Método y aparato para secar una banda de material en movimiento en una máquina de fabricación de papel o cartón.
Método para el secado de una banda de material (13) en movimiento en una sección de secado de una máquinade fabricación de papel o cartón,
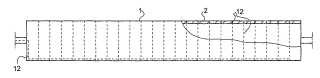
en el que la banda (13) se seca con un cilindro de secado (1) calentado transversala la dirección de desplazamiento de la banda (13), por delante del cual la banda (13) se conduce, mientras que latemperatura del cilindro de secado (1) se ajusta, de manera independiente, en diferentes localizaciones en sudirección longitudinal mediante cables de resistencia (12) que se extienden anularmente alrededor del cilindro desecado (1) en planos perpendiculares al eje longitudinal del cilindro de secado (1) y se distribuyen en intervalosiguales por la longitud del cilindro de secado (1), para equilibrar las diferencias de humedad en conexión con elsecado, donde las diferencias tienen lugar en la dirección transversal de la banda (13), en donde el proceso desecado elimina las líneas de humedad (17) en la dirección longitudinal de la banda (13) que se generan alconformarse la banda (13) en la tela y aparece como picos en el perfil de humedad transversal de la banda (13),aumentando la corriente eléctrica que se transmite en el cable o cables de resistencia (12) por una línea dehumedad (17) en relación a los cables de resistencia (12) adyacentes.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FI2006/000262.
Solicitante: STORA ENSO OYJ.
Nacionalidad solicitante: Finlandia.
Dirección: KANAVARANTA 1 00160 HELSINKI FINLANDIA.
Inventor/es: RASANEN,JARI, KARINE,SEPPO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- D21F5/02 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21F MAQUINAS DE FABRICAR PAPEL; METODOS DE PRODUCCION DEL PAPEL. › D21F 5/00 Sección de secado de las máquinas de fabricar hojas continuas de papel. › Secado sobre cilindros.
- D21F5/06 D21F 5/00 […] › Regulación de la temperatura.
- F26B13/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F26 SECADO. › F26B SECADO DE MATERIALES SOLIDOS O DE OBJETOS POR ELIMINACION DEL LIQUIDO QUE CONTIENEN (dispositivos de secado para cosechadoras-trilladoras A01D 41/133; rejillas para el secado de frutas o vegetales A01F 25/12; secado de productos alimenticios A23; secado de cabellos A45D 20/00; artículos para el secado del cuerpo A47K 10/00; secado de artículos domésticos A47L; secado de gases o vapores B01D; procedimientos físicos o químicos para la eliminación del agua o cualquier otra forma de separar los líquidos de los sólidos B01D 43/00; aparatos centrifugadores B04; secado de cerámica C04B 33/30; secado de hilos o tejidos textiles en combinación con cualquier otra forma de tratamiento D06C; soportes de secado para lavandería sin calefacción ni circulación de aire efectiva, secadores centrífugos domésticos o similares, escurrido o prensado en caliente de la colada D06F; hornos F27). › Máquinas o aparatos con movimiento progresivo, para el secado de tejidos, fibras, hilos u otros materiales de gran longitud.
- F26B13/18 F26B […] › F26B 13/00 Máquinas o aparatos con movimiento progresivo, para el secado de tejidos, fibras, hilos u otros materiales de gran longitud. › calentados; enfriados.
PDF original: ES-2427353_T3.pdf
Fragmento de la descripción:
Método y aparato para secar una banda de material en movimiento en una máquina de fabricación de papel o cartón.
La presente invención hace referencia a un método para secar una banda de material en movimiento en una máquina de fabricación de papel o cartón, en la que la banda se seca con un cilindro de secado calentado transversal a la dirección de desplazamiento de la banda, por delante del cual se conduce dicha banda. Además, la presente invención hace referencia a una sección de secado que comprende un aparato, con el que el método puede ser aplicado.
En un proceso convencional de fabricación de papel o cartón, se alimenta material continuamente a una tela sin fin para formar una banda de material de fibra. La hoja continua generada se transfiere desde la malla hasta la sección de compresión de la máquina de fabricación de papel o cartón, y a continuación a la sección de secado de la máquina, en la que la banda se seca, de forma habitual, mediante varios cilindros de secado con calor sucesivos en la dirección de desplazamiento de la banda. En la máquina, el proceso de secado puede estar seguido del proceso de encolado de la banda, el secado del adhesivo, el calandrado de la banda para presionar o pulir su superficie y, finalmente, el bobinado de la banda acabada en un mandril en la denominada máquina bobinadora.
