Portalanza.
Portalanza para tubos de lanza empleados en particular en la industria siderúrgica y del acero con un cabezaltensor (3),
que presenta una pieza de fijación (4) y una pieza tensora (5) que puede ser desplazada sobre ella, en elque a la pieza tensora (5) está asignado un manguito de obturación (6) que aprieta el tubo de lanza introducido y asílo obtura y que puede ser influido mediante la pieza de fijación (4) y en el que aguas abajo está dispuesto un seguroantirretorno de llama (7) y/o una válvula de retención (30), caracterizado por que la pieza de fijación (4) está dotadade un bisel de avance (13), en el está(n) dispuestos al menos un elemento de presión o al menos dos elementos depresión (14) individuales distribuidos a través del contorno que pueden ser desplazados ortogonalmente al ejelongitudinal (16) del tubo de lanza introducido y todos pueden ser influidos simultáneamente por la pieza tensora (5)que presenta un bisel de presión (17).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/001240.
Solicitante: BEDA Oxygentechnik Armaturen GmbH.
Nacionalidad solicitante: Alemania.
Dirección: An der Pönt 59 40885 Ratingen ALEMANIA.
Inventor/es: MARMANN,HORST K.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C21C5/46 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21C PROCESOS DEL HIERRO FUNDIDO, p. ej. AFINADO, FABRICACION DE HIERRO O ACERO DULCE; TRATAMIENTO DE LAS ALEACIONES FERROSAS EN ESTADO LIQUIDO. › C21C 5/00 Fabricación de acero al carbono, p. ej. acero suave, acero medio o acero moldeado. › Detalles o accesorios.
PDF original: ES-2445691_T3.pdf
Fragmento de la descripción:
Portalanza.
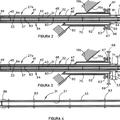
La invención se refiere a un portalanza para los tubos de lanza empleados en especial en la industria siderúrgica y del acero, en particular con un cabezal tensor que presenta una pieza de fijación y una pieza tensora desplazable sobre ella, estando asignado a la pieza tensora un manguito de obturación que aprieta el tubo de lanza introducido y así lo obtura y que puede ser influido a través de la pieza de fijación y en el que aguas abajo está dispuesto un seguro antirretorno de llama, y/o una válvula de retención.
Los portalanzas con un cabezal tensor, en particular aquellos con un seguro antirretorno de escoria o con un seguro antirretorno de llama sirven, por ejemplo, para sujetar con seguridad el tubo de lanza necesario para el afino o separación/quema o fundición o soplado. Los seguros mencionados sirven por otra parte para, por ejemplo, al finalizar o interrumpir el proceso de soplado no permitir que la escoria que retorna pueda alcanzar el acceso al oxígeno.
Según el documento DE 23 27 595 C, poco antes del tubo de oxígeno está dispuesto un disco de metal sinterizado permeable al gas que impide el retorno de la escoria. Esta barrera mecánica para el retorno de la escoria no satisface siempre los requisitos impuestos, en particular cuando deben ser introducidas grandes cantidades de oxígeno, ya que entonces un disco de metal sinterizado naturalmente conlleva dificultades. Asimismo la disposición de válvula dispuesta aguas arriba asume igualmente de algún modo la función de seguro antirretorno de escoria, de manera que esta válvula se cierra cuando la junta dispuesta por encima se quema debido al retorno de la escoria.
A este respecto es conocido por el documento DE 24 47 723 B un seguro antirretorno que comprende conos de válvula desplazables uno contra otro, en el que mediante un seguro que se funde en contacto con la escoria es presionado un cono de válvula en la superficie de obturación para así impedir el flujo de la escoria y simultáneamente también el flujo adicional de oxígeno. Un tubo de lanza introducido en el portalanza es sujeto mediante un cabezal tensor con una tenaza tensora dispuesta en su interior. Mediante esta tenaza tensora por influencia sobre los dientes de la tenaza tensora es fijado el tubo de lanza introducido en el portalanza. Detrás de esta tenaza tensora está dispuesto un manguito de obturación que es influido mediante el tubo introducido y asimismo es deformado, de manera que se aplica con obturación a la cara exterior del tubo de lanza. Esta colocación estanca por deformación del manguito de obturación tiene ante todo el inconveniente de que puede ocurrir que el manguito de obturación se adhiera al tubo de lanza, de manera que al abrir la tenaza tensora el resto del tubo de lanza solo pueda ser extraído con dificultad o llevándose el manguito de obturación. Este problema y la realización especial de la tenaza tensora conllevan el inconveniente de que el portalanza respectivo en cuanto a su diámetro debe estar adaptado con bastante precisión al diámetro del tubo de lanza que se va a introducir y sujetar.
