Procedimiento de tratamiento de un contenedor de plástico de pared delgada llenado en caliente y dispositivo asociado.
Procedimiento de tratamiento de un contenedor de pared delgada de material plástico,
presentando dicho contenedor tensiones residuales fruto de su fabricación a partir de una preforma, habiendo sido este llenado y taponado en caliente con el contenido líquido y después enfriado una vez llenado y taponado, y estando destinado a sufrir una relajación de tensiones mediante un tratamiento térmico, caracterizado por que incluye una etapa previa a la del tratamiento térmico que consiste en ejercer fuerza mecánica sobre la superficie externa de la pared delgada del contenedor, deformado por el llenado en caliente, para generar una presión interna con el fin de compensar al menos la depresión a la que se ha sometido y devolverle su forma inicial.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2009/051526.
Solicitante: PLASTIPAK PACKAGING, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 41605 ANN ARBOR ROAD PLYMOUTH, MI 48170 ESTADOS UNIDOS DE AMERICA.
Inventor/es: OUTREMAN, JEAN-TRISTAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C61/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Conformación por liberación de tensiones internas; Fabricación de preformas que tienen tensiones internas; Aparatos a este efecto (para la conformación de superficies B29C 59/18; para revestimiento de artículos B29C 63/38; para unir partes preformadas B29C 65/66).
- B65B61/24 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para dar forma o reformar los paquetes acabados.
- B67C3/04 B […] › B67 APERTURA Y CIERRE DE BOTELLAS, TARROS O RECIPIENTES ANALOGOS; MANIPULACION DE LIQUIDOS. › B67C LLENADO CON LIQUIDOS O SEMILIQUIDOS, O VACIADO DE BOTELLAS, TARROS, BOTES, CUBAS, BARRILES O RECIPIENTES SIMILARES, NO PREVISTO EN OTRO LUGAR; EMBUDOS. › B67C 3/00 Embotellado de líquidos o semilíquidos; Llenado de tarros o botes con líquidos o semilíquidos utilizando aparatos de embotellar o similares; Llenado de cubas o barriles con líquidos o semilíquidos. › sin utilización de presión.
PDF original: ES-2418979_T3.pdf
Fragmento de la descripción:
Procedimiento de tratamiento de un contenedor de plástico de pared delgada llenado en caliente y dispositivo asociado [0001] La presente invención consiste en un procedimiento de tratamiento de un contenedor de plástico de pared delgada así como el dispositivo asociado, necesario para la realización de dicho procedimiento.
Se conoce a través de la patente europea EP 1893523 B1 un procedimiento de llenado de un contenedor de pared delgada.
Este procedimiento propone aprovechar las propiedades del contenedor y su capacidad para liberar las tensiones causadas en su fabricación.
De este modo, el procedimiento prevé utilizar un contenedor de pared delgada que aún contenga las tensiones residuales resultantes de su elaboración.
Los contenedores de material plástico se obtienen casi exclusivamente a través de la técnica de fabricación de extrusión/soplado de una preforma de tereftalato de polietileno o PET.
Por ello, durante la deformación en caliente de esta preforma con el fin de que alcance las dimensiones y forma definitivas, el contenedor final almacena tensiones que quedan fijadas debido a un enfriado rápido de dicho contenedor, generalmente mediante soplado de aire, con la técnica de extrusión/soplado. Incluso aunque se produzca una ligera contracción del contenedor en el enfriado (contracción que se tiene en cuenta para la realización de moldes) , la forma del contenedor conferida por el molde es muy parecida a la del molde y las tensiones se fijan a temperaturas de utilización. Estos contenedores están pensados y se utilizan hoy en día para productos fríos tales como las aguas minerales.
La temperatura de trabajo durante la extrusión soplado es del orden de 100 a 120° C. Sin embargo, en lo que se refiere al llenado en caliente, el rango de temperaturas para el líquido varía entre 60 y 95°C, siendo esta una temperatura suficiente para eliminar los organismos patógenos, aunque inferior a la temperatura de fabricación del contenedor.
Las tensiones generadas son el resultado de un estiramiento longitudinal producido por un vástago de estirado y un hinchado de baja presión al principio y después un hinchado de fuerte presión del contenedor en el final del ciclo.
El contenedor de pared delgada así utilizado de esta manera innovadora (objeto de la solicitud de patente) mencionada en el preámbulo, se utiliza entonces para el llenado en caliente, no siendo este su uso inicial, ya que se utiliza normalmente para las aguas minerales.
El fondo del contenedor debe, sin embargo, estar adaptado para no deformarse, pero existen numerosas soluciones y técnicas ya conocidas por el hombre para volver el fondo indeformable a las temperaturas de presión/depresión correspondientes. Así, el fondo llamado petaloide permanece indeformable bajo las condiciones que se detallan a continuación.
