Molde para la fabricación de tapones de corcho aglomerado.
Un molde para la fabricación de tapones de corcho conglomerado que comprende por lo menos uncasquillo de moldeo (15) instalado entre dos placas opuestas (11) separadas por elementos separadores (12) fijadosa las placas (11) y que se puede desplazar a lo largo de una dirección de desplazamiento (L) entre una posiciónabierta para introducir gránulos de corcho o quitar el tapón formado y una posición cerrada,
un casquillo de moldeoindividual (15) estando instalado a lo largo de dicha dirección de desplazamiento (L), dicho molde estandocaracterizado porque están instalados medios de guía (14) en una cara interior (11a) de por lo menos una de dichasplacas (11), para permitir el deslizamiento de dicho casquillo de moldeo individual (15) desde dicha posición abiertahasta dicha posición cerrada, dichos medios de guía (14) comprendiendo medios de tope que se pueden quitar (19)adaptados para definir un apoyo para el casquillo en dicha posición cerrada y, cuando se quitan, permitir laextracción/inserción del casquillo (15) desde las placas (11).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09173484.
Solicitante: MEACCI S.R.L..
Nacionalidad solicitante: Italia.
Dirección: VIA ARNO, 23 51018 PIEVE A NIEVOLE (PISTOIA) ITALIA.
Inventor/es: CAVALLINI,RICCARDO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27J5/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27J TRABAJO MECANICO DEL JUNCO, DEL CORCHO O DE OTROS MATERIALES SIMILARES. › Trabajo mecánico del corcho (fabricación por procedimiento en seco de artículos hechos a partir de partículas o fibras de corcho B27N).
PDF original: ES-2403216_T3.pdf
Fragmento de la descripción:
Molde para la fabricación de tapones de corcho aglomerado La presente invención se refiere al campo de las máquinas para la fabricación de tapones de corcho aglomerado y más particularmente se refiere a un molde para la fabricación de tapones de corcho aglomerado como por el preámbulo de la reivindicación 1. Un procedimiento para la formación de tapones de corcho aglomerado que utiliza un molde de este tipo como por el preámbulo de la reivindicación 11 es también un objeto de la invención. Un molde y un procedimiento de este tipo se revelan mediante el documento US 2 830 326.
Como es conocido, los tapones de corcho aglomerado se fabrican según diferentes procedimientos, dependiendo de la calidad de la materia prima disponible. En producciones de alta calidad los tapones se fabrican en una pieza individual a partir de una matriz de corcho compacto que proviene directamente de la corteza del árbol, mientras en los productos del calidad inferior se utilizan gránulos de corcho aglomerados obtenidos a partir de los desechos de procesamiento de los tapones de alta calidad o a partir de lotes que no poseen la calidad requerida para los tapones de una pieza útil; los gránulos se unen mediante una matriz de cola no tóxica.
Son conocidos diversos procedimientos para la fabricación de tapones aglomerados. Uno de estos procedimientos proporciona la introducción de dosis de gránulos aglomerados mezclados con agentes aglutinantes en moldes que comprenden casquillos de moldeo. El aglomerado con el agente aglutinante se presiona entonces y a continuación es transferido al interior de un horno durante el tiempo requerido para la solidificación. Después de un enfriamiento adecuado, el tapón se quita del casquillo de moldeo mediante la aplicación de presión utilizando un cuerpo de extracción a modo de varilla. La preparación de la cantidad correcta de gránulos que se va a introducir en el interior del molde correspondiente se lleva a cabo a través de máquinas de dosificación. Lo más comúnmente, el sistema para la formación de los tapones proporciona medios de accionamiento compuestos por cadenas a las cuales están conectados una secuencia de moldes. Los medios de accionamiento de este tipo transportan los moldes según un ciclo que comprende un paso por delante de la máquina de dosificación, a través de un horno y entonces a un área de extracción.
Los moldes para la fabricación de los tapones de corcho aglomerado están compuestos de un bastidor con dos placas alargadas y una serie de casquillos de moldeo alineados entre las placas de ese tipo. Se forman taladros en las placas, uno para cada casquillo. Los casquillos se fijan a un accionamiento de traslación común el cual lleva a cabo un movimiento lineal de los casquillos desde una posición en la que los mismos están instalados de una manera que corresponde a los taladros para permitir la introducción de las dosis de gránulos de corcho, hasta a una desplazada en la que los casquillos son cerrados por las caras interiores de las placas, con el propósito de la fase de formación.
