Sistema de soldeo de tiras de metal y proceso de soldeo de las mismas.
Sistema de soldeo de tiras de metal a lo largo de un plano de alimentación de dichas tiras que define un ejelongitudinal (X),
que comprende:
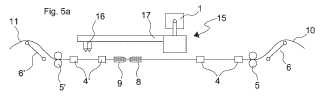
- una máquina operativa (15) provista con un cabezal láser (16) configurado para llevar a cabo, en una primeraposición de corte (13), tanto operaciones de corte para cortar una porción de cola de una primera tira (11) y unaporción de cabeza de una segunda tira (10) como operaciones de soldeo para soldar la cola de la primera tira(11) y la cabeza de la segunda tira (10), obteniendo de ese modo una tira soldada,
- unos primeros medios de colocación (5', 4', 9) configurados para colocar la cola de la primera tira (11) en unaprimera posición de corte a lo largo de dicho plano de alimentación;
- unos segundos medios de colocación (5, 4, 8) configurados para colocar la cabeza de la segunda tira (10) endicha primera posición de corte,
caracterizado por que dicha máquina operativa es un robot (15) configurado para trasladar dicho cabezal láser (16)desde dicha primera posición de corte hasta una segunda posición de corte (14) a lo largo de dicho eje longitudinal(X) para llevar a cabo un ranurado lateral mediante dicho cabezal láser (16) en la zona de conexión (12) de la tirasoldada cuando dicha tira soldada alcanza dicha segunda posición de corte.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/064924.
Solicitante: DANIELI & C. OFFICINE MECCANICHE S.P.A..
Inventor/es: VIGNOLO,LUCIANO, PETTARIN,SIRO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K101/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 101/00 Objetos fabricados por soldadura sin fusión, soldadura o corte. › Bandas u hojas de longitud indeterminada.
- B23K26/08 B23K […] › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Dispositivos que tiene un movimiento relativo entre el haz de rayos y la pieza.
- B23K26/26 B23K 26/00 […] › de costuras rectilíneas.
- B23K26/38 B23K 26/00 […] › mediante escariado o corte.
PDF original: ES-2402700_T3.pdf
Fragmento de la descripción:
Sistema de soldeo de tiras de metal y proceso de soldeo de las mismas
Campo de la invención [0001] La presente invención se refiere a un sistema de soldeo de tiras de metal de acuerdo con el preámbulo de la reivindicación 1, y a un proceso de soldeo de acuerdo con el preámbulo de la reivindicación 12, en particular para su uso en sistemas de producción de tiras de metal o en diferentes líneas de tratamiento de dichas tiras.
Estado de la técnica
En las líneas de tratamiento para la producción en frío de las tiras revestidas y/o desnudas, la tira debe pasar a través, de una forma sin discontinuidades, con el fin de evitar que se produzcan tiras rechazadas, tras detener la 15 tira en la sección de tratamiento.
Las secuencias de un proceso para unir dos tiras sucesivas a lo largo de una línea de tratamiento, que se denomina en lo sucesivo en el presente documento “proceso de soldeo” (debido a que el uso de las máquinas de remachado mecánico está restringido a unas pocas aplicaciones, principalmente para líneas de pintado) son:
- pasar la cola de una primera tira; -cortar el canto de la unión para la cola de la primera tira para preparar la misma; -fijar la cola por medio de unos tornillos de banco; -alimentar la cabeza de una segunda tira;
-cortar el canto de la unión para la cabeza de la segunda tira para preparar la misma; -fijar la cabeza por medio de unos tornillos de banco; -aproximar los dos bordes o cantos que van a soldarse; -soldar dichos cantos; -punzonar para reconocer el paso de soldeo; -abrir los tornillos de banco; -transferir la unión soldada a la máquina de ranurado lateral; -ranurar en sentido lateral la unión soldada; -aplicar tracción a una tira soldada y comenzar un nuevo ciclo de soldeo.
