Molde para moldeo por inyección de piezas de plástico.
Molde (10) para el moldeo por inyección de piezas de plástico,
en concreto piezas de vehículos de motor, quecomprende una matriz (12) y un macho (14) desplazables entre sí a lo largo de una dirección de apertura/cierre (z)entre una posición de molde cerrado, en la que define una cavidad destinada a recibir material plástico inyectadomediante una prensa, y una posición de molde abierto, en la que están separados entre sí por una cantidad tal quepermita la expulsión de la pieza de plástico moldeada,
en el que el macho (14) comprende un elemento central estacionario (16) que tiene una superficie externa y unapareja de superficies laterales (32) inclinadas con relación a la dirección de apertura/cierre (z), así como una parejade primeros elementos laterales móviles (18) dispuestos en lados longitudinalmente opuestos con relación alelemento central (16) y que tienen superficies externas respectivas, estando adecuadamente conformadas lassuperficies externas del elemento central (16) y de los primeros elementos laterales (18) del macho (14) para definirel perfil de la pieza de plástico que va a ser moldeada,
en el que cada uno de los primeros elementos laterales (18) del macho (14) está guiado de modo deslizante a lolargo de la superficie lateral inclinada respectiva (32) del elemento central (16) del macho (14) para ser desplazadoentre una posición de moldeo, en la que la superficie externa del elemento lateral (18) está alineada con la superficieexterna del elemento central (16) y una posición de expulsión, en la que la superficie externa del elemento lateral(18) se proyecta hacia fuera con respecto a la superficie externa del elemento central (16) para expulsar la piezamoldeada,
en el que el molde (10) comprende además una pluralidad de dispositivos de accionamiento lineal (42) dispuestospara controlar el movimiento de los primeros elementos laterales (18) del macho (14) con relación al elementocentral (16) entre las anteriormente mencionadas posiciones de moldeo y expulsión, yen el que el molde (10) comprende además una pluralidad de miembros de expulsión (38) recibidos de mododeslizante dentro de orificios (40) respectivos, dispuestos en el elemento central (16) del macho (14) y una placa deextracción (30, 30a, 30b) que es desplazable en la dirección de apertura/cierre del molde y está conectada con losmiembros de expulsión (38) para controlar el movimiento deslizante de los mismos dentro de los orificios (40)respectivos,
estando caracterizado el molde (10) porque los dispositivos de accionamiento lineal (42) están conectados con losprimeros elementos laterales (18) del macho (14) sin que la placa de extracción (30, 30a, 30b) esté dispuesta entremedias.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2011/050373.
Solicitante: H.C.M. Stampi S.r.L.
Nacionalidad solicitante: Italia.
Dirección: Via Galliano 15 10129 Torino ITALIA.
Inventor/es: BREGOLIN, AMEDEO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › de objetos con muescas o sesgados.
PDF original: ES-2451580_T3.pdf
Fragmento de la descripción:
Molde para moldeo por inyección de piezas de plástico La presente invención se refiere a un molde para moldeo por inyección de piezas de plástico, en concreto piezas de vehículos de motor, tales como parachoques. La invención se ha concebido y se describirá en lo que sigue, con referencia en concreto a un molde para moldeo por inyección de parachoques de vehículos de motor, aunque queda claro que es igualmente aplicable a un molde para moldeo por inyección de piezas de plástico de diferentes tipos y usos.