De este modo, el contenedor puede sufrir un tratamiento térmico particular para volverse más resistente a las altas temperaturas, con el fin de recibir líquido con la temperatura necesaria para la destrucción de microorganismos patógenos.
El procedimiento de llenado en caliente consiste en obturar el contenedor inmediatamente después del llenado (lo que asegura un tratamiento sanitario del contenedor) , y en enfriar el contenedor y su contenido. Este llenado y enfriado provocan una deformación del contenedor porque la retracción del líquido enfriado provoca una depresión en el interior del contenedor cuyo volumen permanece igual.
El contenedor resulta entonces no apto para la venta, debido a este fenómeno de colapso ligado a la depresión. El contenedor es difícil de coger porque es inconsistente, difícil de almacenar porque su porte no favorece la compresión y su forma es totalmente antiestética, y por lo tanto, no comercializable.
El procedimiento que presenta la solicitud europea anteriormente citada prevé una etapa de relajación de las tensiones internas del contenedor, esta relajación tiende a devolver al contenedor la forma de la preforma de partida, y por lo tanto a provocar una contracción y la correspondiente disminución de volumen del contenedor. Esta relajación de las tensiones se obtiene mediante un aumento de temperatura, más allá de la temperatura de llenado en caliente del contenedor.
Esta contracción del volumen del contenedor provoca entonces presión interna del contenedor, lo que tiene como consecuencia directa el restablecimiento de la forma primitiva, proporcional, de dicho contenedor, y le otorga rigidez al contenedor llenado y taponado, antes de la apertura. Esta rigidez permite un cómodo manejo y lo vuelve resistente a la fuerza de compresión sobre todo ligada a la paletización y apilamiento de dichos contenedores.
Hay que precisar que en este procedimiento, la relajación de las tensiones se obtiene mediante el modo de realización descrito por calentamiento discriminado, es decir, el envolvente se calienta rápidamente para que las tensiones se relajen sin que el líquido contenido entre en temperatura.
La presente invención presenta un procedimiento de tratamiento adaptado para generar una relajación de las tensiones en un contenedor de pared delgada llenado y taponado en caliente, así como un dispositivo asociado.
En efecto, conviene prever un procedimiento y un dispositivo que garanticen una relajación de las tensiones en cadencias de embotellado en caliente, 10 000 a 15 000 botellas/hora para hacernos una idea, que conduzca a relajaciones de tensiones homogéneas y que sea totalmente fiable y reproducible.
Otra dificultad es que hay que tomar en cuenta las condiciones económicas y por tanto realizar las etapas de llenado y de taponado de los contenedores con el mejor rendimiento posible sobre todo si se trata de etapas que necesitan un aporte de energía. Además, también se nos plantea un problema importante cuando pretendemos conservar intactas las marcas en relieve del contenedor, como los nombres, logotipos...
Se describe en detalle a continuación el procedimiento que expone la presente invención así como el dispositivo asociado que permite la puesta en marcha de dicho procedimiento.
Esta descripción se realiza con la ayuda de los dibujos anexos en los que las diferentes figuras representan lo siguiente:
- figura 1: vista esquemática de la estación de posicionamiento de los contenedores,
- figura 2: vista esquemática de la estación de ejercicio de presión mecánica,
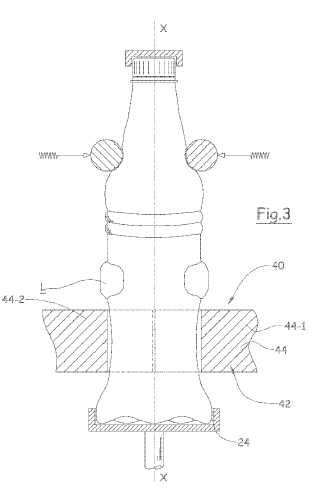
- figura 3: vista esquemática de la estación de tratamiento térmico,
- figura 4: vista de un sinóptico de puesta en marcha del dispositivo siguiendo el procedimiento de la presente invención con una representación paralela del contenedor, y
- figura 5: vista de una variante de realización de medias coquillas.
El procedimiento precisa de un contenedor 10 de pared delgada, que incluye un gollete 12 y un fondo 14, por ejemplo un fondo petaloide que le permita resistir las deformaciones ocasionadas por las presiones y depresiones que tienen lugar en el procedimiento de llenado y de taponado en caliente, siguiendo la presente invención.
Este contenedor es previamente llenado de la manera conocida con un líquido 16, habiendo sido calentado de antemano a temperaturas aceptables para el líquido y permitiendo garantizar la destrucción de microorganismos patógenos.
Señalamos que, durante el llenado, el interior del cuerpo del contenedor y el tapón quedan igualmente tratados bacteriológicamente por el calor inducido por la presencia del líquido.
