente y libera dicha hoja de soporte a dicha temperatura de desmoldeo; un revestimiento de cuño en una matriz de cuño preseleccionada que consiste esencialmente en una mezcla de colorante y cera de hidrocarburo que está solapando dicha zona del revestimiento de respaldo; y un revestimiento superior que es sustancialmente no adherente a temperatura ambiente y adherente a dicha temperatura de desmoldeo que cubre sustancialmente dicha zona de cuño y que está solapando dicho revestimiento de cuño, teniendo los revestimientos superior y de cuño temperaturas de transición inferiores a dicha temperatura de moldeo y siendo estables y resistentes a la descomposición a dicha temperatura de moldeo;
b. aplicar la cara revestida de dicha hoja de soporte contra una zona seleccionada de la superficie interior de dicho molde rotacional a sustancialmente la temperatura de desmoldeo y aplicar presión a la cara sin revestir de dicha hoja de soporte para causar la transferencia de dichos revestimientos a dicha zona seleccionada,
c. retirar dicha hoja de soporte de dicho molde y continuar dicho ciclo de moldeo rotacional para obtener un producto plástico moldeado de forma hueca que tiene el cuño permanentemente moldeado en su superficie exterior.
3. El procedimiento de la reivindicación 1 en el que dicho adhesivo sensible a la presión del revestimiento superior es una mezcla de hidrocarburos.
4. El procedimiento de la reivindicación 1 en el que dicha poliolefina es polietileno.
6. El procedimiento de la reivindicación 1 en el que dicha película de plástico es una película de poliéster.
7. El procedimiento de la reivindicación 1 en el que dichos revestimientos de respaldo y superior se extienden periféricamente más allá de dicha zona de cuño, encapsulando por tanto dicha zona de cuño en el interior de dichos revestimientos de respaldo y superior.
Patentes similares o relacionadas:
Bolsa de vacío integralmente rígida, reutilizable y método de hacer la misma, del 3 de Junio de 2020, de THE BOEING COMPANY: Una bolsa de vacío para procesar una pieza , que comprende: un diafragma de bolsa elástico flexible generalmente plano adaptado para colocarse sobre la pieza […]
Procedimiento de fabricación de prendas de protección, del 17 de Julio de 2019, de A T G CEYLON (PRIVATE) LIMITED: Un procedimiento de fabricación de un material para prendas, que comprende: proporcionar un sustrato formado por hilo y que tiene intersticios a través del […]
Estructuras tisulares simuladas y métodos, del 10 de Abril de 2019, de APPLIED MEDICAL RESOURCES CORPORATION: Un método para hacer una estructura tisular simulada que comprende las etapas de: proporcionar un mandril que tiene un extremo proximal, […]
Procedimiento para la manufactura de un módulo óptico con una óptica polimérica, del 2 de Noviembre de 2016, de HERAEUS NOBLELIGHT GMBH: Procedimiento para la fabricación de un módulo óptico que comprende los pasos: a. disposición de un sustrato conformado como soporte translúcido con una primera […]
Procedimiento para la producción de un módulo óptico con una óptica de silicona, módulo óptico y su uso, del 12 de Octubre de 2016, de HERAEUS NOBLELIGHT GMBH: Procedimiento para la producción de un módulo óptico, comprendiendo los pasos: a. Puesta a disposición de un substrato con una primera superficie ; b. Puesta […]
Instrumento gimnástico, aparato y procedimiento para llevarlo a cabo, del 10 de Septiembre de 2014, de Trial S.R.L: Instrumento gimnástico que comprende al menos una pared externa y al menos una cavidad interna; dicho instrumento comprende al menos dos paredes externas impermeables […]
 Cápsula para bebida con un elemento de estanqueidad, del 20 de Agosto de 2014, de NESTEC S.A.: Una cápsula para contener unos ingredientes de bebida que está diseñada para la introducción en un dispositivo de producción de bebida en […]
Cápsula para bebida con un elemento de estanqueidad, del 20 de Agosto de 2014, de NESTEC S.A.: Una cápsula para contener unos ingredientes de bebida que está diseñada para la introducción en un dispositivo de producción de bebida en […]
 Reposacabezas ligero optimizado según recursos de producción y procedimiento asociado al mismo, del 17 de Diciembre de 2013, de ILLINOIS TOOL WORKS INC.: Reposacabezas ligero optimizado según recursos de producción, que comprende un cabezal y barras fabricadas por sobremoldeo sobre núcleos rígidos […]
Reposacabezas ligero optimizado según recursos de producción y procedimiento asociado al mismo, del 17 de Diciembre de 2013, de ILLINOIS TOOL WORKS INC.: Reposacabezas ligero optimizado según recursos de producción, que comprende un cabezal y barras fabricadas por sobremoldeo sobre núcleos rígidos […]