Cuando se seca la banda en una máquina de fabricación de papel o cartón, la situación se presenta, en la mayoría de las ocasiones, de tal manera que la humedad de la banda que llega a la sección de secado de la máquina o que se desplaza a través de sus sucesivos cilindros de secado en la sección de secado, no es uniforme, sino que existen variaciones en la dirección transversal de la banda. Por tanto, es habitual que debido a los flujos de aire generados por el movimiento de la banda, la banda se seca más en sus bordes que en el área central. En este caso, el perfil de humedad transversal de la banda es convexo, lo que ha sido ilustrado en la Figura 4 de los dibujos de la patente que serán explicados en más detalle más adelante. Otro fenómeno que se muestra como irregularidades en el perfil de humedad de la banda, son las líneas de humedad longitudinales de la banda, es decir, zonas longitudinales bastante estrechas, en las que la humedad de la banda es claramente mayor que en las áreas inmediatas a ambos lados de la zona en cuestión. Las líneas de humedad habitualmente tienen su origen en la sección de la tela de las máquinas, en la que la banda se conformó, por tanto, dando como resultado, por ejemplo, la formación de perturbaciones locales causadas por obstrucciones en la extracción de agua en la dirección transversal de la tela. Las líneas de humedad se muestran como picos que se extienden hacia la parte superior en el perfil de humedad transversal de la banda, de acuerdo con la Figura 5 de las reivindicaciones.
Cuando se aplica calor uniforme a la banda desde los cilindros de secado, en la sección de secado de las actuales máquinas de papel o cartón, las irregularidades en el perfil de humedad continuarán, incluso si la humedad de la banda en su totalidad desciende de forma considerable en el secado. Hasta ahora se ha intentado equilibrar la humedad de la banda después de la etapa de secado, bien mediante secado adicional, tal como radiación infrarroja o IR aplicada a las áreas de la banda seca que se han quedado más húmedas, o mediante la humidificación de las áreas de la banda que se hayan secado en mayor medida. Sin embargo, tales medidas de equilibrado proporcionan al proceso de fabricación de la banda etapas extra que resultan difíciles de controlar, y el nuevo proceso de humidificación de la banda supone, adicionalmente, una pérdida energética, considerando el proceso de secado en su totalidad.
La patente DE 100 17 803 A1 revela una sección de secado de una máquina de fabricación de papel o cartón que comprende al menos un cilindro de secado en el que la cubierta del cilindro de secado se enfría de forma selectiva en determinadas áreas en la dirección transversal de la banda de cartón o de papel, reduciendo por tanto la temperatura superficial de la cubierta en esas áreas, en donde las áreas se encuentran situadas adyacentes a las líneas del perfil de humedad de la banda de papel o cartón, para equilibrar el perfil de humedad de la banda de papel o cartón en la dirección transversal de la misma.
Es objeto de la presente invención resolver el problema causado por el perfil de humedad irregular de la banda, es decir, por las líneas de humedad longitudinales de la banda, de una manera más sencilla y, debido al uso energético, con un menor coste. El problema se resuelve mediante un método según la reivindicación 1, y respectivamente una sección de secado de acuerdo con la reivindicación 4. En la invención, se dispone que el equilibrado del perfil de humedad de la banda, es decir, las diferencias del perfil de humedad en la dirección transversal de la banda, tenga lugar cuando se seca la banda en la sección de secado de la máquina de fabricación de papel o cartón, donde la solución consiste esencialmente en ajustar independientemente la temperatura del cilindro de secado en diferentes localizaciones en su dirección longitudinal para el equilibrado, en conexión con el secado, de las diferencias de humedad en la dirección transversal de la banda que se deben a las líneas de humedad en dirección longitudinal de la banda que se generan al formarse la banda en la tela.
Por tanto, la invención ofrece la opción de adaptar el efecto de calor aplicado a la banda del cilindro de secado según el perfil de humedad en cuestión de la banda, es decir, aplicar un calor más intenso en las localizaciones de la banda que se distinguen en el perfil de humedad que están más húmedas que otras y, respectivamente, un calor más suave en aquellos lugares que se encuentran más secos que otros. El resultado es un alisamiento del perfil de humedad de la banda en conexión con el proceso de secado; y en un caso ideal, un cambio del perfil para que sea lineal, de manera que no haya diferencias de humedad en la dirección transversal de la banda para que esté completamente seca.