Los moldes de este tipo por ejemplo el revelado en el documento US 2830326 generalmente son voluminosos y pobremente adaptados a la posibilidad de variar el tamaño de los casquillos de moldeo. Por ejemplo, a fin de variar la galga de los casquillos, se tiene que desmontar el molde entero, haciendo de ese modo la operación apenas práctica. Incluso en cuanto concierne a la variación de la longitud de los casquillos, la utilización del molde no es flexible, dado que están provistos únicamente dos tamaños previamente establecidos, en la etapa de construcción del molde. Un ajuste previo de este tipo es debido al hecho de que el molde comprende una placa intermedia instalada entre una placa alargada del bastidor y el casquillo. Una placa intermedia de este tipo está perforada de una manera idéntica con los taladros de la placa alargada. El casquillo se apoya contra la placa intermedia de este tipo. Dependiendo de la activación de un mandato determinado, el casquillo se puede mover desde una posición abierta hasta una posición cerrada en dicha placa intermedia, mientras, alternativamente, se puede mover integralmente con una placa intermedia de este tipo la cual, en correspondencia con su taladro, proporcionará una "extensión" del propio casquillo. El casquillo con la placa intermedia se cerrará mediante la placa alargada.
Otro problema con los moldes del tipo conocido se refiere al hecho de que parte del granulado de corcho permanece fuera del casquillo, en correspondencia con el grosor de las placas alargadas. Un granulado en exceso de este tipo ensucia el molde y también representa una pérdida de material.
Otro problema más general se refiere al hecho de que, a fin de reducir los costes de producción, los moldes están fabricados con un gran número de cavidades, siendo por lo tanto pobremente flexibles cuando se quieren obtener lotes con un número reducido de tapones de corcho aglomerado.
El principal objeto de la presente invención es aquél de superar las desventajas de los moldes del tipo conocido anteriormente mencionado y en particular de proporcionar un molde para tapones de corcho aglomerado el cual pueda ser particularmente flexible en utilización.
Otro objeto de la presente invención es proporcionar un molde para tapones de corcho aglomerado el cual pueda ser montado y desmontado fácilmente.
Otro objeto de la presente invención es proporcionar un molde para tapones de corcho aglomerado que trabaje de una manera fiable.
Un objeto adicional de la presente invención es obtener un molde para tapones de corcho aglomerado en el cual el tamaño de los tapones que se puedan obtener sea fácilmente ajustable.
Todavía un objeto adicional de la presente invención es proporcionar un sistema para la formación de tapones de corcho que sea flexible en utilización y capaz de reducir los desechos de material con respecto a la técnica anterior.
Estos y otros objetos, que se pondrán de manifiesto más adelante en este documento, se consiguen con el molde para la fabricación de tapones de corcho aglomerado según la invención, las características del cual se definen mediante la reivindicación 1.
Una configuración del molde de este tipo permite una gestión mejor y más rápida de las operaciones para sustituir los casquillos de moldeo a fin de variar su capacidad, porque los casquillos dejan de estar vinculados secuencialmente unos con otros.
De forma ventajosa, en una forma de realización preferida, un molde de este tipo tiene un casquillo de moldeo individual, de tal manera que se puede controlar completamente las dimensiones del lote de producción. Adicionalmente, el peso inferior de cada molde de "cavidad individual" hace la tarea de los operarios más fácil cuando se instala el molde. La estructura simplificada de un molde que tiene una cavidad de moldeo individual resulta en un funcionamiento más fiable y hace los ajustes del tamaño mucho más simples.
La invención también proporciona un procedimiento para la fabricación de tapones de corcho aglomerado que tiene las características de la reivindicación 11 adjunta.
Las características y las ventajas del molde y del procedimiento de fabricación según la presente invención se pondrán de manifiesto a partir de la siguiente descripción de una forma de realización de los mismos, provista con fines de ejemplificación y no de limitación, con referencia a los dibujos adjuntos, en los cuales:
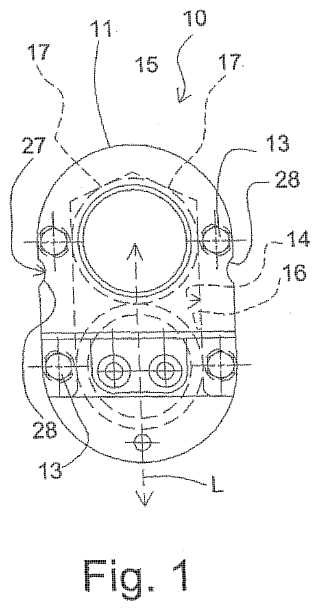
-la figura 1 representa una vista frontal de un molde según la invención;
-la figura 2 representa una vista lateral en sección del molde de la figura 1 que muestra el casquillo de moldeo en una posición abierta;
-la figura 3 representa una vista lateral en sección del molde de la figura 1 que muestra el casquillo del molde en una posición cerrada;
-la figura 4 muestra una vista frontal de un ajustador de la longitud del casquillo del molde de las figuras anteriores;
-la figura 5 representa una vista lateral en sección del molde de las figuras anteriores con el ajustador de la longitud de la figura 4 instalado en su interior;
