Dispositivo para soldar de manera estanca al vacío un colector solar de panel plano al vacío.
Dispositivo para soldar de manera estanca al vacío entre sí un revestimiento (5) de metal perimetral de unapared (4) transparente con un marco de metal perimetral (3) de una estructura de sujeción (2) de un colector (1)solar al vacío,
en particular un colector solar plano, comprendiendo dicho colector (1) una cinta de unión (6),preferentemente una cinta de metal dúctil (6), en particular una cinta de plomo y/o cobre, estando dicha cinta deunión (6) adaptada para sellar de manera estanca al vacío el espacio (7) entre dicha pared (4) transparente y dichomarco de metal (3), y estando dicha cinta de unión (6) adaptada para soldarse, en particular mediante soldadurablanda, con dicho marco de metal perimetral (3) y con dicho revestimiento (5) de metal perimetral de la pared (4)transparente, comprendiendo además dicha cinta de unión (6) una aleación de soldadura, estando dicho dispositivocaracterizado porque comprende unos medios de calentamiento (24) que están previstos para calentar una primeraparte (5A) de dicha pared (4) transparente que comprende al menos una parte de dicho revestimiento (5) de metalperimetral, estando previstos además los medios de calentamiento (24) para calentar una segunda parte (3A) dedicha estructura de sujeción (2) que comprende al menos una parte de dicho marco de metal perimetral (3), estandoprevistos además los medios de calentamiento (24) para calentar dicha cinta de unión (6) hasta al menos latemperatura de fusión de dicha aleación de soldadura, cuando dicha pared (4) transparente se coloca en dichaestructura de sujeción (2) con dicha cinta de unión (6) superponiéndose al menos parcialmente a dicho marco demetal perimetral (3) y dicho revestimiento de metal, comprendiendo además dicho dispositivo unos medios depresión (25) para aplicar al menos en dichas primera y segunda partes (5A, 3A) y para aplicar al menos sobre dichacinta de unión (6) una fuerza que garantiza un contacto mecánico de la aleación de soldadura fundida con dichomarco de metal (3) y dicho revestimiento de metal (5) durante todo el proceso de solidificación de dicha aleación desoldadura.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/006140.
Solicitante: SRB ENERGY RESEARCH SARL.
Nacionalidad solicitante: Suiza.
Dirección: 9, RUE DE CANDOLLE 1205 GENEVA SUIZA.
Inventor/es: BENVENUTI, CRISTOFORO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K1/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34).
PDF original: ES-2399982_T3.pdf
Fragmento de la descripción:
Dispositivo para soldar de manera estanca al vacío un colector solar de panel plano al vacío.
La presente invención se refiere a un dispositivo para soldar de manera estanca al vacío un revestimiento de metal perimetral de una pared transparente a un marco de metal perimetral de una estructura de sujeción de un colector solar de panel plano al vacío, según el preámbulo de la reivindicación 1.
Un colector solar de panel plano al vacío de este tipo se conoce en la técnica y se describe en el documento W02005/075900.
Uno de los problemas principales en la fabricación de los colectores solares de panel plano al vacío conocidos es soldar entre sí, de manera estanca al vacío, el revestimiento de metal perimetral de la pared transparente del colector solar al marco de metal perimetral correspondiente de la estructura de sujeción de dicho colector solar.
Hasta ahora se conoce la realización de dicha soldadura sólo manualmente. Esta manera de soldar ocupa bastante tiempo ya que un operario experto puede producir sólo hasta aproximadamente 40 metros cuadrados de colectores de panel solar de doble vidriado al día.
Un objetivo de la invención es proporcionar un dispositivo que minimice la duración de la operación de soldadura y que al mismo tiempo pueda realizar dicha soldadura rápidamente y de manera precisa/reproducible, sin la necesidad de intervención manual, reduciendo así el coste de fabricación de estos colectores solares y su fiabilidad en lo que respecta a la estanqueidad al vacío.
Este y otros objetivos que resultarán evidentes para un experto en la materia se obtienen mediante un dispositivo según la parte característica de las reivindicaciones adjuntas.
La invención se ilustra mejor mediante los dibujos adjuntos, que se proporcionan a título de ejemplo no limitativo y en los que:
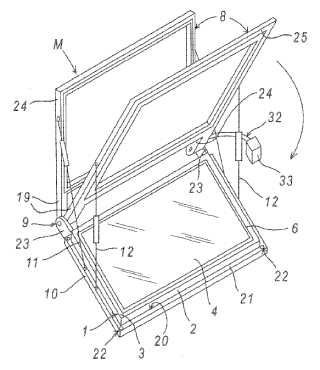
la figura 1 es una vista en perspectiva simplificada de un dispositivo según la invención,
la figura 2 es una vista en sección parcial simplificada de la figura 1 de un colector solar soldado,
las figuras 3 y 4 son vistas en sección parcial simplificadas de la figura 1 con el dispositivo de soldadura en dos posiciones operativas diferentes.