El objeto básico de la presente invención es ajustar la temperatura del cilindro de secado de manera que sea posible con el mencionado ajuste eliminar las líneas de humedad longitudinales de la banda de papel o de cartón que se generan en la sección de la tela de la máquina cuando se forma la banda. La solución técnica adecuada para este propósito es colocar cables de resistencia en intervalos con una relativa densidad en diferentes localizaciones en la dirección longitudinal del cilindro de secado, y ajustar la corriente eléctrica que se transmite en cada cable de resistencia de manera independiente, sin tener en cuenta otros cables. Mediante esta solución, el calentamiento del cilindro y el efecto de secado causado por éste, puede ser intensificado en las localizaciones en la dirección longitudinal del cilindro, es decir la dirección transversal de la banda, en la que las líneas de humedad se encuentran situadas.
El equilibrado de las líneas de humedad incluye, habitualmente, que la temperatura del cilindro se ajuste de manera más elevada en dos o más localizaciones en la dirección longitudinal del cilindro de secado, que en localizaciones inmediatas a ambos lados de las localizaciones mencionadas en primer lugar, para equilibrar las diferencias de humedad debido a dos o más líneas de humedad en la dirección longitudinal de la banda.
En un modo de realización preferente de la invención, cuando se ajusta el secado de la banda de acuerdo a la invención, la eficiencia del calentamiento del cilindro de secado en el área central puede ser, en general, dispuesta de forma que sea mayor que en sus extremos opuestos, en cuyo caso el cilindro equilibrará las diferencias de humedad de la banda que es más húmeda en el centro y más seca en sus bordes. El problema general causado por los flujos de aire y que se presentan como convexidad del perfil de humedad de la banda, puede por tanto solucionarse. Una solución práctica puede ser, por ejemplo, dividir el interior del cilindro de secado en zonas sucesivas en la dirección longitudinal del cilindro, de manera que el vapor del calentamiento pueda suministrase a diferentes zonas de forma independiente. Por tanto, el vapor más caliente puede proporcionarse a la zona más central del cilindro que va a secar la sección central de la banda, y las zonas simétricas en ambos lados de la misma pueden ser suministradas gradualmente con vapor con una temperatura menor, de manera que el vapor de calentamiento con la temperatura más baja siempre ejerza un efecto en los bordes opuestos de la banda.
... [Seguir leyendo]
Reivindicaciones:
1. Método para el secado de una banda de material (13) en movimiento en una sección de secado de una máquina de fabricación de papel o cartón, en el que la banda (13) se seca con un cilindro de secado (1) calentado transversal a la dirección de desplazamiento de la banda (13) , por delante del cual la banda (13) se conduce, mientras que la temperatura del cilindro de secado (1) se ajusta, de manera independiente, en diferentes localizaciones en su dirección longitudinal mediante cables de resistencia (12) que se extienden anularmente alrededor del cilindro de secado (1) en planos perpendiculares al eje longitudinal del cilindro de secado (1) y se distribuyen en intervalos iguales por la longitud del cilindro de secado (1) , para equilibrar las diferencias de humedad en conexión con el secado, donde las diferencias tienen lugar en la dirección transversal de la banda (13) , en donde el proceso de secado elimina las líneas de humedad (17) en la dirección longitudinal de la banda (13) que se generan al conformarse la banda (13) en la tela y aparece como picos en el perfil de humedad transversal de la banda (13) , aumentando la corriente eléctrica que se transmite en el cable o cables de resistencia (12) por una línea de humedad (17) en relación a los cables de resistencia (12) adyacentes.
2. Método según la reivindicación 1, caracterizado por que la potencia de calentamiento del cilindro de secado (1) se dispone de forma que sea mayor en la sección central (4) del cilindro que en sus extremos opuestos (4’, 4’’) , de manera que el cilindro equilibre las diferencias de humedad de una banda (13) , que se encuentra más húmeda en el centro y más seca en sus bordes.
3. Método según la reivindicación 2, caracterizado por que el interior (3) del cilindro de secado (1) se ha dividido, de manera adicional, en sucesivas zonas (4, 4’, 4’’) en la dirección longitudinal del cilindro, y porque se proporciona vapor de calentamiento (7, 8) a las diferentes zonas de forma independiente, donde se suministra vapor (7) de una temperatura más elevada a la zona central (4) y donde se suministra vapor (8) de una temperatura más baja a las zonas de los bordes opuestos (4’, 4’’) , de manera que el suministro de vapor equilibra las diferencias de humedad en una banda (13) que se está más húmeda en el centro y más seca en sus bordes.
