Prensa mecánica adaptada a procesos de conformado, en particular procesos de conformado en caliente.
Prensa mecánica adaptada para procesos de conformado, particularmente de conformado en caliente,
que comprende unos troqueles (2b, 3b) adaptados para conformar una pieza, un motor, un cigüeñal (6) acoplado al motor a través de unos medios de transmisión (5) un mecanismo de biela-manivela (8) que acopla uno de los troqueles (2b, 3b) al cigüeñal (6), y al menos un casquillo de lubricación (10) fijado al mecanismo de biela-manivela (8). El casquillo de lubricación (10) comprende en una superficie interior, una primera zona adaptada para lubricar el cigüeñal (6) en régimen hidrostático que soporta la carga en condiciones de arranque o parada de la prensa mecánica (1) y una segunda zona, dispuesta sustancialmente opuesta a dicha primera zona, adaptada para lubricar el casquillo de lubricación (10) en régimen hidrodinámico durante el resto del tiempo de funcionamiento de la prensa mecánica (1).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201130131.
Solicitante: FAGOR, S.COOP..
Nacionalidad solicitante: España.
Inventor/es: MARTINEZ ORTIZ DEL RIO,IÑAKI, BIKANDI BIKANDI,Mikel.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21J3/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › Lubrificación durante el forjado o el prensado (lubrificación en general F16N).
Fragmento de la descripción:
Prensa mecánica adaptada a procesos de conformado, en particular procesos de conformado en caliente.
SECTOR DE LA TÉCNICA
La presente invención se relaciona con prensas mecánicas adaptadas a procesos de conformado, tales como estampación o forja, en los cuales los troqueles de dicha prensa mecánica deben mantenerse cerrados durante un tiempo, en particular procesos de estampación en caliente en los cuales se enfría la pieza conformada dentro de los troqueles cerrados.
ESTADO ANTERIOR DE LA TÉCNICA
Son conocidas las prensas mecánicas que comprenden un troquel inferior dispuesto en una bancada, una parte superior que incluye un troquel superior desplazable a lo largo de unas guías, con respecto a la bancada, un motor que acciona dicha prensa, y un cigüeñal, disponiéndose el motor acoplado al cigüeñal por medio de unos medios de transmisión. Además, la prensa mecánica comprende un mecanismo biela-manivela que acopla el cigüeñal al troquel superior transmitiendo el movimiento del cigüeñal al troquel superior, desplazándose dicho troquel superior a lo largo de las guías.
De modo general, las prensas mecánicas adaptadas a procesos de conformado como la estampación o forja, operan continuamente sin detenerse en el punto muerto inferior, utilizándose cojinetes que operan en régimen hidrodinámico. En este tipo de máquinas es conocido el uso de cojinetes hidrodinámicos tal y como el que se divulga en US 7, 024, 913 B3.
EXPOSICIÓN DE LA INVENCIÓN
El objeto de la invención es proporcionar una prensa mecánica adaptada para procesos de conformado, particularmente de conformado en caliente.
La prensa mecánica según la invención comprende unos troqueles adaptados para conformar una pieza, un motor, un cigüeñal acoplado al motor a través de unos medios de transmisión, un mecanismo de biela-manivela adaptado para acoplar uno de los troqueles al cigüeñal.
La prensa mecánica comprende un casquillo de lubricación acoplado al mecanismo de biela-manivela en cuyo interior se dispone alojado el cigüeñal.
El casquillo de lubricación comprende en una superficie interior, una primera zona adaptada para lubricar el cigüeñal en régimen hidrostático, que soporta la carga en condiciones de arranque o parada de la prensa mecánica, y una segunda zona, dispuesta sustancialmente opuesta a dicha primera zona, adaptada para lubricar el cigüeñal en régimen hidrodinámico, durante el resto del tiempo de funcionamiento de la prensa mecánica.
Las dos zonas diferenciadas de lubricación en el casquillo de lubricación comprendido en dicha prensa mecánica, posibilitan la utilización de prensas mecánicas en procesos de conformado en caliente, durante los cuales la pieza a conformar se enfría dentro de los troqueles. De este modo, la prensa mecánica puede trabajar parando en el punto muerto durante un tiempo determinado, hasta que se enfríe la pieza y volver a arrancar, soportando dicho casquillo de lubricación la carga generada, y por otro lado, operar durante el resto del tiempo de funcionamiento de la prensa con una lubricación hidrodinámica, que posibilita una lubricación óptima a un coste más reducido que la lubricación hidrostática.
