PROCEDIMIENTO Y MEDIOS DE EMPALME DE CONDUCCIONES.
Procedimiento y medios de empalme de conducciones, que incluyen:
un primer elemento y un segundo elemento, incluyendo dicho segundo elemento un apéndice que parte integralmente de la superficie interior del extremo de dicho segundo elemento y se extiende coaxialmente con relación al extremo de dicho segundo elemento, creándose una cavidad cilíndrica; una soldadora eléctrica con una placa metálica de soporte, una primera pieza metálica de calentamiento provista de un saliente metálico, y una segunda pieza metálica de calentamiento; dicha placa de soporte calienta dichas piezas; dicho primer elemento se aplica a dicha primera pieza y dicho segundo elemento se aplica a dicha segunda pieza; las superficies interior y exterior del extremo de dicho primer elemento, la superficie externa de dicho apéndice y la superficie interna del extremo de dicho segundo elemento se calientan; dicho primer elemento se aplica en dicha cavidad; las superficies calentadas se enfrían.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201131780.
Solicitante: MULTITUBO MONTAJE Y DISTRIBUCION, S.L..
Nacionalidad solicitante: España.
Inventor/es: GUTIERREZ PEREZ,Carlos Alberto, ITURRIAGA SOLER,Santiago.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16L33/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › Dispositivos para empalmar las mangas a órganos rígidos; Empalmes rígidos para mangas, p. ej. elementos unitarios que enlazan simultáneamente en dos mangas (empalmes o accesorios de empalme especialmente adaptados para ser hechos de materiales plásticos o para ser utilizados con tubos en materiales plásticos F16L 47/00).
Fragmento de la descripción:
Procedimiento y medios de empalme de conducciones.
CAMPO DE LA INVENCIÓN
La presente invención se refiere a un procedimiento y unos medios de empalme de conducciones. Más concretamente, la presente invención se refiere a un procedimiento y unos medios de empalme de conducciones destinados a empalmar un elemento de extremo cilíndrico de pared estratificada que comprende una capa interior de material plástico, una capa exterior de material plástico, una capa intermedia de material metálico y, opcionalmente, al menos una interfaz de adhesivo entre las capas, a un elemento de extremo cilíndrico de pared de material plástico o de pared estratificada que comprende una capa interior de material plástico, una capa exterior de material plástico, una capa intermedia de material metálico y, opcionalmente, al menos una interfaz de adhesivo entre las capas.
En general, el material estratificado que comprende una capa interior de material plástico, una capa exterior de material plástico, una capa intermedia de material metálico y, opcionalmente, al menos una interfaz de adhesivo entre las capas se denomina multicapas y, por extensión, los objetos fabricados de este material se denominan igualmente multicapas.
Por lo tanto, la invención está encuadrada principalmente en el sector de las estructuras de conducción de fluidos. Es particularmente aplicable al sector de la construcción para el suministro de agua fría y caliente en estructuras de fontanería, calefacción y suelo radiante.
ANTECEDENTES DE LA INVENCIÓN
En primer lugar, hay que tener en cuenta que una conducción suele montarse in situ, en el lugar de instalación, a partir de elementos tales como tuberías, accesorios, juntas, etc., pues generalmente forma una red de tuberías de gran longitud que no puede premontarse industrialmente y llevarse ya montada al lugar de instalación. Por ello, los empalmes necesarios para el montaje se deben poder hacer rápidamente, con aparataje portátil y de manera segura.
Es conocido fabricar y empalmar por soldadura tuberías de material metálico. Sin embargo, el coste asociado a la fabricación y el empalme de tuberías de material metálico es elevado. Además, las tuberías de material metálico son pesadas y, debido a su forma alargada, son muy rígidas hasta una cierta longitud pasada la cual son susceptibles de combarse hasta llegar a sufrir un doblez con aplastamiento, todo lo cual complica su transporte. También hay que tener en cuenta que algunos materiales metálicos pueden reaccionar con alguno de los fluidos que discurren por su interior y por lo tanto no se pueden utilizar. Por último, la soldadura es un procedimiento con un riesgo elevado y que tiene que ser realizado por una persona especializada.
