Producto de papel multicapas o similar, procedimiento para su producción y sistema correspondiente.
Material en banda multicapas (N), que comprende al menos tres capas unidas entre sí mediante encolado,
en elque
- una primera capa (V1) que forma una primera superficie exterior de dicho material presenta un primer patróncompuesto de unos primeros elementos decorativos (E1), formado cada uno de los mismos por por lo menos unaprotuberancia (P1) que sobresale hacia el interior de dicho material y que se obtiene gofrando dicha primeracapa (V1), presentando dichos primeros elementos decorativos una densidad no superior a 3 elementos/cm2.
- una segunda capa (V2) que forma una segunda superficie exterior de dicho material (N) presenta un segundopatrón compuesto de unos segundos elementos decorativos (E2), formado cada uno de los mismos por al menosuna protuberancia (P3) que sobresale hacia el interior de dicho material y se obtiene mediante el gofrado dedicha segunda capa (V2), con una densidad no inferior a 3 elementos/cm2;
- por lo menos una tercera capa (V3) está interpuesta entre dicha primera capa (V1) y dicha segunda capa (V2);
- por lo menos una primera cola (C1) se aplica en unas zonas correspondientes a por lo menos algunas de lasprotuberancias que definen dichos primeros elementos decorativos (E1) de la primera capa (V1);
- y los primeros y segundos elementos decorativos son diferentes entre sí y están distribuidos aleatoriamente losunos con respecto a los otros.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2005/000114.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA PER MUGNANO 55100 LUCCA ITALIA.
Inventor/es: GELLI, MAURO, MADDALENI,ROMANO, NENCIONI,GIOVANNI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31F1/07 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
- D21H27/02 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 27/00 Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas. › Papel con dibujos (revetimientos con dibujos D21H 19/66; estampado B31F 1/07; fabricación de imitación de papel moldeado en máquinas de fabricación de papel D21F 11/10).
- D21H27/30 D21H 27/00 […] › con varias capas (para la cobertura de superficies D21H 27/18).
PDF original: ES-2401660_T3.pdf
Fragmento de la descripción:
Producto de papel multicapas o similar, procedimiento para su producción y sistema correspondiente.
Campo técnico La presente invención se refiere a un material en banda, por ejemplo y en particular (aunque no exclusivamente) un producto realizado en papel tisú, como el utilizado para producir papel higiénico, papel de cocina, servilletas de papel, pañuelos de papel o similares.
Más específicamente, la invención se refiere a un material en banda, como un producto de papel tisú, del tipo de múltiples capas, es decir comprendido de varias capas unidas entre sí mediante encolado, algunas de ellas decoradas con gofrado.
Estado de la técnica La producción de artículos de papel tisú a menudo utiliza procesos de gofrado para obtener tanto características técnicas como decoración del producto acabado. El gofrado se realiza con varios tipos de dispositivos que comprenden por lo menos un cilindro de gofrado, equipado con una pluralidad de proyecciones o protuberancias distribuidas en su superficie y que cooperan con un rodillo de presión, normalmente provisto de una superficie elástica, por ejemplo realizada en caucho.
Un material en banda con una o más capas se alimenta entre el cilindro de gofrado y el rodillo de presión, y se deforma mediante el efecto de la presión con la que se presionan el rodillo de presión y el cilindro de gofrado entre 25 sí. La deformación, que puede ir acompañada por lo menos por una rotura parcial de las fibras que componen el material, provoca la formación de proyecciones o protuberancias en el material en banda. Se pueden gofrar varias láminas o capas de material en banda de forma separada y, a continuación, se juntan mediante encolado, aplicando una cola a las protuberancias de por lo menos una de las capas y laminando las capas entre dos cilindros o rodillos del dispositivo. Esto se refiere a un gofrado y una laminación y a dispositivos de gofrado y laminación. También se pueden unir una o más capas lisas mediante encolado y laminación a una o más capas gofradas.
Con el fin de obtener características estéticas y tecnicofuncionales particulares, se producen artículos con más de tres capas unidas entre sí. Los productos multicapas de este tipo presentan elevados niveles de resistencia, suavidad y absorción.