Las figuras 1 y 2 muestran un colector 1 solar de panel plano al vacío que comprende: una estructura de sujeción 2, compuesta por metal, provista de un marco de metal superior perimetral 3 para sujetar y soportar una pared 4 transparente superior transparente, preferiblemente una pared de vidrio, provista a lo largo de todo su perímetro de un revestimiento 5 de metal, y una cinta de unión, preferiblemente una tira o cinta de metal dúctil 6, en particular una tira o cinta de plomo y/o cobre, para sellar de manera estanca al vacío el espacio 7 entre la primera pared 4 transparente y el marco de metal 2. Esta cinta de metal dúctil 6 se suelda, en particular mediante soldadura blanda, a dicho marco de metal perimetral 3 y dicho revestimiento 5 de metal perimetral de la pared 4 transparente.
Tal como se muestra en la figura 2, preferiblemente el marco de metal superior 3 comprende: una superficie plana superior 14 y un escalón 15 que parte de un borde interno de dicha superficie 14, formando dicho escalón 15 un asiento 16 para el borde 17 inferior de la pared 4 transparente, y una barra 18 de soporte que conecta este escalón 15 a una parte inferior (no representada) de la estructura de sujeción. El escalón 15 presenta unas dimensiones de tal manera que el revestimiento 5 de metal perimetral superior de la pared transparente permanece sustancialmente coplanario con la superficie 14 superior del marco de metal 3 mientras que el espacio 7 entre la pared 4 transparente y el marco de metal 2 es de un ancho de pocos milímetros.
Un colector solar de panel plano al vacío tal como se ha descrito anteriormente se conoce en la técnica y se describe por ejemplo en el documento W02005/075900. Por tanto este colector así como sus otros componentes no se describirán adicionalmente en detalle.
El dispositivo de soldadura según la invención comprende un marco de calentamiento y presión móvil 8 articulado en 9 a una estructura de soporte 10, y unos medios 11 y 12 para mover automáticamente este marco de calentamiento y presión 8 desde una primera posición operativa M en la que este marco 8 no interfiere con el colector 1, una segunda posición operativa N (figura 3) en la que el marco completo 3 se coloca sobre el colector, y una tercera posición operativa P (figura 4) en la que sólo una parte del marco 3 ejerce presión sobre el colector.
La estructura de soporte 10 comprende una plataforma 21 de soporte que representa un asiento hueco 20 que presenta las mismas forma y dimensiones que la parte inferior de la estructura de sujeción 2 del colector 1 para sujetar firmemente en una posición predeterminada el colector durante las operaciones de soldadura. La plataforma 21 de soporte también comprende medios, por ejemplo orificios 22 para pernos (no representados) para conectarla a una estructura de soporte adicional (no representada) . La estructura de soporte en su lado trasero comprende rebordes 23 erguidos para articular los extremos de dos brazos 19 que parten del marco de calentamiento y presión 8. El marco de calentamiento y presión 8 comprende dos marcos separados y solapados que presentan las mismas dimensiones laterales: un primer marco de calentamiento superior 24 y un segundo marco de presión inferior 25. Estos dos marcos están articulados a los rebordes 23 independientemente de tal manera que: el marco de presión 25 puede hacerse girar sobre el colector 1 antes de o al mismo tiempo que el marco de calentamiento 24 y, por otro lado, el marco de calentamiento 24 puede hacerse girar alejándose del colector antes de que el marco de presión 25 se mueva de la misma manera o junto con dicho marco de presión.
Estos dos marcos están conformados y presentan unas dimensiones de tal manera que cubren completamente al menos la cinta de metal dúctil 6 proporcionada en la parte revestida de metal perimetral 5 de la pared 4 transparente y en la parte de marco de metal perimetral 3 de la estructura de sujeción 1, y preferiblemente también una primera parte 5A (figura 2) de la pared 4 transparente que comprende al menos el revestimiento 5 de metal perimetral, y una segunda parte 3A de la estructura de sujeción 2 que comprende al menos parte del marco de metal 3, y la cinta de metal dúctil 6.