-la figura 6 representa una vista frontal esquemática de una parte de un aparato para la formación de tapones de corcho aglomerado;
-la figura 7 representa una vista lateral esquemática de un detalle del aparato de la figura 6 en el que el casquillo del molde de formación está en la posición abierta para cargar los gránulos;
-la figura 8 representa un detalle de la figura 7 en el que el casquillo del molde de formación está representado en posición cerrada;
-la figura 9 representa una vista lateral en sección de un molde según una... [Seguir leyendo]
Reivindicaciones:
1. Un molde para la fabricación de tapones de corcho conglomerado que comprende por lo menos un casquillo de moldeo (15) instalado entre dos placas opuestas (11) separadas por elementos separadores (12) fijados a las placas (11) y que se puede desplazar a lo largo de una dirección de desplazamiento (L) entre una posición abierta para introducir gránulos de corcho o quitar el tapón formado y una posición cerrada, un casquillo de moldeo individual (15) estando instalado a lo largo de dicha dirección de desplazamiento (L) , dicho molde estando caracterizado porque están instalados medios de guía (14) en una cara interior (11a) de por lo menos una de dichas placas (11) , para permitir el deslizamiento de dicho casquillo de moldeo individual (15) desde dicha posición abierta hasta dicha posición cerrada, dichos medios de guía (14) comprendiendo medios de tope que se pueden quitar (19) adaptados para definir un apoyo para el casquillo en dicha posición cerrada y, cuando se quitan, permitir la extracción/inserción del casquillo (15) desde las placas (11) .
2. El molde según la reivindicación 1 caracterizado porque dichos medios de guía (14) comprende una vía (16) abierta en el extremo que corresponde a dicha posición cerrada del casquillo.
3. El molde según la reivindicación 1 o 2 caracterizado porque dichos medios de tope (19) comprenden un asiento (20) , formado en la cara interior (11a) de una placa correspondiente (11) , para acomodar un inserto de tope
(22) que se prolonga transversalmente con respecto a la dirección de deslizamiento del casquillo (15) , medios de bloqueo reversibles (23) estando asociados a dicho inserto de tope (22) para bloquear el mismo en dicho asiento (20) .
4. El molde según la reivindicación 2 o 3 caracterizado porque dicha vía (16) comprende dos carriles paralelos (16a) definidos en los bordes laterales de las placas (11) , separados uno del otro por una distancia sustancialmente equivalente al diámetro exterior del casquillo (15) , dichos carriles estando conectados a la parte superior de la guía (16) para definir apoyos de tope superiores (17) para el casquillo (15) .
5. El molde según cualquiera de las reivindicaciones anteriores caracterizado porque comprende un elemento de ajuste de la longitud que se puede quitar (24) para cambiar la longitud de dicho por lo menos un casquillo que se puede quitar (15) , adaptado para ser instalado contra la cara interior (11a) de una de dichas placas (11) , una base de dicho casquillo apoyándose contra dicho elemento de ajuste de la longitud (24) , el cual tiene un taladro pasante (25) que tiene un tamaño sustancialmente equivalente a aberturas (18) formadas en dichas placas (11) , dicho taladro pasante (25) estando adaptado para ser coaxial con dichas aberturas (18) cuando se acopla a la placa correspondiente (11) .
6. El molde según la reivindicación 5 caracterizado porque dicho elemento de ajuste de la longitud (24) está compuesto por una lámina que tiene un grosor equivalente a la diferencia entre la longitud máxima disponible del casquillo entre dichas placas (11) y la longitud del casquillo pensado para ser utilizado para formar el tapón, dicha lámina estando adaptada para ser insertada en el interior de una de dichas guías (16) y bloqueada en un extremo con un inserto de tope correspondiente (22) .
7. El molde según cualquiera de las reivindicaciones 1 a 4 caracterizado porque comprende placas auxiliares contorneadas (124) adaptadas para ser insertadas de forma que se puedan quitar en el interior de dichos medios de guía para proporcionar un apoyo a los extremos respectivos de dicho casquillo, dichas placas contorneadas (124) comprendiendo taladros pasantes (125) los cuales corresponden a aberturas (118) formadas en dichas placas (111) y provistos de un diámetro mayor que el diámetro interior de dicho casquillo (115) .
8. El molde según la reivindicación 7 caracterizado porque dichas placas (124) están bloqueadas en un extremo por un inserto de tope correspondiente (122) .
9. El molde según la reivindicación 7 u 8 en el que dichas vías de guía (116) tienen un ancho incrementado de tal manera que permite la inserción de dichas placas.
10. El molde según cualquiera de las reivindicaciones anteriores caracterizado porque un casquillo de moldeo individual (15) está comprendido entre dichas placas (11) .