Estas y otras ventajas y características de la invención se harán evidentes a la vista de las figuras y de la descripción detallada de la invención.
DESCRIPCIÓN DE LOS DIBUJOS
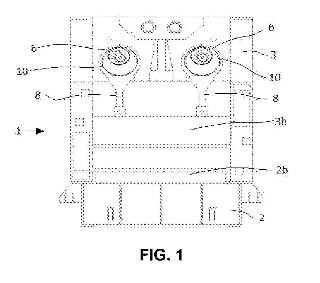
La FIG. 1 muestra una vista seccionada de una prensa mecánica según la invención que comprende un casquillo de lubricación según la invención.
La FIG. 2 muestra una vista en perspectiva parcialmente seccionada del acoplamiento de un cigüeñal a un mecanismo de biela-manivela comprendidos ambos en la prensa mecánica mostrada en la figura 1.
La FIG.3 muestra una sección longitudinal de casquillo de lubricación mostrado en la figura 1.
La FIG. 4 muestra una sección transversal del casquillo de lubricación mostrado en la figura 3 según una línea de corte IV-IV.
La FIG. 5 muestra una vista seccionada en perspectiva del casquillo de lubricación mostrado en la figura 1.
La FIG. 6 muestra otra vista seccionada en perspectiva del casquillo de lubricación mostrado en la figura 1.
EXPOSICIÓN DETALLADA DE LA INVENCIÓN
En la figura 1 se muestra una sección longitudinal de una prensa mecánica 1 que comprende una bancada 2 sobre la cual se soporta un troquel inferior 2b y una parte superior 3 que incluye un troquel superior 3b desplazable a lo largo de unas guías, no representadas, con respecto a la bancada 2, disponiéndose las guías sustancialmente ortogonales a la bancada y a la parte superior 3. La prensa mecánica 1 comprende un motor no representado en las figuras alojado en la parte superior 3, un cigüeñal 6, y unos medios de transmisión, no representados, que acoplan el cigüeñal 6 al motor. Además, la prensa mecánica 1 comprende un mecanismo de biela-manivela 8 que acopla el cigüeñal 6 al troquel superior 3b transmitiendo el movimiento del cigüeñal 6 al troquel superior 3b, desplazándose dicho troquel superior 3b a lo largo de las guías.
La prensa mecánica 1 durante su funcionamiento transforma el movimiento rotativo del cigüeñal 6 en un desplazamiento del troquel superior 3b, variando la fuerza generada por dicha prensa mecánica 1 a largo de su recorrido en función del ángulo de aplicación de la fuerza, generándose la mayor fuerza en el punto muerto inferior de dicha prensa mecánica 1, en el cual ambos troqueles 2b, 3b están en contacto.
La prensa mecánica 1 de la invención está adaptada para trabajar en procesos de conformado tales como estampación o forja en caliente, en los cuales la pieza a conformar se enfría entre el troquel superior 3b y el troquel inferior 2b, es decir, la prensa mecánica 1 se mantiene en el punto muerto inferior durante un tiempo determinado. Consecuentemente, el cigüeñal 6 tiene que soportar tensiones elevadas cuando es accionado, para separar el troquel superior 3b del troquel inferior 2b, siendo la lubricación entre el cigüeñal 6 y el mecanismo de biela-manivela 8 crítica.
Para ello, la prensa mecánica 1 comprende un casquillo de lubricación 10 fijado al mecanismo de biela-manivela 8 y un depósito en donde se aloja el lubricante que será bombeado por medio de una bomba hidráulica hacia el casquillo de lubricación 10, ambos depósito y bomba hidráulica no estando representados en las figuras.
Por otra parte, el casquillo de lubricación 10, según la invención, mostrado en detalle en las figuras 2 a 6, incluye en un extremo, un reborde 10b exterior, de modo que una vez ensamblado solidariamente dicho casquillo de lubricación 10 en el mecanismo de biela-manivela 8, el reborde 10b se dispone exterior a dicho mecanismo de biela-manivela 8, haciendo tope contra dicho mecanismo de biela-manivela 8.