Convencionalmente, los moldes para moldeo por inyección de piezas de plástico se componen de una parte externa, denominada matriz y una parte interna, denominada macho, definiendo la matriz y el macho, en el estado cerrado del molde, una cavidad dentro de la que se inyecta mediante una prensa el material plástico para formar la pieza acabada. En el caso concreto de moldes destinados a la producción de parachoques de vehículos de motor, el macho está compuesto a su vez de al menos tres elementos separados, esto es un elemento central y al menos una pareja de 15 elementos laterales dispuestos en lados opuestos del elemento central, definiendo las superficies externas de estos tres elementos el perfil interno de la cavidad anteriormente mencionada definida entre el macho y la matriz. Los elementos laterales se montan de modo que sean deslizantes con respecto al elemento central a lo largo de superficies laterales inclinadas respectivas de este último y una vez que el molde está abierto, son empujados hacia delante (esto es hacia fuera) de modo que se desacoplan respecto a proyecciones o recortes de la pieza moldeada y permiten así la liberación de la pieza moldeada del macho. En moldes conocidos para moldeo por inyección de piezas de plástico, el macho está soportado sobre una placa de base por medio de una estructura de soporte (denominada comúnmente mediante el término “caballete”) que comprende una pareja de separadores. Se define una cámara entre los separadores de la estructura de soporte y recibe de modo deslizante una placa de extracción que es capaz de moverse con un movimiento alternativo en la dirección de apertura/cierre del molde. Una unidad de accionamiento lineal, convencionalmente de tipo hidráulico, controla el movimiento de la placa de extracción. Típicamente, el molde comprende asimismo miembros de expulsión que se disponen de modo deslizante dentro de orificios adecuados dispuestos en el elemento central del macho y tienen la función de desacoplar el macho de las proyecciones o recortes de la pieza moldeada, de modo que permitan la liberación de esta última del molde. Los miembros de expulsión se conectan con la placa de extracción de modo que deslicen dentro de orificios respectivos como resultado del movimiento de traslación de la placa de extracción. La placa de extracción está conectada asimismo a los elementos laterales móviles del macho mediante columnas respectivas guiadas a través de orificios inclinados respectivos dispuestos en un cuerpo de soporte al que se fija el elemento central del macho, por lo que los elementos laterales móviles del molde se mueven hacia delante y hacia atrás junto con la placa de extracción.
La estructura conocida de los moldes para el moldeo por inyección de piezas de plástico, como se describió anteriormente, presenta la desventaja de que la fabricación de los componentes móviles del molde es complicada y costosa y el macho y las columnas inclinadas se ven sometidos, durante el moldeo, a flexiones y deformaciones que tienen un efecto negativo sobre la calidad de la pieza moldeada.
Un molde del tipo indicado anteriormente es conocido, por ejemplo, por el documento FR 2809344. De acuerdo con esta solución conocida, tanto los miembros de expulsión (consistentes en el caso presente en un único bloque de expulsión dispuesto en la parte central del macho) como los elementos laterales móviles del macho están conectados por medio de vástagos respectivos con la placa de extracción, que es desplazable en la dirección de apertura/cierre del molde y está accionada por medio de dispositivos de accionamiento lineal formados como cilindros hidráulicos. El movimiento tanto 45 del bloque central de expulsión como de los elementos laterales móviles está controlado por lo tanto por los cilindros hidráulicos por medio de la placa de extracción dispuesta entre medias. El hecho de que tanto el bloque central de expulsión como los elementos laterales móviles del macho estén accionados por medio de la placa de extracción da como resultado que el molde tenga un tamaño grande en su conjunto y que además impida el funcionamiento de los elementos laterales móviles independientemente del bloque central de expulsión.
El objeto de la presente invención es proporcionar un molde para el moldeo por inyección de piezas de plástico, en concreto parachoques de vehículos de motor, que no se vea afectado por los inconvenientes del estado de la técnica anterior mencionados anteriormente y que en concreto es más sencillo y compacto, tiene menor peso, puede ser fabricado con un coste menor y funciona de un modo más flexible y fiable en comparación con el estado de la técnica 55 anterior.
Estos y otros objetos se consiguen completamente de acuerdo con la presente invención por medio de un molde para el moldeo por inyección de piezas de plástico, en concreto de parachoques de vehículos de motor, que tiene las características definidas en la parte caracterizadora de la reivindicación independiente 1 adjunta.
Elementos ventajosos adicionales de la presente invención se especifican en las reivindicaciones dependientes, cuyos contenidos se entiende que forman parte integral e integrante de la descripción que sigue.
En resumen, la invención se basa en la idea de proporcionar un molde para el moldeo por inyección de piezas de 65 plástico, en concreto de parachoques de vehículos de motor, que comprende una matriz, un macho formado por un elemento central estacionario y por al menos dos elementos laterales móviles con respecto al elemento central, una placa de base, un cuerpo de soporte montado en la placa de base para soportar, en el estado de molde cerrado, tanto el macho como la matriz, una pluralidad de miembros de expulsión recibidos de modo deslizante dentro de orificios respectivos dispuestos en el elemento central del macho y una placa de extracción recibida dentro de una cámara definida, en la dirección de apertura/cierre del molde, entre el cuerpo de soporte y la placa de base, siendo desplazable la placa de extracción en la dirección de apertura/cierre del molde y estando conectada con los miembros de expulsión de modo que controle el movimiento deslizante de los mismos dentro de los orificios respectivos, en el que los dos elementos laterales móviles del macho están conectados directamente, esto es sin que la placa de extracción esté dispuesta entre medias, con dispositivos de accionamiento lineal respectivos, tales como gatos hidráulicos, de modo que se mueva con relación al elemento central del macho.