El documento WO-A-9944814 describe varios procedimientos y dispositivos para la producción de artículos gofrados y laminados. Algunos de estos artículos presentan más de dos capas encoladas entre sí. En una forma de realización descrita en el documento (Figura 3) se obtiene un producto con tres capas, que se gofran en un cilindro de gofrado con el que cooperan dos rodillos de presión. Se alimentan dos capas entre un primer rodillo de presión y
el cilindro de gofrado, y se les aplica una cola en las protuberancias antes de disponer una tercera capa. Posteriormente, se gofran las tres capas y se laminan entre el mismo cilindro de gofrado y un segundo rodillo de presión.
El documento EP-A-408248 describe un dispositivo en el que se llevan a cabo varias operaciones de gofrado o 45 laminación en dos capas. Después de la unión de las dos capas entre sí, se alimentan alrededor de un cilindro de gofrado con el que cooperan dos rodillos de presión.
El documento US-A-6.589.634 describe un dispositivo de gofrado-laminado “punta a punta”, en el que dos cilindros de gofrado cooperan con un rodillo de presión respectivo para gofrar de forma separada dos capas de papel. Se 50 aplica una cola a las protuberancias mediante dos dispensadores de cola que cooperan cada uno de los mismos con uno de los dos cilindros de gofrado. Las capas encoladas se laminan en una línea de contacto definida por los dos cilindros de gofrado, en los que se alimenta una tercera capa para obtener un producto de tres capas.
El documento WO-A-9708386 describe un dispositivo para la producción de un artículo con dos o más capas. En 55 dicho dispositivo, un cilindro de gofrado coopera con un primer rodillo de presión para gofrar una primera hoja compuesta de dos capas, en cuyas protuberancias se aplica una cola. Se gofra una segunda hoja entre un segundo cilindro de gofrado y un rodillo de presión respectivo y, posteriormente, se alimenta al primer cilindro de gofrado, apoyándose en las protuberancias con cola de la primera hoja.
El documento EP-A-1338412 describe un dispositivo de gofrado y laminación doble, que comprende un primer gofrado punta a punta y una unidad de laminación, con dos cilindros de gofrado y rodillos de presión respectivos, así como una segunda unidad de gofrado con un rodillo de presión y un rodillo de laminado que coopera con un tercer cilindro de gofrado. Se asocia un dispensador de cola respectivo con cada una de las unidades de gofrado-laminado. Esta compleja máquina está concebida para la producción de productos de cuatro capas.
El documento US-A-6.599.614 describe un dispositivo de gofrado y laminación punta a punta, en el que dos cilindros de gofrado cooperan con un rodillo de presión respectivo para gofrar dos capas de forma separada. Posteriormente, se laminan conjuntamente, con la interposición de una tercera capa, en la línea de contacto entre los dos cilindros de gofrado. Se puede aplicar cola a las protuberancias de las dos capas de gofrado.
Se describe un dispositivo similar en el documento US-A-5.736.223. Este dispositivo conocido está provisto de una unidad de cola asociada con cada uno de los dos cilindros de gofrado de la unidad punta a punta. Además, la tercera capa intermedia, que se alimenta en la línea de contacto entre los dos cilindros de gofrado, se gofra de forma separada entre un tercer cilindro de gofrado y un tercer rodillo de presión.
El documento US-A-6.551.691 describe un dispositivo para la producción de un material en banda gofrado de tres capas. Se gofra una primera capa entre un primer cilindro de gofrado y un primer rodillo de presión, mientras que se gofra una segunda capa entre un segundo cilindro de gofrado y un segundo rodillo de presión. Dichas capas gofradas de este modo se unen entre el segundo cilindro de gofrado y un rodillo de laminado, después de la inserción de una tercera capa entre los mismos. Se aplica una cola a la tercera capa, es decir, la central.
El documento US-A-5.382.464 describe un dispositivo de gofrado y laminación para la producción de un material de cuatro capas, que comprende cuatro cilindros de gofrado y cuatro rodillos de presión. Los cilindros de gofrado están en fase de manera que funcionen de punta a punta. Se prevén dos dispensadores de cola para la aplicación de cola a las protuberancias de dos de las cuatro capas, con anterioridad a la laminación recíproca.
Los dispositivos y procedimientos descritos en los documentos anteriores frecuentemente resultan complejos y difíciles de llevar a cabo. Además, a menudo no ofrecen una versatilidad suficiente, es decir, no permiten modificaciones al tipo de artículo obtenido.