Por otra parte, el casquillo de lubricación 10 comprende en una superficie interior 10a, una primera zona 11 adaptada para lubricar principalmente en régimen hidrostático durante los arranques y paradas de la prensa mecánica 1 y una segunda zona 12, dispuesta sustancialmente diametralmente opuesta a dicha primera zona 11, adaptada para lubricar en régimen hidrodinámico durante el resto del tiempo, siendo ambas zonas 11, 12 continuas. En una realización preferente, la primera zona 11 se corresponde con un sector de ángulo máximo de aproximadamente 90º.
La primera zona 11, mostrada en detalle en la figura 5, comprende la superficie que soporta la mayor carga e incluye unos canales principales 13, dispuestos sustancialmente centrados con respecto a la longitud del casquillo de lubricación 10, siendo la superficie de cada canal principal 13 máxima para soportar la carga en condiciones de poco o ningún movimiento relativo entre el cigüeñal 6 y el mecanismo de biela-manivela 8, en particular para condiciones de arranque de la prensa mecánica 1 después de un tiempo en el que la pieza se haya enfriado en el interior del troquel 4. Cada canal principal 13 tiene una geometría sustancialmente rectangular siendo alimentado, independientemente, con el fluido lubricante a presión suministrado por la bomba hidráulica respectivamente a través de al menos boquilla 18a, 18b, mostrada en las figuras 2 a 5, que atraviesa radialmente, al menos parcialmente, el casquillo de lubricación 10.
En una realización preferente, los canales principales 13 se disponen sustancialmente angularmente equidistantes entre sí a lo largo de parte de la superficie interior 10a del casquillo de lubricación 10 correspondiente a la primera zona 11, siendo preferentemente el ángulo A de separación entre dos canales principales 13 dispuestos adyacentes entre sí, mostrado en la figura...
Reivindicaciones:
1. Prensa mecánica adaptada para procesos de conformado, particularmente de conformado en caliente, que comprende unos troqueles (2b, 3b) adaptados para conformar una pieza, un motor, un cigüeñal (6) acoplado al motor a través de unos medios de transmisión (5) , un mecanismo de biela-manivela (8) adaptado para acoplar uno de los troqueles (2b, 3b) al cigüeñal (6) , y al menos un casquillo de lubricación (10) fijado al mecanismo de biela-manivela (8) caracterizado porque el casquillo de lubricación (10) comprende en una superficie interior (10a) , una primera zona (11) , adaptada para lubricar el cigüeñal (6) en régimen hidrostático, que soporta la carga en condiciones de arranque o parada de la prensa mecánica (1) y una segunda zona (12) , dispuesta sustancialmente opuesta a dicha primera zona (11) , adaptada para lubricar el casquillo de lubricación (10) en régimen hidrodinámico durante el resto del tiempo de funcionamiento de la prensa mecánica (1) .
2. Prensa mecánica según la reivindicación anterior, en donde el casquillo de lubricación (10) comprende en la primera zona (11) , al menos un canal principal (13) que tiene una superficie máxima para soportar la carga en condiciones de arranque o parada, dispuesto sustancialmente centrado en la superficie interior (10a) del casquillo de lubricación (10) , y unos canales secundarios (14) , comunicados con dicho canal principal (13) , dispuestos adyacentes a dicho canal principal (13) y adaptados para lubricar la primera zona (11) en régimen hidrodinámico.
3. Prensa mecánica según la reivindicación anterior, en donde el canal principal (13) tiene una sección sustancialmente rectangular y los canales secundarios (14) se extienden sustancialmente a lo largo de la longitud del casquillo de lubricación (10) , conformando una geometría sustancialmente en H.
4. Prensa mecánica según cualquiera de las reivindicaciones 2 ó 3, en donde el casquillo de lubricación (10) comprende en la primera zona (11) , una pluralidad de canales principales (13) alimentados, independientemente, con el fluido lubricante a presión a través de al menos una boquilla (18a, 18b) respectiva que atraviesa el casquillo de lubricación (10) .
5. Prensa mecánica según la reivindicación anterior, en donde el casquillo de lubricación (10) comprende en la primera zona (11) , una primera boquilla (18a) que se extiende radialmente desde un reborde (10b) de dicho casquillo de lubricación (10) , comunicando dicha boquilla (18a) con al menos uno de los canales secundarios (14) .