Así pues, a diferencia del estado de la técnica anterior descrito más arriba, de acuerdo con la invención los elementos laterales del macho no se mueven por medio de la placa de extracción, por ejemplo por medio de columnas inclinadas, sino que se mueven directamente mediante los dispositivos de accionamiento lineal respectivos. La placa de extracción puede tener por lo tanto una longitud menor en comparación con el estado de la técnica anterior, preferiblemente una longitud que no es superior a la del elemento central del macho, con el resultado de que la cámara dentro de la que es recibida la placa de extracción tendrá asimismo una longitud correspondientemente menor y por lo tanto el conjunto formado por el cuerpo de soporte y por el elemento central del macho, que en la región de la cámara está sometido a flexión como resultado de su propio peso y durante el moldeo, de la presión del material plástico inyectado en la cavidad del molde, estará sometida a menores deformaciones. El molde de acuerdo con la invención permite por lo tanto obtener piezas moldeadas de alta calidad. Además, la eliminación de las columnas inclinadas permite simplificar la estructura del molde y reducir el coste del mismo en comparación con el estado de la técnica anterior.
Elementos y ventajas adicionales de la presente invención emergerán más claramente de la siguiente descripción detallada, proporcionada meramente a modo de ejemplo no limitativo, con referencia a los dibujos adjuntos, en los que:
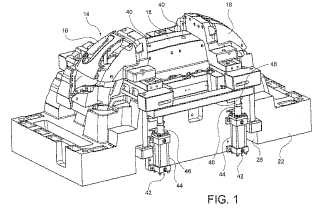
la figura 1 es una vista en perspectiva del macho de un molde para el moldeo por inyección de piezas de plástico, en concreto de parachoques de vehículos de motor, de acuerdo con un modo de realización... [Seguir leyendo]
Reivindicaciones:
1. Molde (10) para el moldeo por inyección de piezas de plástico, en concreto piezas de vehículos de motor, que comprende una matriz (12) y un macho (14) desplazables entre sí a lo largo de una dirección de apertura/cierre (z)
entre una posición de molde cerrado, en la que define una cavidad destinada a recibir material plástico inyectado mediante una prensa, y una posición de molde abierto, en la que están separados entre sí por una cantidad tal que permita la expulsión de la pieza de plástico moldeada,
en el que el macho (14) comprende un elemento central estacionario (16) que tiene una superficie externa y una pareja de superficies laterales (32) inclinadas con relación a la dirección de apertura/cierre (z) , así como una pareja de primeros elementos laterales móviles (18) dispuestos en lados longitudinalmente opuestos con relación al elemento central (16) y que tienen superficies externas respectivas, estando adecuadamente conformadas las superficies externas del elemento central (16) y de los primeros elementos laterales (18) del macho (14) para definir el perfil de la pieza de plástico que va a ser moldeada,
en el que cada uno de los primeros elementos laterales (18) del macho (14) está guiado de modo deslizante a lo largo de la superficie lateral inclinada respectiva (32) del elemento central (16) del macho (14) para ser desplazado entre una posición de moldeo, en la que la superficie externa del elemento lateral (18) está alineada con la superficie externa del elemento central (16) y una posición de expulsión, en la que la superficie externa del elemento lateral
(18) se proyecta hacia fuera con respecto a la superficie externa del elemento central (16) para expulsar la pieza moldeada,
en el que el molde (10) comprende además una pluralidad de dispositivos de accionamiento lineal (42) dispuestos para controlar el movimiento de los primeros elementos laterales (18) del macho (14) con relación al elemento 25 central (16) entre las anteriormente mencionadas posiciones de moldeo y expulsión, y
en el que el molde (10) comprende además una pluralidad de miembros de expulsión (38) recibidos de modo deslizante dentro de orificios (40) respectivos, dispuestos en el elemento central (16) del macho (14) y una placa de extracción (30, 30a, 30b) que es desplazable en la dirección de apertura/cierre del molde y está conectada con los miembros de expulsión (38) para controlar el movimiento deslizante de los mismos dentro de los orificios (40) respectivos,
estando caracterizado el molde (10) porque los dispositivos de accionamiento lineal (42) están conectados con los primeros elementos laterales (18) del macho (14) sin que la placa de extracción (30, 30a, 30b) esté dispuesta entre 35 medias.