Es conocido igualmente fabricar y empalmar por fusión tuberías de material plástico. El coste asociado a la fabricación y el empalme de tuberías de material plástico es inferior que para tuberías de material metálico. Además, las tuberías de material plástico son generalmente más estables químicamente ante los fluidos que las tuberías de material metálico. Sin embargo, las características estructurales de las tuberías de material plástico son más pobres que las de las tuberías de material metálico en condición instalada.
Se han desarrollado por lo tanto tuberías multicapas. El coste asociado a la fabricación y el empalme de tuberías multicapas sigue siendo relativamente bajo, y además muestran ventajas propias tanto de las tuberías de material metálico como de las tuberías de material plástico: su peso sigue siendo relativamente bajo y su maleabilidad sigue siendo relativamente alta, por lo que son fáciles de transportar, y están recubiertas de plástico, por lo que siguen siendo generalmente estables químicamente ante los fluidos.
Sin embargo, los procedimientos y medios conocidos para empalmar las tuberías multicapas son los desarrollados para empalmar tuberías de material plástico. No existen procedimientos y medios especialmente desarrollados para empalmar tuberías multicapas que aprovechen de manera óptima todas las características específicas del material multicapas.
Por ejemplo, el procedimiento más extendido para empalmar por fusión dos elementos de una conducción, de los cuales al menos uno es un elemento multicapas, consiste en: proporcionar un primer elemento multicapas con un diámetro exterior sensiblemente igual al diámetro interior de un segundo elemento, siendo dicho segundo elemento un elemento de material plástico o un elemento multicapas; calentar exteriormente el extremo de dicho primer elemento multicapas y calentar interiormente el extremo de dicho segundo elemento hasta el punto en el que la superficie exterior del extremo de dicho primer elemento multicapas y la superficie interior del extremo de dicho segundo elemento están derretidas pero no fluyen; deslizar el extremo de dicho primer elemento adentro del extremo de dicho segundo elemento de manera coaxial; dejar enfriar el conjunto de dichos elementos primero y segundo, creándose así una junta fundida entre ellos.
En dicho procedimiento se usa una soldadora eléctrica que consiste en una placa metálica vertical de soporte que se calienta al encender la soldadora y que tiene un agujero de acoplamiento en el que se pueden acoplar piezas metálicas cilíndricas de calentamiento de distintos diámetros, generalmente una a cada lado de la placa de soporte mediante un vástago roscado que pasa por dicho agujero de acoplamiento y por agujeros correspondientes del fondo de cada pieza de calentamiento. Se escoge una pieza de calentamiento cuyo diámetro interior coincide con el diámetro exterior de un primer elemento y una pieza de calentamiento cuyo diámetro exterior coincide con el diámetro interior de un segundo elemento. Tales piezas de calentamiento se acoplan a la placa de soporte de la soldadora (una por cada lado, unidas con el vástago a través del agujero de acoplamiento de la placa de soporte) , se enciende la soldadora y la placa de soporte se calienta, calentando a su vez las piezas de calentamiento hasta una temperatura predeterminada en función del material de los elementos. El primer elemento y el segundo elemento se aplican en dichas piezas de calentamiento, hasta el punto en el que la superficie exterior del extremo del primer elemento y la superficie interior del extremo del segundo elemento están derretidas pero no fluyen. Se inserta el extremo del primer elemento dentro del extremo del segundo elemento y se deja que el conjunto se enfríe hasta formarse la consiguiente junta.
Dicho procedimiento presenta ciertos de inconvenientes. No hay ningún medio de centrado durante la aproximación de los elementos entre sí, por lo que el contacto se puede producir de manera muy descentrada. El deslizamiento es forzado, con rozamiento, lo cual generalmente arrastra material y reduce el espesor de las capas de material plástico que participan en la junta. De hecho, si el contacto se da de manera muy descentrada, podría llegar a darse el caso de que la capa exterior de material plástico del primer elemento multicapas desapareciese totalmente en alguna zona, poniendo en peligro la estanqueidad. En cualquier caso, no se puede verificar el estado de la junta. La junta proporcionada deja al descubierto el borde de la capa de material metálico de dicho primer elemento, y por lo tanto entrará en contacto con el fluido que discurra por el interior de la conducción.