También de los documentos EP-A-o 372 099, US-B1-6, 171, 545 y GB-A-1 534 241 se deducen portalanzas comparables.
Actualmente se emplean tanto portalanzas que pueden alojar y fijar tubos en pulgadas, como también los que pueden alojar tubos de lanza que presentan dimensiones métricas. Asimismo son posibles solo tolerancias muy bajas por los movimientos de la tenaza tensora y finalmente también del manguito de obturación, en general en el rango de aproximadamente 0, 2 mm. Puesto que estos tubos de lanza son un material consumible, las empresas finalmente se ven obligadas a comprar tanto diámetros de tubo en el rango de pulgadas como en el rango métrico, lo que acarrea problemas al personal ya que por regla general dependen de portalanzas que aceptan solo pocos diámetros de tubo. Esto conduce a que se produzcan repetidamente daños y accidentes ya que al operar con el diámetro demasiado pequeño o demasiado grande introducido, las piezas individuales del portalanzas importantes para la fijación y obturación se dañan de manera que después el portalanzas ya no es funcional. Puesto que con estos tubos de lanza es introducido oxígeno en la colada y para ello los tubos de lanza por regla general deben ser doblados, en particular en caso de que se salgan los tubos de lanza u otros problemas, el acero líquido puede ser peligroso para el personal operario. Incluso aunque el personal operario se haya asegurado correspondientemente mediante trajes y cascos, esto desgraciadamente no es una protección suficiente para el acero líquido, de manera que repetidamente se producen lesiones y perjuicios.
La invención se propone el objeto de conseguir un portalanza que pueda ser manejado y empleado con total seguridad de funcionamiento simultáneamente para tubos de lanza con tantas dimensiones como sea posible.
El objeto se lleva a cabo según la invención dotando a la pieza de fijación de un bisel de avance, en el que está (n) dispuestos al menos un elemento de presión individual o al menos dos elementos de presión individuales desplazables ortogonalmente respecto al eje longitudinal del tubo de lanza introducido y distribuidos a través del contorno, de modo que todos puedan ser influidos simultáneamente mediante la pieza tensora que presenta un bisel de presión.
Con ayuda de un portalanza realizado de esta forma es posible ante todo, al accionar el cabezal tensor o aquí sobre todo la pieza tensora que es deslizada sobre la pieza fija, sujetar el tubo de lanza introducido con precisión y seguridad, en particular solidario en rotación, siendo fijado mediante los elementos de presión, en particular en varios puntos, cuyo número corresponde al número de elementos de presión. Con ello está garantizado que el tubo
de lanza introducido una vez solo debe ser retirado de nuevo por accionamiento intencionado de la pieza de sujeción. Durante la operación completa del portalanza el tubo de lanza está dispuesto fijado con seguridad, de modo que por otras medidas facultativas que serán descritas más adelante el manguito de obturación puede ser protegido frente a la adherencia e incluso dotado el mismo de un diámetro que posibilite el empleo de tubos de lanza de dimensiones diferentes. El rango de montaje de diámetros de tubo de lanza diferentes está limitado por el bisel de avance y la pieza tensora realizada correspondientemente, siendo posible, no obstante, una reducción esencial del tamaño de construcción del portalanza. El rango de tolerancias se eleva por la realización según la invención a aproximadamente 0, 5 – 3 mm según la construcción del portalanzas. Con ello el número de tubos de lanza empleables actualmente para el que hasta ahora era necesaria una pluralidad de portalanzas recortados a la medida respectiva puede reducirse a desde seis hasta siete. Esto es posible porque al introducir el tubo de lanza del tamaño previsto para el portalanza respectivo se activan enseguida eficazmente los elementos de presión desplazables, mientras que en el caso de un tubo de lanza que presente un contorno exterior menor la fijación sigue siendo posible ya que los elementos de presión desplazables se activan tras un recorrido de desplazamiento correspondiente y fijan el tubo de lanza.