Objetivos y sumario de la invención El objetivo de la invención es producir un producto que permita la obtención de efectos estéticos y tecnicofuncionales específicos y de mejora con respecto a los productos convencionales.
De acuerdo con un aspecto diferente, el objetivo de la invención es conseguir un procedimiento y una línea de producción para obtener un producto innovador.
Esencialmente, de acuerdo con un primer aspecto, la invención se refiere a un material en banda de múltiples capas que comprende por lo menos tres capas unidas entre sí mediante encolado, en el que:
- una primera capa que forma una primera superficie exterior de dicho material prevé un primer patrón compuesto de primeros elementos decorativos, formado cada uno de los mismos de por lo menos una protuberancia que se proyecta hacia la parte interior de dicho material y obtenida mediante el gofrado de dicha primera capa, presentando dichos primeros elementos decorativos una densidad de no más de 3 elementos/cm2;
- una segunda capa que forma una segunda superficie exterior de dicho material prevé un segundo patrón compuesto de segundos elementos decorativos, formado cada uno de los mismos de por lo menos una protuberancia que se proyecta hacia la parte interior de dicho material y obtenida mediante el gofrado de dicha segunda capa, con una densidad de no más de 3 elementos/cm2;
- por lo menos una tercera capa se interpone entre dicha primera capa y dicha segunda capa;
- por lo menos una primera cola se aplica en zonas correspondientes a por lo menos alguna de las protuberancias que definen dichos primeros elementos decorativos de la primera capa;
- y los primeros y los segundos elementos decorativos son diferentes entre sí y se distribuyen... [Seguir leyendo]
Reivindicaciones:
1. Material en banda multicapas (N) , que comprende al menos tres capas unidas entre sí mediante encolado, en el que
-una primera capa (V1) que forma una primera superficie exterior de dicho material presenta un primer patrón compuesto de unos primeros elementos decorativos (E1) , formado cada uno de los mismos por por lo menos una protuberancia (P1) que sobresale hacia el interior de dicho material y que se obtiene gofrando dicha primera capa (V1) , presentando dichos primeros elementos decorativos una densidad no superior a 3 elementos/cm2.
-una segunda capa (V2) que forma una segunda superficie exterior de dicho material (N) presenta un segundo patrón compuesto de unos segundos elementos decorativos (E2) , formado cada uno de los mismos por al menos una protuberancia (P3) que sobresale hacia el interior de dicho material y se obtiene mediante el gofrado de dicha segunda capa (V2) , con una densidad no inferior a 3 elementos/cm2;
-por lo menos una tercera capa (V3) está interpuesta entre dicha primera capa (V1) y dicha segunda capa (V2) ;
-por lo menos una primera cola (C1) se aplica en unas zonas correspondientes a por lo menos algunas de las protuberancias que definen dichos primeros elementos decorativos (E1) de la primera capa (V1) ;
-y los primeros y segundos elementos decorativos son diferentes entre sí y están distribuidos aleatoriamente los unos con respecto a los otros.
2. Material según la reivindicación 1, en el que dicha primera cola (C1) se aplica a la tercera capa (V3) en dichas zonas.
3. Material según la reivindicación 2, en el que dicha primera cola está realizada, de manera que se filtre por lo menos parcialmente a través de dicha tercera y dicha primera capa y encola recíprocamente dicha tercera capa (V3) a dicha primera capa (V1) , así como dicha tercera capa (V3) a dicha segunda capa (V2) .
4. Material según la reivindicación 1, en el que se aplica una segunda cola (C2) a la segunda capa (V2) en el nivel de por lo menos alguna de las protuberancias que definen dichos segundos elementos decorativos (E2) .
5. Material según la reivindicación 4, en el que dicha cola adhiere de forma recíproca la primera y segunda capas (V1, V3) y dicha segunda cola (C2) encola de forma recíproca dicha tercera capa y dicha segunda capa (V3; V2) .
6. Material según una o más de las reivindicaciones anteriores, en el que dicha primera capa (V1) presenta un gofrado de fondo (P2) .
7. Material según la reivindicación 6, en el que el gofrado de fondo de dicha primera capa está compuesto de unas protuberancias (P2) con una forma geométrica, de una altura menor que las protuberancias (P1) que forman dichos elementos decorativos (E1) .
8. Material según la reivindicación 6 o 7, en el que dicho gofrado de fondo de la primera capa presenta una densidad igual o superior a 8 protuberancias/cm2 y, preferentemente, igual o superior a 15 protuberancias/cm2.