SUMARIO DE LA INVENCIÓN
Un objeto de la invención es pues proporcionar un procedimiento de empalme de conducciones. Más concretamente, la presente invención se refiere a un procedimiento de empalme de conducciones destinado a empalmar un primer elemento de extremo cilíndrico de pared multicapas a un segundo elemento de extremo cilíndrico de pared de material plástico o multicapas.
El procedimiento de empalme de conducciones de la invención incluye: proporcionar un primer elemento con un extremo cilíndrico de pared multicapas y un segundo elemento con un extremo cilíndrico de pared de material plástico o multicapas, incluyendo dicho segundo elemento un apéndice de material plástico que parte integralmente de la superficie interior de material plástico del extremo de dicho segundo elemento y se extiende coaxialmente con relación al extremo de dicho segundo elemento hasta que el borde libre de dicho apéndice está situado más allá del borde libre del extremo de dicho segundo elemento, creándose una cavidad cilíndrica entre dicho apéndice y el extremo de dicho segundo elemento, estando dicho apéndice provisto interiormente de un manguito metálico cilíndrico que se extiende desde el borde libre de dicho apéndice hasta al menos llegar al nivel del fondo de dicha...
Reivindicaciones:
1. Procedimiento de empalme de conducciones destinado a empalmar un primer elemento de extremo cilíndrico de pared multicapas a un segundo elemento de extremo cilíndrico de pared de material plástico o multicapas, caracterizado porque incluye, en cualquier orden técnicamente posible:
- proporcionar un primer elemento (1) con un extremo cilíndrico (3) de pared multicapas y un segundo elemento (2) con un extremo cilíndrico (4) de pared de material plástico o multicapas, incluyendo dicho segundo elemento (2) un apéndice (6) de material plástico que parte integralmente de la superficie interior de material plástico del extremo (4) de dicho segundo elemento (2) y se extiende coaxialmente con relación al extremo (4) de dicho segundo elemento (2) hasta que el borde libre (8) de dicho apéndice (6) está situado más allá del borde libre (12) del extremo (4) de dicho segundo elemento (2) , creándose una cavidad cilíndrica
(14) entre dicho apéndice (6) y el extremo (4) de dicho segundo elemento (2) , estando dicho apéndice (6) provisto interiormente de un manguito metálico cilíndrico (16) que se extiende desde el borde libre (8) de dicho apéndice (6) hasta al menos llegar al nivel del fondo de dicha cavidad (14) ;
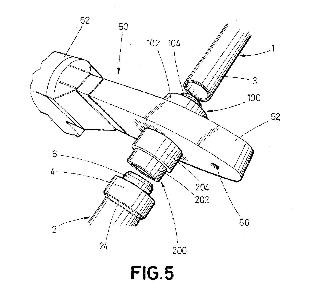
- proporcionar una soldadora eléctrica (50) con una placa metálica (52) de soporte que se calienta al alimentar eléctricamente la soldadora (50) , una primera pieza metálica cilíndrica (100) de calentamiento que comprende un primer tramo operativo (102) cuyo diámetro interno es esencialmente igual al diámetro externo del extremo (3) de dicho primer elemento (1) , y una segunda pieza metálica cilíndrica (200) de calentamiento que comprende un único tramo operativo (202) cuyo diámetro interno es esencialmente igual al diámetro externo de dicho apéndice (6) de dicho segundo elemento (2) y cuyo diámetro externo es esencialmente igual al diámetro interno del extremo (4) de dicho segundo elemento (2) , estando provista dicha primera pieza
(100) de calentamiento de un saliente metálico que tiene un segundo tramo operativo (104) cuyo diámetro externo es esencialmente igual al diámetro interno del extremo (3) de dicho primer elemento (1) ;
- aplicar dicha primera pieza (100) de calentamiento y dicha segunda pieza (200) de calentamiento a dicha placa (52) de soporte;
-alimentar eléctricamente dicha soldadora (50) de modo que dicha placa (52) de soporte se calienta y dicha placa (52) de soporte calienta dicha primera pieza (100) de calentamiento y dicha segunda pieza (200) de calentamiento hasta que dichos tramos operativos (102, 104; 202) alcanzan una temperatura operativa predeterminada;
- aplicar el extremo (3) de dicho primer elemento (1) entre el primer tramo operativo (102) y el segundo tramo operativo (104) de dicha primera pieza (100) de calentamiento y aplicar el extremo (4) de dicho segundo elemento (2) alrededor de dicho tramo operativo único (202) de dicha segunda pieza (2) de calentamiento de modo que dicho tramo operativo único (202) se introduce en dicha cavidad (14) de dicho segundo elemento (2) ;