Según una forma de realización conveniente de la invención está previsto que los elementos de presión estén realizados de forma que generen una presión de carga con forma puntual o con forma lineal sobre el tubo de lanza introducido. Se emplean pues elementos de presión que no se comprimen laminarmente sobre el tubo de lanza, sino con forma puntual o lineal, de manera que puede ser generada una presión o presión de carga mayor y más precisa. Aquí la realización puede ser elegida de tal modo que los elementos de presión generen una deformación local elástica o plástica en la superficie superior periférica del tubo de lanza, con lo que puede conseguirse no solo una unión positiva de fuerza o rozamiento, sino también una unión positiva de forma de los elementos de presión con las deformaciones generadas.
Como elementos de presión pueden emplearse pasadores cilíndricos con un extremo al menos por un lado apuntado, de tipo cuchilla o abombado o como bolas. Es ventajoso que los elementos de presión estén realizados como bolas, con lo que puede conseguirse la presión de carga con forma puntual mencionada, estando formados los tubos de lanza por regla general de acero ordinario, esto es por ejemplo ST37, mientras que las bolas son fabricadas de un material endurecido y, por tanto, garantizan tiempos de duración altos.
Una fijación especialmente uniforme y segura del tubo de lanza en el portalanza... [Seguir leyendo]
Reivindicaciones:
1. Portalanza para tubos de lanza empleados en particular en la industria siderúrgica y del acero con un cabezal tensor (3) , que presenta una pieza de fijación (4) y una pieza tensora (5) que puede ser desplazada sobre ella, en el que a la pieza tensora (5) está asignado un manguito de obturación (6) que aprieta el tubo de lanza introducido y así lo obtura y que puede ser influido mediante la pieza de fijación (4) y en el que aguas abajo está dispuesto un seguro antirretorno de llama (7) y/o una válvula de retención (30) , caracterizado por que la pieza de fijación (4) está dotada de un bisel de avance (13) , en el está (n) dispuestos al menos un elemento de presión o al menos dos elementos de presión (14) individuales distribuidos a través del contorno que pueden ser desplazados ortogonalmente al eje longitudinal (16) del tubo de lanza introducido y todos pueden ser influidos simultáneamente por la pieza tensora (5) que presenta un bisel de presión (17) .
2. Portalanza según la reivindicación 1, caracterizado por que los elementos de presión (14) están realizados para generar una presión de carga con forma puntual o con forma lineal sobre el tubo de lanza introducido.
3. Portalanza según una de las reivindicaciones anteriores, caracterizado por que los elementos de presión (14) están realizados como pasadores cilíndricos con al menos un extremo apuntado, de tipo cuchilla o abombado o como bolas (15) .
4. Portalanza según una de las reivindicaciones anteriores, caracterizado por que al menos tres elementos de presión (14) en forma de bolas (15) están dispuestos en los biseles de avance (13) de la pieza de fijación (4) distribuidos uniformemente por el contorno.
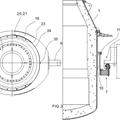
5. Portalanza según una de las reivindicaciones anteriores, caracterizado por que la pieza de fijación (4) presenta una cuña de partida (19) que puede ser deslizada entre la pared exterior (8) del manguito de obturación (6) y la carcasa de protección (9) circundante.
6. Portalanza según una de las reivindicaciones anteriores, caracterizado por que la pieza tensora (5) del cabezal tensor (3) está rodeada por un manguito tensor (20) que puede ser deslizado sobre la rosca exterior (21) de la carcasa de protección (9) y está dotada de un cojinete en forma de cojinete de bolas (24) dispuesto entre la pared superior (22) de la pieza tensora (5) y la pared tensora (23) del manguito tensor (20) .