9. Material según una o más de las reivindicaciones anteriores, en el que dicha segunda capa (V2) presenta un gofrado de fondo (P4) .
10. Material según la reivindicación 9, en el que el gofrado de fondo de dicha segunda capa está compuesto de unas protuberancias (P4) con una forma geométrica, de una altura menor que las protuberancias (P3) que forman dichos segundos elementos decorativos (E2) .
11. Material según la reivindicación 9 o 10, en el que dicho gofrado de fondo de la segunda capa presenta una densidad igual o superior a 8 protuberancias/cm2 y, preferentemente, igual o superior a 15 protuberancias/cm2.
12. Material según una o más de las reivindicaciones 9 a 11, en el que dicho gofrado de fondo de la segunda capa (V2) está aplanado al nivel de las protuberancias (P1) que forman los primeros elementos decorativos (E1) en dicha primera capa (V1) .
13. Material según una o más de las reivindicaciones anteriores, en el que por lo menos algunas de las protuberancias (P3) que definen dichos elementos decorativos (E2) están aplanadas al nivel de las respectivas protuberancias (P1) que definen dichos primeros elementos decorativos (E1) .
14. Material según una o más de las reivindicaciones anteriores, en el que dicha tercera capa (V3) está exenta de gofrado.
15. Material según una o más de las reivindicaciones anteriores, en el que dicha tercera capa (V3) está coloreada.
16. Material según una o más de las reivindicaciones anteriores, en el que dicha tercera capa (V3) presenta un patrón impreso.
17. Material según una o más de las reivindicaciones anteriores, en el que una o más de dichas primera, segunda y tercera capas está compuesta de dos o más láminas (S1, S2) .
18. Material según la reivindicación 17, en el que dichas una o más capas está unidas entre sí mediante unión de capas.
19. Material según la reivindicación 17 o 18, en el que dicha tercera capa está compuesta de dos o más capas.
20. Material según una o más de las reivindicaciones anteriores, en el que dicha por lo menos una tercera capa (V3) está encolada a la segunda capa mediante la laminación en las protuberancias que forman dichos segundos elementos decorativos (E2) .
21. Material según una o más de las reivindicaciones anteriores, en el que dicha primera y segunda colas son cromáticamente diferentes entre sí.
22. Material según una o más de las reivindicaciones anteriores, realizado en un rollo.
23. Material según la reivindicación 22, en el que por lo menos el primer patrón está compuesto de unos elementos decorativos (E1) simétricos con respecto a una línea recta paralela al eje del rollo (R) .
24. Procedimiento para la producción de un material en banda multicapas, que comprende las etapas siguientes:
-gofrar una primera capa (V1) que define una primera superficie exterior de dicho material que forma en la misma un primer patrón compuesto de unos primeros elementos decorativos (E1) formado cada uno de los mismos por al menos una protuberancia que sobresale hacia el interior de dicho material, presentando dichos primeros elementos una densidad no superior a 3 elementos/cm2.
-gofrar una segunda capa (V2) que define una segunda superficie exterior de dicho material que forma en la misma un patrón compuesto de unos segundos elementos decorativos (E2) , formado cada uno de los mismos por al menos una protuberancia que sobresale hacia el interior de dicho material, presentando dichos segundos elementos una densidad no superior a 3 elementos/cm2, siendo los primeros y segundos elementos decorativos diferentes entre sí y estando distribuidos aleatoriamente los unos con respecto a los otros, estando dichos primeros y segundos elementos decorativos distribuidos aleatoriamente entre sí;
- proporcionar por lo menos una tercera capa (V3) interpuesta entre dicha primera capa (V1) y dicha segunda capa (V2) ;
- aplicar por lo menos una primera cola (C1) en unas zonas correspondientes a por lo menos alguna de las protuberancias (P1) que definen dichos primeros elementos decorativos (E1) .
25. Procedimiento según la reivindicación 24, en el que dicha primera capa (V1) está gofrada en una primera unidad de gofrado (3) para formar en la misma dicho primer patrón, y dicha segunda capa (V2) está gofrada en una segunda unidad de gofrado (23) para formar dicho segundo patrón, siendo dicha segunda capa gofrada proporcionada desde dicha segunda unidad de gofrado (23) hasta dicha segunda unidad de gofrado (3) que se va a unir a dicha primera capa (V1) .