La etapa de corte para preparar los cantos que van a soldarse se lleva a cabo por medio de unas cizallas mecánicas. Debido al proceso de corte y desgarro de las cizallas mecánicas, la parte cortada presenta anomalías geométricas, tal como rebabas y desviación con respecto a la perpendicular, y la posible flexión del extremo cortado.
Estos aspectos afectan de forma negativa a la calidad de la unión soldada y comprometen el agarre durante el paso y el tratamiento en las líneas de laminado y procesamiento.
La unión debe permitir pasar de forma segura a través de la línea de tratamiento debido a que, en caso de rotura, además del rechazo del material presente en la sección de procesamiento, existen problemas en relación con la conservación de la funcionalidad del sistema y pueden tener lugar implicaciones en la seguridad para los 45 operarios del sistema.
Además, la rotura de la unión soldada detiene la actividad de producción durante el tiempo necesario para restaurar las condiciones de funcionamiento, generando de ese modo un perjuicio económico considerable para el gestor del sistema de producción.
El proceso de soldeo/ unión debe ser también flexible para permitir que se conecten unas tiras de espesor y anchura diferentes. El tiempo de fabricación de la unión es muy importante debido a que, con el fin de evitar que el proceso se detenga, se disponen unos sistemas de almacenamiento intermedio entre la sección de entrada (en la que se conectan las tiras) y el proceso. El tamaño de estos sistemas de almacenamiento intermedio y el coste de 55 inversión correspondiente están relacionados con la velocidad de proceso y con el tiempo muerto que tiene lugar en la sección de entrada.
Por estas razones, evitar la reelaboración de las uniones es muy importante debido a que, además de ser indicativo de un mal sistema de soldeo, esto ralentiza la producción e implica unos costes de fabricación más elevados.
Para tiras soldadas de diferente anchura, con el fin de evitar que queden atrapadas a la vez que se pasan a lo largo de la línea de tratamiento, en especial cuando se pasan desde una porción de tira estrecha hasta una porción de tira ancha, se crea una unión gradual entre las dos porciones soldadas de la tira usando una máquina de 65 corte apropiada, que se conoce como máquina de ranurado lateral o máquina recortadora de cantos.
El soldeo de tiras, a saber, el soldeo de la cola de una bobina previa a una cabeza de una bobina próxima, se lleva a cabo por medio de diversos procesos tales como:
- soldeo por resistencia con roldanas de soldeo; 5 -soldeo con antorchas de soldeo de MIG/TIG; -soldeo por láser.
El último proceso se ha desarrollado a lo largo de los últimos veinte años y ha sustituido a los otros procesos de unión, debido a que es un proceso fiable que no se ve muy influenciado por los efectos negativos en relación con la química de las tiras de acero que van a soldarse.
Las máquinas de soldeo incluyen un sistema de centrado y de guiado para la tira de entrada, unos tornillos de banco de fijación de cabeza de entrada, unos tornillos de banco de fijación de cola de salida, un sistema de centrado y de guiado para la tira de salida, un sistema de corte mecánico para cortar la cabeza y cola de las tiras, un sistema de soldeo.
El sistema de soldeo puede implementarse mediante el uso de los diversos procesos que se describen anteriormente. Un sistema de soldeo por láser se considera a continuación.
En las primeras aplicaciones de proceso de soldeo por láser, las máquinas de soldeo por láser se instalaban sobre unas máquinas de soldeo por resistencia. El cabezal láser se movía a lo largo de un eje y transversal a la dirección de desplazamiento x de la tira y, posiblemente, a lo largo del eje z, vertical y ortogonal a la línea de paso.
Una máquina de soldeo de tal tipo se describe en la patente JP11285876. La criticidad de una solución de este tipo está relacionada con el proceso de corte mecánico que, debido a su naturaleza, no puede suministrar unos bordes libres de defectos geométricos, tal como rebabas o desviaciones con respecto a la perpendicular.