El procedimiento parte de un contenedor llenado en caliente, obturado por un tapón 18 y enfriado, ya sea de manera natural o de manera forzada mediante una ducha de agua fría, siendo el resultado un contenedor llenado de un líquido exento de organismos patógenos, a temperatura ambiente, deformado por la depresión ocasionada por la contracción del líquido, con un gollete no deformado, y un fondo también no deformado que le confiere estabilidad.
Obviamente el procedimiento se aplica a todo contenedor aunque el fondo sea deformable y el gollete también, incluso si en el momento de depósito, la solicitud se refiere principalmente a contenedores con fondo indeformable apto para permanecer estable.
El procedimiento, conocido por la patente europea EP 1893523 B1 a nombre del mismo depositante, consiste en transferir calorías directamente al contenedor 10, más concretamente a la pared delgada, limitando de manera importante el calentamiento del líquido porque renovaríamos el ciclo y el enfriado del líquido provocaría de nuevo una depresión.
Con este fin, el procedimiento que expone la presente invención consiste en... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de tratamiento de un contenedor de pared delgada de material plástico, presentando dicho contenedor tensiones residuales fruto de su fabricación a partir de una preforma, habiendo sido este llenado y taponado en caliente con el contenido líquido y después enfriado una vez llenado y taponado, y estando destinado a sufrir una relajación de tensiones mediante un tratamiento térmico, caracterizado por que incluye una etapa previa a la del tratamiento térmico que consiste en ejercer fuerza mecánica sobre la superficie externa de la pared delgada del contenedor, deformado por el llenado en caliente, para generar una presión interna con el fin de compensar al menos la depresión a la que se ha sometido y devolverle su forma inicial.
2. Procedimiento de tratamiento térmico de un contenedor de pared delgada de material plástico tal y como lo describe la reivindicación 1, caracterizado por que se transfieren calorías a la pared delgada de dicho contenedor, cerca de al menos una zona de dicho contenedor para provocar una relajación de las tensiones de la pared delgada en esa zona y por lo tanto una presión del interior del contenedor en su conjunto.
3.Procedimiento de tratamiento del contenedor de pared delgada según la reivindicación 1 o 2, caracterizado por que incluye un posicionamiento del contenedor por el fondo y el gollete de suerte que se garantice la referencia de dicho contenedor siguiendo su eje longitudinal.
4. Procedimiento de tratamiento de un contenedor de pared delgada tal y como se describe en cualquiera de las reivindicaciones anteriores, caracterizado por que incluye por lo menos dos etapas de transferencia de calorías y una rotación del contenedor entre las dos transferencias.
5. Procedimiento de tratamiento de un contenedor de pared delgada tal y como lo establece cualquiera de las reivindicaciones anteriores, caracterizado por que recurre a la utilización de un contenedor con un fondo y gollete indeformables.
6. Dispositivo de tratamiento térmico de un contenedor (10) de pared delgada que permite la realización del procedimiento tal y como lo describe cualquiera de las reivindicaciones anteriores, caracterizado por que incluye:
- una estación (20) de posicionamiento de contenedores (10) llenados en caliente con contenido, por el fondo (14) y el gollete (12) , tras el enfriado de dicho contenido,
- una estación (28) para ejercer presión mecánica temporal del contenedor, y
- una estación (40) de tratamiento térmico del contenedor sin calentar el contenido para provocar la relajación de las tensiones residuales de dicho contenedor y provocar su contracción,
- una estación de relajación de la presión mecánica temporal.
7. Dispositivo de tratamiento térmico de un contenedor (10) de pared delgada según la reivindicación 6, caracterizado por que la estación (20) de posicionamiento incluye una unidad (22) de recepción compuesta por una copa (24) de guiado y de rotación sobre la que reposa el fondo (14) del contenedor y una cabeza (26) de guiado que recibe el gollete (12) , estando el centro de cada copa (24) alineado con el centro de cabeza (26) de suerte que definen un eje longitudinal X-X previsto para solaparse al eje longitudinal del contenedor.
8. Dispositivo de tratamiento térmico de un contenedor (10) de pared delgada según la reivindicación 6 o 7, caracterizado por que la estación (28) de ejercicio de presión mecánica del contenedor incluye medios (30) mecánicos de presión del contenedor, estos medios (30) mecánicos de presión incluyen prensadores (32) compuestos por patines (34) de apoyo para ser aplicados sobre la pared delgada del contenedor (10) y medios (36) para ejercer una fuerza sobre estos patines.
9. Dispositivo de tratamiento térmico de un contenedor (10) de pared delgada según las reivindicaciones 6, 7 u 8, caracterizado por que la estación (40) de tratamiento térmico incluye al menos una pared (42) caliente que permite la relajación de las tensiones fijadas en el contenedor durante su fabricación, móvil con dos posiciones, la primera llamada de apertura, alejada del contenedor (10) , y la segunda llamada de cerrado, cercana o/y en contacto con el contenedor (10) .