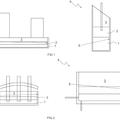
7. Portalanza según una de las reivindicaciones anteriores, caracterizado por que entre el manguito de obturación
(6) y el seguro antirretorno de llama (7) está dispuesta una válvula de retención (26) que bloquea la corriente de gas
(27) con un tope (28) de tubo de lanza y más allá del seguro antirretorno de llama (7) está dispuesta una válvula de retención (30) en la carcasa de protección (9) que puede ser accionada o controlada por la corriente de gas (27) .
8. Portalanza según la reivindicación 7, caracterizado por que el seguro antirretorno de llama (7) con las válvulas de retención (26, 30) está asignado a una carcasa de seguridad (31) unida de forma separable a la carcasa de protección (9) .
9. Portalanza según una de las reivindicaciones anteriores, caracterizado por que la pieza de fijación (4) , la pieza tensora (5) y el manguito de obturación (6) están realizados de forma que presentan tolerancias de tubos de 3-4 mm para tubos métricos y al mismo tiempo dimensiones de grupo que permiten tubos en pulgadas.
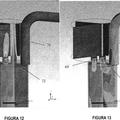
10. Portalanza según la reivindicación 1, caracterizado por que a la carcasa o a una parte de la carcasa del portalanza (1) está asignado un chip (47) adecuado para el almacenamiento de datos.
11. Portalanza según la reivindicación 10, caracterizado por que en el caso de una realización de una pieza, un chip
(47) que es adecuado para el almacenamiento de datos es asignado a la carcasa parcial de un pistón de cierre que presenta una válvula de retención (26) o en el caso de una realización de varias piezas un chip (47) es asignado a cada carcasa de protección (9, 10, 31) .
12. Portalanza según la reivindicación 10, caracterizado por que el chip (47) dispone de una carcasa metálica (48) que en el lateral presenta una rosca (52) que se corresponde con la rosca interior de una perforación dispuesta en la carcasa, carcasa parcial o carcasa de protección (9, 10) .
13. Portalanza según la reivindicación 10, caracterizado por que el chip (47) presenta un transpondedor sin batería que puede ser controlado y activado mediante un dispositivo de lectura.
14. Portalanza según la reivindicación 12, caracterizado por que la carcasa metálica (48) con el transpondedor presenta una identificación (50) por la cara visible (49) .
15. Portalanza según la reivindicación 1, caracterizado por que su carcasa y/o las piezas montadas en la carcasa, esto es, sobre todo la carcasa de protección (9, 10) y también la carcasa de seguridad (31) están dotadas de un nanorrecubrimiento repelente de la grasa continuo.
16. Portalanza según la reivindicación 15, caracterizado por que el nanorrecubrimiento (53) es aplicado recubriendo también las superficies de agarre (54) rugosas.
17. Portalanza según la reivindicación 1, caracterizado por que entre el seguro antirretorno de llama (7) y la válvula de retención (30) controlable mediante la corriente de gas (27) está dispuesta una protección de palanca en
disposición de hombre muerto, en el que la palanca de mando articulada para el accionamiento de la válvula de retención (30) presenta un resorte para el retorno automático de la palanca de mando a la posición cerrada.
18. Portalanza según la reivindicación 1, caracterizado por que antes del seguro antirretorno de llama (7) o del seguro antirretorno de escoria está dispuesto un disco de válvula que está realizado desplazable con el tubo de lanza introducido contra la fuerza de un resorte.
19. Portalanza según la reivindicación 1, caracterizado por que el portalanza (1) presenta un tope (28) de tubo de lanza que está asignado a un manguito de empuje (92) que está realizado estrechándose hacia el centro y después ensanchándose de nuevo hacia la válvula de retención (26) e influyendo en esta última.
20. Portalanza según la reivindicación 19, caracterizado por que el manguito de empuje (92) está dispuesto y
realizado desplazable contra un tope de seguridad de la carcasa de protección (9, 10) cuando es introducido el tubo 15 de lanza.