6. Prensa mecánica según la reivindicación anterior, en donde el casquillo de lubricación (10) comprende una segunda boquilla (18b) que se extiende radialmente, centrada con respecto al canal principal (13) y comunicada con dicho canal principal (13) .
7. Prensa mecánica según cualquiera de las reivindicaciones 2 a 6, en donde los canales principales (13) se disponen, sustancialmente, angularmente equiespaciados entre sí a lo largo de la primera zona (11) .
8. Prensa mecánica según la reivindicación anterior, en donde el ángulo de separación (A) entre dos canales principales (13) dispuestos adyacentes, es de, aproximadamente, 30º.
9. Prensa mecánica según cualquiera de las reivindicaciones 2 a 9, en donde primera zona (11) se corresponde con un sector de ángulo máximo de 90º.
10. Prensa mecánica según cualquiera de las reivindicaciones anteriores, en donde el casquillo de lubricación (10) comprende en la segunda zona (12) , unos primeros canales (16a) que se extienden longitudinalmente, disponiéndose dichos primeros canales (16a) comunicados entre sí por medio de un segundo canal (16b) que se extiende perimetral entre los primeros canales (16a) dispuestos adyacentes entre sí, en la superficie interior (10a) del casquillo de lubricación (10) .
11. Prensa mecánica según la reivindicación anterior, en donde el casquillo de lubricación (10) comprende en la segunda zona (12) , una primera boquilla que se extiende radialmente desde un reborde (10b) de dicho casquillo de lubricación (10) , comunicando dicha primera boquilla con al menos uno de los primeros canales (16a) .
12. Prensa mecánica según la reivindicación anterior, en donde el casquillo de lubricación (10) comprende una segunda boquilla (17) que se extiende radialmente y que comunica con el primer canal (16a) y el segundo canal (16b) .
FIG. 1 FIG. 2 FIG. 3
FIG. 4 FIG. 5
FIG. 6
Patentes similares o relacionadas:
Composición lubricante para el trabajo en frío y método de trabajo en frío utilizando la misma, del 29 de Abril de 2020, de NIPPON STEEL CORPORATION: Una composición lubricante para el trabajo en frío que comprende al menos un carbonato seleccionado de carbonatos de metales alcalinos y carbonatos de metales alcalinotérreos […]
Método de producción de un producto forjado, del 11 de Marzo de 2020, de HITACHI METALS, LTD.: Un método de producción de un producto forjado en el que un componente de forja se forja en caliente usando un troquel inferior y un troquel superior […]
Aleaciones de forjado que usan una plaqueta lubricante, termorresistente y reductora de fricción, del 20 de Noviembre de 2019, de ATI Properties LLC: Un sistema para forjar una pieza de trabajo, comprendiendo el sistema: un troquel ; una pieza de trabajo de aleación ; […]
Lubricante con base de agua para procesamiento plástico que tiene excelente resistencia a la corrosión y material de metal que tiene excelente elaborabilidad plástica, del 15 de Mayo de 2019, de NIHON PARKERIZING CO., LTD.: Lubricante con base de agua para trabajo plástico, que comprende un componente de resina (A) que contiene un copolímero u homopolímero […]
Proceso de lubricación para forjabilidad mejorada, del 20 de Febrero de 2019, de ATI Properties LLC: Un proceso de lubricación de forja que comprende: posicionar una lámina de lubricante sólido entre una pieza de trabajo (20, […]
Métodos de mejorar la capacidad de trabajo de aleaciones de metal, del 25 de Septiembre de 2018, de ATI Properties LLC: Un método de procesamiento de una pieza de trabajo de aleación para reducir el agrietamiento térmico, caracterizado por que comprende: introducir la pieza de […]
Procedimiento de revestimiento de matriz de forjado en la implementación de piezas obtenidas por dos operaciones sucesivas de colado de fundición y de forjado, del 22 de Enero de 2016, de SAINT JEAN INDUSTRIES: Procedimiento que consiste en el colado en fundición de una preforma según unas formas de dimensiones deseadas, en la transferencia de dicha preforma […]
Métodos para mejorar la capacidad de trabajo de aleaciones de metal, del 20 de Enero de 2016, de ATI PROPERTIES, INC.: Un método de procesamiento de una pieza de trabajo de aleación para reducir el agrietamiento térmico, comprendiendo el método: pulverizar un material de revestimiento […]