11. Un procedimiento para la fabricación de tapones de corcho conglomerado con una pluralidad de moldes
(10) con casquillos de moldeo (15) , dichos moldes siendo accionados a través de estaciones (D) las cuales comprenden por lo menos un dispositivo de dosificación (31) para dosificar los gránulos de corcho en el interior de los casquillos (15) de los moldes (10) , los casquillos (15) siendo desplazados a lo largo de una dirección de desplazamiento (L) desde una posición de abertura del casquillo, para cargar los gránulos de corcho y la extracción del tapón formado, y una posición de cierre del casquillo, un casquillo de moldeo individual (15) estando instalado a lo largo de dicha dirección de desplazamiento (L) , caracterizado porque dicho casquillo de moldeo individual (15) desliza a lo largo de medios de guía (14) instalados en una cara interior (11a) de por lo menos una de dichas placas (11) , desde dicha posición abierta hasta dicha posición cerrada, el casquillo en dicha posición cerrada apoyándose en medios de tope (19) de dichos medios de guía (14) , dichos medios de tope (19) siendo quitados para permitir la extracción/inserción del casquillo (15) de las placas (11) .
12. El procedimiento para la fabricación de tapones de corcho según la reivindicación 11 caracterizado porque 5 los casquillos (15) de dichos moldes (10) son desplazados verticalmente.
13. El procedimiento para la fabricación de tapones de corcho según la reivindicación 11 o 12 caracterizado porque una boquilla de carga (35) de dicho por lo menos un dispositivo de dosificación (31) directamente corresponde con el interior de dicho casquillo de moldeo (15) del molde (10) durante la fase de carga de gránulos.
14. El procedimiento para la fabricación de tapones de corcho según la reivindicación 13 caracterizado porque dicha boquilla (35) se apoya contra la base de dicho casquillo (15) .
15. El procedimiento para la fabricación de tapones de corcho según cualquiera de las reivindicaciones 12 a 17
caracterizado porque cada molde (10) está centrado con respecto a dicho por lo menos un dispositivo de dosificación de los gránulos (31) .
16. El procedimiento para la fabricación de tapones de corcho según la reivindicación 15 caracterizado porque dos referencias de centrado opuestas (28) de los medios de centrado (27) definidas en los bordes laterales de 20 dichas placas (11) , se acoplan con pasadores de centrado respectivos (35a) de las boquillas respectivas (35) .
Patentes similares o relacionadas:
Procedimiento de fabricación de una placa de corcho difusora, una pared de corcho difusora y un recipiente isotérmico que comprende dicha pared, del 13 de Mayo de 2020, de Corkconcept SA: Procedimiento de fabricación de una placa de corcho difusora para un recipiente isotérmico, caracterizado porque, considerando de partida […]
Un elemento de cierre para recipientes y un proceso para fabricar dicho elemento de cierre, del 12 de Febrero de 2020, de Bernasconi, Brunello: Un elemento de cierre para recipientes para líquidos, en particular botellas, que comprende al menos una lámina de corcho que tiene dos caras principales opuestas (2a, […]
Sistema de perforado automático de tapón de corcho, del 15 de Enero de 2020, de Amorim Cork Research, Lda: Un sistema automático de perforación de tapón de corcho caracterizado porque comprende: una estructura de soporte que define un plano (P) de trabajo y que tiene un primer […]
Dispositivo y proceso para utilizar la calidad de los tapones de corcho, del 4 de Septiembre de 2019, de Guimarães, Hugo Ferreira: Un dispositivo para seleccionar la calidad de los tapones de corcho, que incluye: - un dispositivo capaz de girar los tapones, que contiene al menos cuatro […]
Procedimiento de fabricación de tapones de corcho natural mediante bobinado en espiral de una lámina de corcho puro y corcho así obtenido, del 20 de Mayo de 2019, de Bernasconi, Brunello: Procedimiento para la producción y fabricación de tapones de láminas de corcho enrolladas en espiral, caracterizado por el hecho de que incluye las siguientes […]
Conjunto y proceso para organizar pilas de tapones de corcho y máquina que comprende dicho conjunto, del 8 de Mayo de 2019, de Amorim Cork Research, Lda: Un conjunto para organizar pilas de tapones de corcho, que comprende: · una plataforma para organizar pilas de tapones de corcho que comprende una […]
Cierre para un recipiente que contiene un producto, del 3 de Abril de 2019, de Vinventions USA, LLC: Un cierre sintético para un recipiente que contiene un producto, construido para ser introducido y quedar retenido de forma segura en un cuello formador […]
Aparato de moldeo para la fabricación de tapones de corcho aglomerados, del 20 de Marzo de 2019, de MEACCI S.R.L.: Un aparato de moldeo para la fabricación de tapones de corcho aglomerado, que comprende: medios de transporte de molde a al menos una estación de moldeo; […]