21. Portalanza según la reivindicación 1, caracterizado por que los elementos de presión (14) pueden ser todos simultáneamente desplazados radialmente hacia el interior mediante la pieza tensora (5) .
Patentes similares o relacionadas:
Procedimiento y dispositivo para la detección de variables en la salida de un recipiente metalúrgico, del 22 de Julio de 2020, de REFRACTORY INTELLECTUAL PROPERTY GMBH & CO. KG: Procedimiento para la detección de variables en una salida de un recipiente metalúrgico, en el que la medición y la evaluación se realizan mediante al […]
Inhibidor de vórtice, del 17 de Junio de 2020, de TETRON, INC.: Un inhibidor de vórtice para el vertido de metal fundido desde una boquilla de descarga que consta de: un cuerpo refractario fundible que tiene una […]
Cabeza de lanza de soplado, del 8 de Abril de 2020, de Soudobeam SA: Cabeza de lanza de soplado destinada a la agitación de baños, que comprende: - un tubo central de alimentación de gas de agitación, cerrado por el extremo orientado […]
 Dispositivo para inyectar material sólido en partículas en un recipiente, del 31 de Octubre de 2019, de Tata Steel Limited: Lanza metalúrgica para extenderse en el interior de un recipiente para inyectar material sólido en partículas en un material fundido contenido en el interior […]
Dispositivo para inyectar material sólido en partículas en un recipiente, del 31 de Octubre de 2019, de Tata Steel Limited: Lanza metalúrgica para extenderse en el interior de un recipiente para inyectar material sólido en partículas en un material fundido contenido en el interior […]
 Horno metalúrgico, del 31 de Octubre de 2019, de Outotec (Finland) Oy: Un horno metalúrgico, que comprende
un cuerpo de horno,
un anillo del muñón y
una estructura de pedestal,
en donde el cuerpo del horno […]
Horno metalúrgico, del 31 de Octubre de 2019, de Outotec (Finland) Oy: Un horno metalúrgico, que comprende
un cuerpo de horno,
un anillo del muñón y
una estructura de pedestal,
en donde el cuerpo del horno […]
 Un sistema y método para recopilar y analizar datos relacionados con una condición de funcionamiento en un sistema reactor de inyector de punción sumergido superior, del 30 de Octubre de 2019, de Outotec (Finland) Oy: Un sistema para recopilar y analizar datos relacionados con una condición de funcionamiento en un sistema reactor de inyector de punción sumergido superior […]
Un sistema y método para recopilar y analizar datos relacionados con una condición de funcionamiento en un sistema reactor de inyector de punción sumergido superior, del 30 de Octubre de 2019, de Outotec (Finland) Oy: Un sistema para recopilar y analizar datos relacionados con una condición de funcionamiento en un sistema reactor de inyector de punción sumergido superior […]
 Método y disposición para evitar que salga gas de una abertura de un recipiente, del 25 de Septiembre de 2019, de Glencore Technology Pty Ltd: Un método para evitar la salida de gas desde una primera abertura de un recipiente , incluyendo el recipiente al menos una abertura distinta a través de la […]
Método y disposición para evitar que salga gas de una abertura de un recipiente, del 25 de Septiembre de 2019, de Glencore Technology Pty Ltd: Un método para evitar la salida de gas desde una primera abertura de un recipiente , incluyendo el recipiente al menos una abertura distinta a través de la […]
 Procedimiento y disposición para operar un horno metalúrgico y un producto de un programa de ordenador, del 28 de Agosto de 2019, de Outotec (Finland) Oy: Un procedimiento para operar un horno metalúrgico , en el que el procedimiento comprende:
Una etapa de alimentación para alimentar un material de alimentación […]
Procedimiento y disposición para operar un horno metalúrgico y un producto de un programa de ordenador, del 28 de Agosto de 2019, de Outotec (Finland) Oy: Un procedimiento para operar un horno metalúrgico , en el que el procedimiento comprende:
Una etapa de alimentación para alimentar un material de alimentación […]