- dejar que las superficies interior y exterior del extremo (3) de dicho primer elemento (1) , la superficie externa de dicho apéndice (6) y la superficie interna del extremo (4) de dicho segundo elemento (2) se calienten hasta alcanzar un estado derretido pero no fluyente predeterminado;
- desaplicar los extremos (3; 4) de dichos elementos de dichos tramos operativos (102, 104; 202) , y aplicar el extremo (3) de dicho primer elemento (1) en dicha cavidad (14) de dicho segundo elemento (2) ;
-dejar que las superficies calentadas se enfríen, de modo que la superficie interna del extremo (3) de dicho primer elemento (1) se une por fusión a la superficie externa de dicho apéndice (6) y la superficie externa del extremo (3) de dicho primer elemento (1) se une por fusión a la superficie interna del extremo (4) de dicho segundo elemento (2) .
2. Medios de empalme de conducciones destinados a ser usados para empalmar un primer elemento de extremo cilíndrico de pared multicapas a un segundo elemento de extremo cilíndrico de pared de material plástico o multicapas, caracterizados porque incluyen:
- un primer elemento (1) con un extremo cilíndrico (3) de pared multicapas y un segundo elemento (2) con un extremo cilíndrico (4) de pared de material plástico o multicapas, incluyendo dicho segundo elemento (2) un apéndice (6) de material plástico que parte integralmente de la superficie interior de material plástico del extremo (4) de dicho segundo elemento (2) y se extiende coaxialmente con relación al extremo (4) de dicho segundo elemento (2) hasta que el borde libre (8) de dicho apéndice (6) está situado más allá del borde libre
(12) del extremo (4) de dicho segundo elemento (2) , creándose una cavidad cilíndrica (14) entre dicho apéndice (6) y el extremo (4) de dicho segundo elemento (2) , estando dicho apéndice (6) provisto interiormente de un manguito metálico cilíndrico (16) que se extiende desde el borde libre (8) de dicho apéndice (6) hasta al menos llegar al nivel del fondo de dicha cavidad (14) ;
- una soldadora eléctrica (50) con una placa metálica (52) de soporte que se calienta al alimentar eléctricamente la soldadora (50) , una primera pieza metálica cilíndrica (100) de calentamiento que comprende un primer tramo operativo (102) cuyo diámetro interno es esencialmente igual al diámetro externo del extremo
(3) de dicho primer elemento (1) , y una segunda pieza metálica cilíndrica (200) de calentamiento que comprende un único tramo operativo (202) cuyo diámetro interno es esencialmente igual al diámetro externo de dicho apéndice (6) de dicho segundo elemento (2) y cuyo diámetro externo es esencialmente igual al diámetro interno del extremo (4) de dicho segundo elemento (2) , estando provista dicha primera pieza (100) de calentamiento de un saliente metálico que tiene un segundo tramo operativo (104) cuyo diámetro externo es esencialmente igual al diámetro interno del extremo (3) de dicho primer elemento 1, siendo dicha primera pieza (100) de calentamiento y dicha segunda pieza (200) de calentamiento aplicables operativamente a dicha placa (52) de soporte.
3. Medios de empalme de conducciones de acuerdo con la reivindicación 2, caracterizados porque al menos una de la superficie exterior de dicho apéndice (6) o la superficie interior del extremo (4) de dicho segundo elemento (2) que están enfrentadas entre sí en condición ensamblada está inclinada con relación al eje común del apéndice (6) y el extremo (4) de dicho segundo elemento (2) , de modo que la separación entre la superficie exterior de dicho apéndice (6) y la superficie interior del extremo (4) de dicho segundo elemento (2) al nivel del borde libre (12) del extremo (4) de dicho segundo elemento (2) es al menos igual al grosor del extremo (3) de dicho primer elemento (1) y de modo que la separación entre la superficie exterior de dicho apéndice (6) y la superficie interior del extremo (4) de dicho segundo elemento (2) al nivel del fondo de dicha cavidad (14) es inferior al grosor del extremo (3) de dicho primer elemento (1) .