Ventajosamente, el marco de calentamiento 24 se separa en dos elementos: un elemento de marco de calentamiento externo 26 para calentar sólo la parte de marco de metal 3 de la estructura de sujeción 1 y la parte de cinta de unión correspondiente proporcionada en esa parte de marco de metal, y un elemento de marco de calentamiento interno 27 para calentar sólo la parte revestida de metal 5 de la pared 4 transparente y la parte de cinta de unión correspondiente proporcionada en dicho revestimiento de metal. Ventajosamente, estos dos elementos 26, 27 están separados por un elemento térmicamente aislante 28 tal como por ejemplo un elemento cerámico, de fibra de vidrio o de polímero orgánico, y están conectados a medios de calentamiento 29, 30 bien conocidos diferentes, por ejemplo medios de calentamiento eléctricos. Estos medios de calentamiento 29, 30 diferentes permiten elegir dos temperaturas diferentes para soldar la cinta de metal dúctil 6 al revestimiento 5 de metal de la pared 4 de vidrio y al marco de metal 3, en vista de las propiedades térmicas diferentes de estos materiales. Este aislamiento térmico en el marco de calentamiento 24 garantiza un proceso de soldadura rápido y eficaz al tiempo que se ahorra energía debido a que el revestimiento de metal de la pared de vidrio necesita calentarse menos que el marco de metal de la estructura de sujeción.
El marco de presión 25 está dividido también en dos partes por el elemento térmicamente aislante 28, debido a que tal marco se realiza en un material térmicamente conductor, preferiblemente un material metálico, que puede transferir la energía térmica desde el marco de calentamiento 24 hasta las partes de colector 14, 6, 5, 4 con las que está en contacto la superficie inferior 25A del marco de presión 25. El marco de presión 25 puede comprender medios de enfriamiento internos 31, por ejemplo canales para el flujo de un fluido de enfriamiento, alimentado al dispositivo a través de un tubo 32 de enfriamiento y medios de enfriamiento 33.
Los medios 11, 12 para mover automáticamente entre sus posiciones operativas M, N, P los marcos de calentamiento y presión 24, 25 son por ejemplo un gato hidráulico o mecánico, aunque puede usarse cualquier medio de movimiento adecuado conocido. Estos medios de movimiento 11, 12 permiten un movimiento... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para soldar de manera estanca al vacío entre sí un revestimiento (5) de metal perimetral de una pared (4) transparente con un marco de metal perimetral (3) de una estructura de sujeción (2) de un colector (1) solar al vacío, en particular un colector solar plano, comprendiendo dicho colector (1) una cinta de unión (6) , preferentemente una cinta de metal dúctil (6) , en particular una cinta de plomo y/o cobre, estando dicha cinta de unión (6) adaptada para sellar de manera estanca al vacío el espacio (7) entre dicha pared (4) transparente y dicho marco de metal (3) , y estando dicha cinta de unión (6) adaptada para soldarse, en particular mediante soldadura blanda, con dicho marco de metal perimetral (3) y con dicho revestimiento (5) de metal perimetral de la pared (4) transparente, comprendiendo además dicha cinta de unión (6) una aleación de soldadura, estando dicho dispositivo caracterizado porque comprende unos medios de calentamiento (24) que están previstos para calentar una primera parte (5A) de dicha pared (4) transparente que comprende al menos una parte de dicho revestimiento (5) de metal perimetral, estando previstos además los medios de calentamiento (24) para calentar una segunda parte (3A) de dicha estructura de sujeción (2) que comprende al menos una parte de dicho marco de metal perimetral (3) , estando previstos además los medios de calentamiento (24) para calentar dicha cinta de unión (6) hasta al menos la temperatura de fusión de dicha aleación de soldadura, cuando dicha pared (4) transparente se coloca en dicha estructura de sujeción (2) con dicha cinta de unión (6) superponiéndose al menos parcialmente a dicho marco de metal perimetral (3) y dicho revestimiento de metal, comprendiendo además dicho dispositivo unos medios de presión (25) para aplicar al menos en dichas primera y segunda partes (5A, 3A) y para aplicar al menos sobre dicha cinta de unión (6) una fuerza que garantiza un contacto mecánico de la aleación de soldadura fundida con dicho marco de metal (3) y dicho revestimiento de metal (5) durante todo el proceso de solidificación de dicha aleación de soldadura.
2. Dispositivo según la reivindicación 1, caracterizado porque dichos medios de calentamiento (24) y medios de presión (25) están separados entre sí y porque el dispositivo comprende unos medios (11, 12) para mover automáticamente dichos medios de calentamiento y presión (24, 25) desde una primera posición operativa (M) en la que dichos medios no interfieren con el colector (1) , hasta una segunda posición operativa (N) en la que dichos medios de calentamiento y presión (24, 25) están colocados sobre la primera parte (5A) de la pared (4) transparente, la segunda parte (3A) de la estructura de sujeción (2) y la cinta de unión (6) , y hasta una tercera posición operativa
(P) en la que sólo los medios de presión (25) están colocados sobre dichas primera y segunda partes (3A, 5A) y la cinta de unión (6) .
3. Dispositivo según la reivindicación 1, caracterizado porque los medios de calentamiento (24) comprenden al menos dos elementos de calentamiento térmicamente distintos (26, 27) : un primer elemento (27) para calentar la primera parte (5A) de la pared (4) transparente, y un segundo elemento (26) para calentar la segunda parte (3A) de la estructura de sujeción (2) .