Las tecnologías para usar el láser también para cortar y para preparar los cantos que van a soldarse se desarrollaron posteriormente. El desarrollo tecnológico condujo a la fabricación de unas máquinas combinadas capaces de unos procesos tanto de corte como de soldeo con unas lentes apropiadas. Unos bordes perfectamente regulares sin defectos de geometría pueden obtenerse por medio de un corte por láser controlado de forma apropiada.
Se han diseñado unas máquinas capaces de combinar tanto el recorte de bordes como el soldeo de los mismos usando un láser para la implementación de máquinas de soldeo para una línea de procesamiento de tiras de acero, tal como se describe en la patente JP20077313511. Tanto el cabezal de corte como el cabezal de soldeo se mueven a lo largo del eje y, transversal a la dirección de desplazamiento x de la tira, y a lo largo del eje z, vertical y ortogonal a la línea de paso.
El uso de estas máquinas de forma desventajosa implica la necesidad de continuar el uso de sistemas de recorte de cantos mecánico para los cantos de soldeo, con una carga evidente de costes de inversión y de tiempo.
Por lo tanto, se percibe la necesidad de fabricar un sistema de soldeo para tiras de metal que permite superar los inconvenientes que se mencionan anteriormente.
Sumario de la invención [0021] Un objeto principal de la presente invención es la provisión de un sistema de soldeo para tiras de metal que comprende un sistema de corte y de soldeo por láser capaz de moverse sobre tres ejes x, y y z y de llevar a cabo no solo unas operaciones de corte para preparar los cantos y las operaciones de soldeo, sino incluso las operaciones de ranurado lateral o recorte de cantos de la unión soldada, sin la necesidad de sistemas mecánicos específicos, con un ahorro considerable de costes y tiempos de inversión.
Otro objeto de la invención es la provisión de un sistema flexible capaz de cubrir una amplia gama de 55 productos en términos de tamaño y de características físico-químicas.
Un objeto adicional de la presente invención es la provisión de un proceso de soldeo correspondiente que sea rápido y preciso al mismo tiempo, reduciendo de ese modo los costes de producción a la vez que se garantiza una calidad de soldeo de tiras alta.
La presente invención propone, por lo tanto, conseguir los objetos que se analizan anteriormente mediante la provisión de un sistema de soldeo de tiras de metal a lo largo de un plano de alimentación de dichas tiras, de acuerdo con la reivindicación 1.
El cabezal láser se monta de forma ventajosa en un brazo de dicho robot, adecuado para trasladarse a lo largo de dicho eje longitudinal X, a lo largo de un primer eje Y ortogonal al eje... [Seguir leyendo]
Reivindicaciones:
1. Sistema de soldeo de tiras de metal a lo largo de un plano de alimentación de dichas tiras que define un eje longitudinal (X) , que comprende:
- una máquina operativa (15) provista con un cabezal láser (16) configurado para llevar a cabo, en una primera posición de corte (13) , tanto operaciones de corte para cortar una porción de cola de una primera tira (11) y una porción de cabeza de una segunda tira (10) como operaciones de soldeo para soldar la cola de la primera tira (11) y la cabeza de la segunda tira (10) , obteniendo de ese modo una tira soldada,
-unos primeros medios de colocación (5’, 4’, 9) configurados para colocar la cola de la primera tira (11) en una primera posición de corte a lo largo de dicho plano de alimentación; -unos segundos medios de colocación (5, 4, 8) configurados para colocar la cabeza de la segunda tira (10) en dicha primera posición de corte,
caracterizado por que dicha máquina operativa es un robot (15) configurado para trasladar dicho cabezal láser (16) desde dicha primera posición de corte hasta una segunda posición de corte (14) a lo largo de dicho eje longitudinal
(X) para llevar a cabo un ranurado lateral mediante dicho cabezal láser (16) en la zona de conexión (12) de la tira soldada cuando dicha tira soldada alcanza dicha segunda posición de corte.