2. Molde de acuerdo con la reivindicación 1, en el que los dispositivos de accionamiento lineal (42) son gatos hidráulicos.
3. Molde de acuerdo con la reivindicación 1 o la reivindicación 2, en el que cada uno de los dispositivos de accionamiento lineal (42) comprende un miembro de expulsión (46) respectivo, movible en una dirección paralela a la dirección de apertura/cierre (z) .
4. Molde de acuerdo con la reivindicación 3, que comprende además un bastidor de soporte (48) al que se fijan los 45 primeros elementos laterales (18) , estando cada uno de los miembros de expulsión (46) de los dispositivos de accionamiento lineal (42) conectados con el bastidor de soporte (48) de modo que estén conectados entre sí accionadamente en el movimiento a lo largo de la dirección de apertura/cierre (z) .
5. Molde de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que el macho (14) comprende 50 además una pareja de segundos elementos laterales (20) dispuestos en lados longitudinalmente opuestos con respecto a los primeros elementos laterales (18) , en el que cada uno de los segundos elementos laterales (20) está conectado con un primer elemento lateral (18) respectivo de modo que esté conectado accionadamente para su desplazamiento con este último en la dirección de apertura/cierre (z) , pero se mueve libremente con relación a este último en una dirección longitudinal (x) del molde.
6. Molde de acuerdo con cualquiera de las reivindicaciones anteriores, que comprende además una placa de base (24) y un cuerpo de soporte (22) montado en la placa de base (24) para soportar, en el estado de molde cerrado, tanto el macho (14) como la matriz (12) , rodeando el cuerpo de soporte (22) y la placa de base (24) una cámara (26) dentro de la que se dispone en la placa de extracción (30, 30a, 30b) .
7. Molde de acuerdo con la reivindicación 6, en el que la longitud o dimensión longitudinal de la cámara (26) no es mayor que la del elemento central (16) del macho (14) .
Patentes similares o relacionadas:
Recipiente de reactivo para almacenar un reactivo líquido, aparato para fabricar una parte inferior de un recipiente de reactivo y un método para fabricar una parte inferior de un recipiente de reactivo, del 3 de Junio de 2020, de F. HOFFMANN-LA ROCHE AG: Un recipiente de reactivo para un instrumento analítico, en donde el recipiente de reactivo está configurado para almacenar un reactivo líquido, […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
Procedimiento de fabricación de mango, sistema y molde para fabricar el mismo, del 4 de Diciembre de 2019, de SNA EUROPE INDUSTRIES IBERIA, S.A: Procedimiento de fabricación de un mango formado por al menos un primer material y un segundo material, caracterizado porque el procedimiento comprende los siguientes […]
Un método para producir un cierre de envase, del 14 de Junio de 2019, de Petro-Pack AB: Un método para producir un cierre de envase que tiene un cuello , una tapa y un eje (A), que comprende los pasos de a) por medio […]
Dispositivo para desmoldar negativos en moldes de inyección de termoplástico, del 11 de Septiembre de 2018, de COMERCIAL DE UTILES Y MOLDES, S.A.: El dispositivo para desmoldar negativos en moldes de inyección de termoplástico incluye un expulsor , que comprende un perfil de expulsor para su fijación a una placa […]
Dispositivo para desmoldar piezas, del 9 de Mayo de 2018, de COMERCIAL DE UTILES Y MOLDES, S.A.: Dispositivo para desmoldar piezas en un molde, que comprende un patín que comprende una corredera para alojar un inserto de conformación para moldear un rebaje […]
Conjunto de aguja desmontable y jeringa que tiene características de fijación binarias, del 21 de Marzo de 2018, de BECTON, DICKINSON AND COMPANY: Una jeringa, que comprende: un cilindro de jeringa alargado que tiene un eje longitudinal , un extremo proximal abierto y un extremo distal […]
Dispositivo y procedimiento para fabricar un soporte de tampón de tinta con base rectangular para un sello autoentintador, del 7 de Marzo de 2018, de COLOP STEMPELERZEUGUNG SKOPEK GMBH. & CO. KG: Dispositivo , apropiado para moldear por inyección un soporte de tampón de tinta con una base fundamentalmente rectangular, con una […]