4. Dispositivo según la reivindicación 3, caracterizado porque los primer y segundo elementos de calentamiento (26, 27) están incorporados en un único cuerpo y están térmicamente separados entre sí mediante un elemento térmicamente aislante (28) .
5. Dispositivo según la reivindicación 1, caracterizado porque los medios de calentamiento y presión comprenden unos elementos en forma de marco (24, 25) .
6. Dispositivo según la reivindicación 5, caracterizado porque los elementos de calentamiento y presión en forma de marco (24, 25) presentan sustancialmente las mismas dimensiones laterales y están articulados por separado a una estructura de soporte (10) de tal manera que en al menos un estado operativo (N) el elemento de calentamiento en forma de marco (24) se superpone al elemento de presión en forma de marco (25) .
7. Dispositivo según la reivindicación 1, caracterizado porque los medios de presión (25) comprenden asimismo unos medios para transferir la energía térmica generada por los medios de calentamiento (24) , a la primera parte (5A) de dicha pared (4) transparente, a la segunda parte (3A) de dicha estructura de sujeción (2) y a la cinta de unión (6) .
8. Dispositivo según la reivindicación 7, caracterizado porque los medios de transferencia de calor y presión (25) están térmicamente separados en al menos dos elementos de transferencia de calor térmicamente distintos: un primer elemento para transferir calor a la primera parte (5A) de la pared (4) transparente y un segundo elemento de transferencia de calor que transfiere calor a la segunda parte (3A) de la estructura de sujeción (2) .
9. Dispositivo según la reivindicación 8, caracterizado porque los primer y segundo elementos de transferencia de calor están incorporados en un único cuerpo y están térmicamente separados entre sí mediante un elemento térmicamente aislante (28) .
10. Dispositivo según la reivindicación 1, caracterizado porque los medios de presión (25) comprenden unos medios (31, 32, 33) para enfriar la primera parte (5A) de dicha pared (4) transparente, la segunda parte (3A) de dicha
estructura de sujeción (2) y la cinta de unión (6) , una vez que los medios de calentamiento (29, 30) han calentado dichas partes al menos a la temperatura de fusión de la aleación de soldadura interpuesta.
Patentes similares o relacionadas:
Pieza estampada en caliente que tiene una junta soldada y método de fabricación para la pieza estampada en caliente, del 10 de Junio de 2020, de NIPPON STEEL CORPORATION: Un método de producción de una pieza estampada en caliente que tiene una junta soldada según la reivindicación, comprendiendo el método: una etapa de calentamiento […]
Rejilla de conjunto de combustible nuclear con resistencia a altas temperaturas, resistente a la corrosión, y con tolerancia a accidentes, del 6 de Mayo de 2020, de WESTINGHOUSE ELECTRIC COMPANY LLC: Un conjunto de combustible para un reactor nuclear que comprende: un conjunto paralelo y espaciado de una pluralidad de barras de combustible nuclear alargadas […]
Sistema para calificar las operaciones de soldadura manuales en tuberías y otras estructuras curvas, del 8 de Abril de 2020, de LINCOLN GLOBAL, INC.: Un sistema para calificar las operaciones de soldadura, que comprende: (a) un componente de generación de datos , en donde el componente de generación […]
Compuesto de chapa metálica, método para unir chapas y dispositivo de unión, del 4 de Marzo de 2020, de FFT Produktionssysteme GmbH & Co. KG: Un compuesto de chapa metalica, que es un constituyente de una parte de union movil o inamovible, especificamente una puerta, techo solar, puerta trasera, tapa […]
Intercambiador de calor, del 26 de Febrero de 2020, de DAIKIN INDUSTRIES, LTD.: Un intercambiador de calor que comprende: un par de cabezales dentro de los cuales fluye refrigerante; y múltiples tubos planos (11a a 11f) que […]
Conjunto superabrasivo soldado con unión de soldadura metálica activa con capa de alivio de tensión; procedimiento de fabricación de tal conjunto, del 19 de Febrero de 2020, de DIAMOND INNOVATIONS, INC.: Un conjunto superabrasivo soldado , que comprende: una capa superabrasiva ; una capa de alivio de tensión acoplada a la capa superabrasiva […]
Intercambiador de calor de tipo placa y procedimiento para fabricar el mismo, del 12 de Febrero de 2020, de NIPPON STEEL NISSHIN CO., LTD: intercambiador de calor de tipo placa, en el que una carcasa del intercambiador de calor comprende una pluralidad de componentes de tipo placa […]
Método y aparato para montar componentes ópticos, del 1 de Enero de 2020, de M Squared Lasers Limited: Un aparato de montaje óptico para montar uno o más componentes ópticos , comprendiendo el aparato una placa base que tiene una primera superficie en la […]