5. Sistema de soldeo de acuerdo con la reivindicación 4, en el que dichos segundos medios de colocación (5, 4, 8)
comprenden una segunda pareja de rodillos motorizados (5) , unas segundas guías de centrado (4) y unos segundos medios de fijación (8) de la cabeza de la segunda tira (10) .
6. Sistema de soldeo de acuerdo con la reivindicación 5, en el que se proporcionan unos medios de movimiento para mover los medios de fijación primeros y/o segundos (9, 8) , controlados por dichos medios de detección y adaptados para permitir una traslación de dichos medios de fijación a lo largo del primer eje (Y) para alinear los planos de simetría verticales de la primera (11) y la segunda tira (10) y/o para permitir una traslación de dichos medios de fijación a lo largo del segundo eje (Z) para alinear los planos de simetría horizontales de la primera (11) y la segunda tira (10) con dicho plano de alimentación.
10. Sistema de soldeo de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que se proporcionan 60 unos medios de control para controlar el movimiento del cabezal láser (16) .
11. Sistema de soldeo de acuerdo con la reivindicación 10, en el que dichos medios de control comprenden unos encóders que se conectan directamente a unos motores eléctricos que controlan el movimiento de un brazo (17) del robot (15) a lo largo del eje longitudinal (X) , el primer eje (Y) y el segundo eje (Z) .
12. Proceso de soldeo de tiras de metal a lo largo de un plano de alimentación de dichas tiras, que define un eje longitudinal (X) , que puede llevarse a cabo por medio de un sistema de soldeo de acuerdo con una cualquiera de las reivindicaciones anteriores, que comprende las siguientes etapas:
-colocar la cola de una primera tira (11) en una primera posición de corte a lo largo de dicho plano de alimentación por medio de unos primeros medios de colocación (5’, 4’, 9) ; -colocar la cabeza de una segunda tira (10) en dicha primera posición de corte por medio de unos segundos medios de colocación (5, 4, 8) ; -cortar una porción de cola de la primera tira (11) y una porción de cabeza de la segunda tira (10) en dicha primera posición de corte por medio de un cabezal láser (16) de una máquina operativa (15) ; -soldar la cola de la primera tira (11) y la cabeza de la segunda tira (10) en dicha primera posición de corte por medio de dicho cabezal láser (16) con el fin de obtener una tira soldada,
caracterizado por las siguientes etapas:
- alimentar la tira soldada de tal modo que la zona de conexión (12) de dicha tira soldada se mueve desde dicha primera posición de corte (13) hasta una segunda posición de corte (14) a lo largo de dicho plano de alimentación; -trasladar el cabezal láser (16) a lo largo de dicho eje longitudinal (X) desde dicha primera posición de corte (13) hasta dicha segunda posición de corte (14) ; -ranurar en sentido lateral la tira soldada en los extremos de la zona de conexión (12) por medio del cabezal láser (16) en dicha segunda posición de corte (14) .
13. Proceso de soldeo de acuerdo con la reivindicación 12, en el que, antes de llevar a cabo la etapa de soldeo, se proporciona una detección de la posición del plano de simetría horizontal, respectivamente, de la cola de la primera tira (11) y de la cabeza de la segunda tira (10) con respecto al plano de alimentación, y una detección de la posición del plano de simetría vertical, respectivamente, de la cola de la primera tira (11) y de la cabeza de la segunda tira (10) , por medio de unos medios de detección.