26. Procedimiento según la reivindicación 24 o 25, en el que dicha primera cola (C1) se aplica a la tercera capa (V3) al nivel de por lo menos algunas de las protuberancias (P1) que forman dichos primeros elementos decorativos.
27. Procedimiento según la reivindicación 26, en el que dicha primera cola está realizada para filtrarse por lo menos parcialmente a través de dicha tercera y dicha primera capa para encolar recíprocamente dicha tercera capa (V3) a dicha primera capa (V1) , así como dicha tercera capa (V3) a dicha segunda capa (V2) .
28. Procedimiento según la reivindicación 24 o 25, en el que dicha primera cola (C1) se aplica a la primera capa (V1) en el nivel de por lo menos alguna de las protuberancias (P1) , que definen dichos primeros elementos decorativos (E1) .
29. Procedimiento según la reivindicación 24 o 25, en el que dicha segunda cola (C2) se aplica a la segunda capa en el nivel de por lo menos algunas de las protuberancias (P3) que definen dichos segundos elementos decorativos (E2) .
30. Procedimiento según la reivindicación 28 o 29, en el que dicha primera cola (C1) encola de forma recíproca la primera y terceras capas (V1, V3) y dicha segunda cola (C2) encola de forma recíproca dicha tercera y segunda capas (V3; V2) .
31. Procedimiento según una o más de las reivindicaciones 24 a 31, en el que dicha primera capa (V1) está gofrada entre un primer rodillo de presión (7) y un primer cilindro de gofrado (5) provisto de unas proyecciones (5P) correspondientes a las protuberancias (P1) que forman dichos elementos decorativos (E1) , y dicha segunda capa (V2) está unida a dicha primera capa (V1) mediante la laminación de dicha primera capa (V1) y dicha segunda capa (V2) entre el primer cilindro de gofrado (5) y un primer rodillo de laminado (9) , con dicha por lo menos una tercera capa (V3) interpuesta entre la primera y la segunda capa.
32. Procedimiento según la reivindicación 31, en el que dicha primera cola (C1) se aplica a por lo menos alguna de las protuberancias (P1) producidas en dicha primera capa (V1) cuando está acoplada con dicho primer cilindro de gofrado (5) y en el que dicha segunda y tercera capas (V2, V3) , encoladas previamente entre sí en el nivel de por lo menos algunos de los segundos elementos decorativos (E2) , están colocadas en la primera capa (V1) y están laminadas entre el primer cilindro de gofrado (5) y el primer rodillo de laminado (9) después de la aplicación de la primera cola (C1) .
33. Procedimiento según una o más de las reivindicaciones 24 a 32, en el que dicha primera capa está gofrada previamente con un patrón de fondo (P2) .
34. Procedimiento según la reivindicación 33, en el que dicho patrón de fondo está aplanado al nivel de dichos primeros elementos decorativos.
35. Procedimiento según una o más de las reivindicaciones 24 a 34, en el que dicha segunda capa (V2) está gofrada entre un segundo rodillo de presión (27) y un segundo cilindro de gofrado (25) con unas proyecciones (25P) que se corresponden con las protuberancias (P3) que forman dichos segundos elementos decorativos (E2) , y dicha segunda capa (V2) está unida a dicha tercera capa (V3) mediante la laminación de dicha segunda capa (V2) y dicha tercera capa (V3) entre el segundo cilindro de gofrado (25) y un segundo rodillo de laminado (29) , estando dicho segundo cilindro de gofrado y dicho segundo rodillo de laminado dispuestos aguas arriba del primer cilindro de gofrado y del primer rodillo de laminado.
36. Procedimiento según la reivindicación 35, en el que dicha segunda cola (C2) se aplica a las protuberancias (P3) producidas en dicha segunda capa (V2) cuando se acopla con el segundo cilindro (25) , estando dicha tercera capa (V3) colocada en la segunda capa (V2) después de la aplicación de la segunda cola (C2) y laminada con la segunda capa (V2) entre el segundo cilindro de gofrado (25) y el segundo rodillo de laminado (29) .
37. Procedimiento según la reivindicación 35 o 36, en el que dicha segunda capa está previamente gofrada con un patrón de fondo (P4) .