4. Medios de empalme de conducciones de acuerdo con la reivindicación 2 ó 3, caracterizados porque la superficie interna del extremo (4) de dicho segundo elemento (2) incluye al menos un rebaje (18) que se abre en el borde libre (12) del extremo (4) de dicho segundo elemento (2) y se extiende hacia el fondo de dicha cavidad (14) .
5. Medios de empalme de conducciones de acuerdo con una cualquiera de las reivindicaciones 2 a 4, caracterizados porque el extremo (4) de dicho segundo elemento (2) incluye al menos un agujero (20) de purga que desemboca en dicha cavidad (14) .
6. Medios de empalme de conducciones de acuerdo con una cualquiera de las reivindicaciones 2 a 5, caracterizados porque la superficie interna de dicho apéndice (6) está unida a la superficie interna del resto de dicho segundo elemento (2) sin solución de continuidad.
7. Medios de empalme de conducciones de acuerdo con la reivindicación 6, caracterizados porque la superficie interna de dicho apéndice (6) está unida a la superficie interna del resto de dicho segundo elemento (2) sin solución de continuidad manteniendo un mismo diámetro.
Patentes similares o relacionadas:
Manguera extensible y conjunto de manguera, del 30 de Enero de 2019, de De Nora, Paolo: Manguera extensible para el riego de jardines, que comprende un elemento tubular interno adecuado, en uso, para ser atravesado por […]
Conducto de combustible con conectores de conductos, del 23 de Noviembre de 2018, de VERITAS AG: Conducto de combustible destinado para el transporte de combustible, comprendiendo: una parte tubular , presentando dicha parte […]
MANGO DE DOBLE USO PARA LÍNEAS DE SUMINISTRO, del 15 de Junio de 2017, de COFLEX, S.A. DE C.V.: La presente divulgación se refiere a un mango para apretar conectores de líneas de suministro de plomería y un método para instalar y utilizar dicho […]
Grifería sanitaria con su correspondiente conducto para fluidos, del 10 de Mayo de 2017, de Hansgrohe SE: Conducto para fluidos para grifería sanitaria que comprende - una pieza del conducto de unión hecho de un material plástico elástico, - un primer manguito […]
Manguito de sellado con detección de fuga, del 8 de Febrero de 2017, de Eaton Intelligent Power Limited: Manguito de sellado con detección de fuga que comprende una capa absorbente y una disposición de sensor , en donde la capa absorbente se configura […]
Un racor extremo para un tubo albergado por una cavidad y un método de instalación de un tubo en una cavidad, del 16 de Noviembre de 2016, de WATSON-MARLOW BREDEL B.V: Un racor extremo para un tubo albergado por una cavidad, comprendiendo el racor extremo: un soporte que tiene un primer borde (14b) de contacto […]
Dispositivo de distribución con difusor móvil y base fija que comprende una bomba eléctrica de tamaño reducido, del 1 de Julio de 2015, de Maîtrise Et Innovation: Dispositivo de envasado y de distribución para un producto líquido o semilíquido que comprende un difusor móvil, que comprende al menos […]
 SISTEMA DE CONEXIÓN PARA CONECTAR UNA TUBERÍA PEX CON UN FITTING QUE INCLUYE UNA ABRAZADERA, del 14 de Mayo de 2015, de THC CHILE S.A: Sistema de conexión, que involucra bajos costos de fabricación e instalación, para conectar una tubería PEX, o lo similar, con un fitting […]
SISTEMA DE CONEXIÓN PARA CONECTAR UNA TUBERÍA PEX CON UN FITTING QUE INCLUYE UNA ABRAZADERA, del 14 de Mayo de 2015, de THC CHILE S.A: Sistema de conexión, que involucra bajos costos de fabricación e instalación, para conectar una tubería PEX, o lo similar, con un fitting […]