14. Proceso de soldeo de acuerdo con la reivindicación 13, en el que, antes de llevar a cabo la etapa de soldeo, se proporciona el movimiento de los medios de fijación primeros y/o segundos (9, 8) , respectivamente, de la cola de la primera tira (11) y de la cabeza de la segunda tira (10) por medio de unos medios de movimiento controlados por dichos medios de detección con el fin de trasladar dichos medios de fijación a lo largo de un primer eje (Y) , ortogonal al eje longitudinal (X) y que se encuentra sobre dicho plano de alimentación, para alinear los planos de simetría verticales de la primera (11) y de la segunda tira (10) y/o con el fin de trasladar dichos medios de fijación a lo largo de un segundo eje (Z) , ortogonal al eje longitudinal (X) y al plano de alimentación, para alinear los planos de simetría horizontales de la primera (11) y de la segunda tira (10) con dicho plano de alimentación.
15. Proceso de soldeo de acuerdo con la reivindicación 14, en el que, antes de la etapa de soldeo, los primeros (9)
y/o los segundos (8) medios de fijación se trasladan a lo largo del eje longitudinal (X) por medio de dichos medios de movimiento, para separar de forma adecuada la cola de la primera tira (11) y la cabeza de la segunda tira (10) de acuerdo con unos parámetros de soldeo predeterminados.
Patentes similares o relacionadas:
Soldadura de piezas en bruto de acero, del 6 de Mayo de 2020, de AUTOTECH ENGINEERING, S.L: Un procedimiento para unir una primera pieza en bruto de acero y una segunda pieza en bruto de acero, en el que al menos una de la primera y segunda […]
Procedimiento para producir un anillo soldado, del 8 de Abril de 2020, de Oetiker Schweiz AG: Procedimiento para producir un anillo soldado, en el que una banda con una longitud correspondiente a la circunferencia del anillo es doblada para formar un anillo y soldada en […]
Procedimiento de preparación una chapa pre-revestida, con eliminación del revestimiento por medio de un rayo láser inclinado, chapa correspondiente, del 11 de Marzo de 2020, de Arcelormittal: Procedimiento de preparación de una chapa pre-revestida (1'; 1") con el fin de soldar la misma a otra chapa pre-revestida, que comprende las etapas sucesivas según las cuales: […]
Método para ensamblar dos componentes en el área de una zona de ensamblaje mediante al menos un rayo láser, y método para producir una costura de ensamblaje continua, del 4 de Diciembre de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Método para ensamblar dos componentes en el área de una zona de ensamblaje, que define las superficies libres que han de ser unidas de los dos componentes, […]
Procedimiento para soldar por láser por la cara frontal, las juntas de dos bridas de unión mantenidas juntas una a otra, del 24 de Julio de 2019, de KIRCHHOFF AUTOMOTIVE DEUTSCHLAND GMBH: Procedimiento para soldar por láser por la cara frontal, las juntas de dos bridas de unión mantenidas juntas una a otra de dos partners de unión […]
Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en el procedimiento de unión a tope, del 16 de Abril de 2019, de WISCO Tailored Blanks GmbH: Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en prensa, en particular acero de manganeso-boro, en la […]
Procedimientos para unir dos piezas en bruto y piezas en bruto y productos obtenidos, del 3 de Abril de 2019, de AUTOTECH ENGINEERING, S.L: Procedimiento para unir una primera pieza en bruto y una segunda pieza en bruto, en el que la primera pieza en bruto y/o la segunda pieza en bruto comprende un sustrato […]
 Proceso y aparato para la producción de láminas de acero aluminizado para soldadura y endurecimiento en prensa; pieza en bruto soldada correspondiente, del 13 de Febrero de 2019, de Arcelormittal: Un proceso de preparación de láminas para la fabricación de una pieza en bruto soldada de acero, que comprende las etapas sucesivas de:
- suministrar al menos […]
Proceso y aparato para la producción de láminas de acero aluminizado para soldadura y endurecimiento en prensa; pieza en bruto soldada correspondiente, del 13 de Febrero de 2019, de Arcelormittal: Un proceso de preparación de láminas para la fabricación de una pieza en bruto soldada de acero, que comprende las etapas sucesivas de:
- suministrar al menos […]