10. Dispositivo de tratamiento térmico de un contenedor (10) de pared delgada según la reivindicación 9, caracterizado por que esta pared (42) caliente cubre al menos una zona del contenedor.
11. Dispositivo de tratamiento térmico de un contenedor (10) de pared delgada según la reivindicación 10, caracterizado por que la pared (42) es una coquilla (44) con una forma tal que encaja con la zona en cuestión del contenedor.
12. Dispositivo de tratamiento térmico de un contenedor (10) de pared delgada según la reivindicación 11, caracterizado por que la coquilla (44) comprende dos medias coquillas (44-1.
4. 2) de modo tal que puedan posicionarse alrededor del contenedor en posición de cierre.
13. Dispositivo de tratamiento térmico de un contenedor (10) de pared delgada tal y como se describe en las reivindicaciones de la 6 a la 12, caracterizado por que el fondo y el gollete de dicho contenedor son indeformables.
REFERENCIAS CITADAS EN LA DESCRIPCIÓN
La lista de referencias citada por el solicitante lo es solamente para utilidad del lector, no formando parte de los documentos de patente europeos. Aún cuando las referencias han sido cuidadosamente recopiladas, no pueden excluirse errores u omisiones y la OEP rechaza toda responsabilidad a este respecto.
Documentos de patente citados en la descripción • EP 1893523 B1 [0002] [0027] • EP 06764803 A [0073]
Patentes similares o relacionadas:
 Película de poliéster termorretráctil, del 29 de Mayo de 2019, de TOYOBO CO., LTD.: Una película termorretráctil de poliéster que comprende tereftalato de etileno como componente principal, que contiene no menos del 0% en moles y no más del […]
Película de poliéster termorretráctil, del 29 de Mayo de 2019, de TOYOBO CO., LTD.: Una película termorretráctil de poliéster que comprende tereftalato de etileno como componente principal, que contiene no menos del 0% en moles y no más del […]
Materiales compuestos balísticos de alto rendimiento que tienen flexibilidad mejorada y método para fabricar los mismos, del 6 de Mayo de 2019, de HONEYWELL INTERNATIONAL INC.: Un material compuesto balístico resistente flexible que tiene una flexibilidad mejorada, comprendiendo dicho material compuesto una pluralidad consolidada de capas fibrosas […]
Instalación de termoretracción que consta de unos medios de difusión de calor que forman un conjunto unitario, del 7 de Marzo de 2018, de SLEEVER INTERNATIONAL COMPANY: Instalación de termoretracción de manguitos de material termoretráctil ensartados en unos soportes, tales como unos recipientes, que incluye: - un recinto , - […]
Método para producir un cuerpo de tubo flexible y cuerpo de tubo flexible producido de este modo, del 26 de Julio de 2017, de GE Oil & Gas UK Limited: Un método para producir un cuerpo de tubo flexible, que comprende: proporcionar una pluralidad de longitudes de material compuesto termoendurecible, […]
Película de poliéster susceptible de encogerse por calor y producto de envasado, del 20 de Abril de 2016, de TOYOBO CO., LTD.: Una película de poliéster susceptible de encogerse por calor, en la cual la dirección de encogimiento principal es la dirección longitudinal, en la que la relación […]
Película termocontraíble, del 22 de Julio de 2015, de TOYOBO CO., LTD.: Una película de poliéster termocontraíble que satisface los puntos (A) a (C): (A) una capa que se desliza fácilmente que tiene una cantidad de revestimiento […]
 DISPOSITIVO Y PROCEDIMIENTO PARA APLICAR UN ELEMENTO DE PROTECCION SOBRE UN CONDUCTOR DE FIBRA OPTICA, del 7 de Diciembre de 2009, de CCS TECHNOLOGY, INC.: Dispositivo para aplicar un elemento de protección, que se puede contraer si se le aplica calor , sobre un elemento alargado, especialmente un conductor […]
DISPOSITIVO Y PROCEDIMIENTO PARA APLICAR UN ELEMENTO DE PROTECCION SOBRE UN CONDUCTOR DE FIBRA OPTICA, del 7 de Diciembre de 2009, de CCS TECHNOLOGY, INC.: Dispositivo para aplicar un elemento de protección, que se puede contraer si se le aplica calor , sobre un elemento alargado, especialmente un conductor […]
FILM DE POLIÉSTER TERMOCONTRAÍBLE, del 24 de Enero de 2012, de CRYOVAC, INC.: Un film poliéster termocontraíble que comprende un film base que tiene una contracción en cada dirección inferior a 5% a 100ºC y al menos 5% a 150ºC, y un recubrimiento […]