38. Procedimiento según la reivindicación 37, en el que dicho patrón de fondo (P4) en la segunda capa (V2) está aplanado al nivel de dichos segundos elementos decorativos (E2) cuando la segunda capa (V2) está gofrada con dichos segundos elementos decorativos (E2) .
39. Procedimiento según por lo menos la reivindicación 33, en el que el gofrado de fondo (P2) de dicha primera capa (V1) está compuesto de unas protuberancias (P2) con una forma geométrica, de una altura menor que las protuberancias (P1) que forman dichos elementos decorativos (E2) .
40. Procedimiento según la reivindicación 33 o 39, en el que dicho gofrado de fondo (P2) de la primera capa (V1) presenta una densidad igual o superior a 8 protuberancias/cm2 y, preferentemente, igual o superior a 15 protuberancias/cm2.
41. Procedimiento según la reivindicación 37 o 38, en el que el gofrado de fondo de dicha segunda capa está compuesto de unas protuberancias con una forma geométrica de una altura menor que las protuberancias que forman dichos segundos elementos decorativos.
42. Procedimiento según la reivindicación 41, en el que dicho gofrado de fondo de la primera capa (V1) presenta una densidad igual o superior a 8 protuberancias/cm2 y, preferentemente, igual o superior a 15 protuberancias/cm2.
43. Procedimiento según las reivindicaciones 41 o 42, en el que dicho gofrado de fondo (P4) de la segunda capa (V2) está aplanado al nivel de las protuberancias (P1) que forman los primeros elementos decorativos (E1) en dicha primera capa (V1) cuando la primera capa (V1) , la segunda capa (V2) y la tercera capa (V3) están unidas entre sí.
44. Procedimiento según una o más de las reivindicaciones 24 a 43, en el que dicha tercera capa (V3) está exenta de gofrado.
45. Procedimiento según una o más de las reivindicaciones 24 a 44, en el que dicha tercera capa (V3) está impresa.
46. Procedimiento según una o más de las reivindicaciones 24 a 45, en el que una o más de dicha primera, segunda y tercera capas están formadas por dos o más láminas.
47. Procedimiento según la reivindicación 46, en el que dichas dos o más láminas están unidas entre sí mediante unión de capas.
48. Procedimiento según la reivindicación 46 o 47, en el que por lo menos dicha tercera capa está compuesta de dos
o más capas.
49. Procedimiento según una o más de las reivindicaciones 24 a 48, en el que dicha primer y segunda colas son cromáticamente diferentes entre sí.
50. Procedimiento según una o más de las reivindicaciones 24 a 49, en el que dicho material está realizado en un rollo (R) .
51. Procedimiento según la reivindicación 50, en el que por lo menos el primer patrón (E1) está compuesto de diseños simétricos con respecto a una línea recta paralela al eje del rollo.
52. Procedimiento según una o más de las reivindicaciones 24 a 51, en el que dicha tercera capa está coloreada.
53. Procedimiento según una o más de las reivindicaciones 24 a 52, en el que dichas protuberancias (P3) que forman los segundos elementos decorativos (E2) en la segunda capa (V2) están por lo menos parcialmente aplanados al nivel de las protuberancias (P1) que forman los primeros elementos decorativos (E1) .
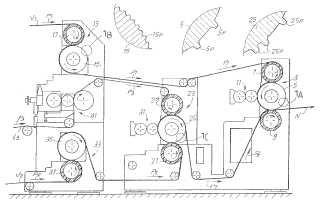
54. Dispositivo para la producción de un material en banda multicapas gofrado, que comprende:
-una primera unidad de gofrado-laminado (3) , que comprende un primer cilindro de gofrado (5) equipado con unas primeras proyecciones (5P) que definen un primer patrón para generar unos primeros elementos decorativos en una primera capa (V1) , un primer rodillo de presión (7) que coopera con dicho primer cilindro de gofrado (5) , un primer rodillo de laminado (9) y un primer dispensador de cola (11) dispuesto entre dicho primer rodillo de presión
(7) y dicho primer rodillo de laminado (9) ;
-una unidad de gofrado que comprende por lo menos un segundo cilindro de gofrado (25) equipado con unas segundas proyecciones (25P) que definen un segundo patrón para generar unos segundos elementos decorativos (E2) en una segunda capa (V2) , y un segundo rodillo de presión (27) que coopera con dicho segundo cilindro de gofrado (25) ;
-un primer recorrido (P1) para por lo menos una primera capa (V1) hacia y a través de dicha primera unidad de gofrado-laminado (3) ;
-un segundo recorrido (P2) para por lo menos una segunda capa (V2) hacia y a través de dicha segunda unidad de gofrado-laminado (23) ;
-un tercer recorrido (P3) para dicha tercera capa (V3) ;
- estando dicha primera y segunda unidades de gofrado y dicho primer y segundo recorridos para dicha primera y segunda capas dispuestos, de manera que dicho primero y segundo elementos decorativos estén aleatoriamente distribuidos los unos con respecto a los otros en dicha primera y segunda capas.
55. Dispositivo según la reivindicación 54, en el que dicha unidad de gofrado es una segunda unidad de gofradolaminado (23) y comprende: un segundo rodillo de laminado (29) que coopera con dicho segundo cilindro de gofrado y un segundo dispensador de cola (31) dispuesto entre dicho segundo rodillo de presión y dicho segundo rodillo de laminado.
56. Dispositivo según la reivindicación 55, en el que dicho tercer recorrido para la tercera capa se extiende hacia y a través de dicha segunda unidad de gofrado-laminado (23) .
57. Dispositivo según la reivindicación 54, 55, 56, que comprende a lo largo de dicho primer recorrido (P1) una primera unidad de gofrado secundaria (13) para producir un gofrado de fondo (P2) en dicha primera capa (V1) .
58. Dispositivo según una o más de las reivindicaciones 54 a 57, que comprende a lo largo de dicho segundo recorrido (P2) una segunda unidad de gofrado secundaria (33) para producir un gofrado de fondo (P4) en dicha segunda capa (V2) .
59. Dispositivo según una o más de las reivindicaciones 54 a 57, que comprende una unidad de impresión (41) .
60. Dispositivo según la reivindicación 59, en el que dicha unidad de impresión (41) está colocada a lo largo de dicho 5 tercer recorrido (P3) .
61. Dispositivo según una o más de las reivindicaciones 54 a 60, que comprende una unidad de unión de capas (51) .
62. Dispositivo según la reivindicación 61, en el que dicha unidad de unión de capas está dispuesta a lo largo de 10 dicho tercer recorrido (P3) .
Patentes similares o relacionadas:
Cartucho para rodillos de gofrado y dispositivo de gofrado que comprende el cartucho, del 22 de Abril de 2020, de FABIO PERINI S.P.A.: Cartucho para unos rodillos de gofrado (R; 251-257), que comprende: - una pluralidad de asientos de soporte (249; 249A-249E) para rodillos de […]
Máquina de troquelado con dispositivo de alineación, del 22 de Abril de 2020, de Masterwork Group Co., Ltd: Máquina de troquelado y/o gofrado de lecho plano con una estación de troquelado y/o gofrado que presenta una mesa superior y una mesa […]
 Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Máquina transformadora y método para fabricar papel de limpieza que tiene un gofrado decorativo por ambos lados, del 22 de Enero de 2020, de Hayata Kimya Sanayi Anonim Sirketi: Una máquina transformadora para producir un papel de limpieza que comprende una capa inferior externa , una capa superior externa y […]
Procedimiento y dispositivo con módulos y equipos seccionadores para sustratos en forma de pliego, del 4 de Septiembre de 2019, de KOENIG & BAUER AG: Dispositivo para el tratamiento de sustratos que comprende un alimentador y uno o varios primeros módulos de base , que presentan, […]
Hoja de tela absorbente crepada con gramaje local variable, del 10 de Julio de 2019, de GPCP IP Holdings LLC: Un procedimiento para fabricar una hoja celulósica de tela absorbente crepada, comprendiendo el procedimiento: (A) deshidratar en forma […]
Aparato y método para indicar la profundidad de una línea de doblado en un material, del 19 de Junio de 2019, de ELOPAK SYSTEMS AG: Un aparato para comprobar la profundidad de una línea de doblado en un material, comprendiendo el aparato un dispositivo de formación de línea de doblado […]
Procedimiento de fabricación de grabado en relieve sincronizado, del 18 de Junio de 2019, de FLOORING TECHNOLOGIES LTD.: Un procedimiento de fabricación de un producto , que comprende: ubicar una hoja empapada con resina que tiene un motivo decorativo sobre una placa […]