4. Una sección de secado de una máquina de fabricación de papel o cartón que comprende un aparato para el secado de una banda de material (13) en movimiento, donde dicho aparato comprende al menos un cilindro de secado (1) calentado, transversal a la dirección de desplazamiento de la banda (13) , por delante del cual la banda
(13) se dispone para su desplazamiento, en donde cables de resistencia (12) que se extienden alrededor del cilindro de secado (1) en planos perpendiculares al eje longitudinal del cilindro de secado (1) , se distribuyen en intervalos iguales en la dirección longitudinal por la longitud del cilindro de secado (1) , donde el aparato comprende medios de ajuste para ajustar la corriente eléctrica independientemente en cada uno de los cables de resistencia (12) , de manera que la temperatura del cilindro de secado (1) se pueda ajustar independientemente en diferentes puntos en su dirección longitudinal, para eliminar las diferencias de humedad que tienen lugar en la dirección transversal de la banda (13) , donde las diferencias se deben a las líneas de humedad (17) en la dirección longitudinal de la banda y se presentan como picos en el perfil de humedad transversal de la banda, donde dicho ajuste comprende aumentar la corriente eléctrica que se transmite en el cable o cables de resistencia (12) por una línea de humedad (17) en relación con los cables adyacentes (12) .
5. Sección de secado según la reivindicación 4, caracterizada por que los cables de resistencia (12) anulares están situados en intervalos de 1 – 30 cm, de manera preferente d.
2. 20 cm, y más preferentemente de 3 – 15 cm en la dirección longitudinal del cilindro de secado (1) .
6. Sección de secado según la reivindicación 4 o 5, caracterizada por que la potencia de calentamiento del cilindro de secado (1) puede estar dispuesta de forma que sea mayor en la sección central (4) del cilindro que en sus extremos opuestos (4’, 4’’) de manera que el cilindro equilibre las diferencias de humedad en una banda (13) que está más húmeda en el centro y más seca en sus bordes.
7. Sección de secado según la reivindicación 6, caracterizada por que el interior (3) del cilindro de secado (1) ha sido dividido en zonas sucesivas (4, 4’, 4’’) en la dirección longitudinal del cilindro, y porque el vapor de calentamiento (7, 8) puede ser suministrado de forma independiente a las diferentes zonas.
Patentes similares o relacionadas:
Rodillo térmico de succión o soplado, del 2 de Abril de 2019, de GTK Timek Group SA: Un rodillo térmico de succión o de soplado que comprende: - un cuerpo cilíndrico que se extiende en una dirección longitudinal (X-X); comprendiendo dicho cuerpo cilíndrico […]
Rodillo térmico y procedimiento de producción, del 12 de Abril de 2017, de GTK Timek Group SA: Un rodillo térmico que comprende - un cuerpo cilíndrico que se extiende a lo largo de una dirección longitudinal (X-X); comprendiendo […]
CABEZA DE OBTURACION PARA ADMISION DE UN MEDIO CALORPORTANTE., del 1 de Marzo de 2007, de CHRISTIAN MAIER GMBH & CO. MASCHINENFABRIK: Cabeza de obturación para admisión de un medio caloportante, en especial un aceite caloportante, en un sistema de presión, como un tambor de secado, cilindro […]
APARATO DE SECADO CALENTADO CON GAS, del 1 de Octubre de 1998, de GASTEC N.V.: UN APARATO DE SECADO QUE COMPRENDE UN TAMBOR CILINDRICO PARA SECAR, SOBRE LA SUPERFICIE EXTERNA DEL TAMBOR SUSTANCIAS VISCOSAS Y EN FORMA DE PULPA, TAL […]
CONJUNTO DE SIFON GIRATORIO DE BAJA PRESION DIFERENCIAL PARA USO CON TAMBORES SECADORES CALENTADOS POR VAPOR., del 1 de Octubre de 1994, de THE JOHNSON CORPORATION: CONJUNTO DE SIFON GIRATORIO DE BAJA PRESION DIFERENCIAL PARA USO CON TAMBORES SECADORES CALENTADOS POR VAPOR. COMPRENDE UNA ZAPATA DE SIFON ASPIRADO Y, PARA […]
PERFECCIONAMIENTOS EN CILINDROS SECADORES EN LAS INSTALACIONES DE FABRICACION DE CARTON Y PAPEL., del 1 de Noviembre de 1993, de BAUMANN, FELIX: EL DISPOSITIVO DE EXTRACCION DE LOS CONDENSADOS, EN EL INTERIOR DE LA CAVIDAD INTERNA DEL CILINDRO, CONSISTE EN UN TABIQUE DISPUESTO DELANTE DEL […]
CABEZAL HERMETICO PARA CONDUCIR UNOS PORTADORES DE CALOR A UN SISTEMA DE PRESION GIRATORIO., del 16 de Abril de 1993, de CHRISTIAN MAIER GMBH & CO. MASCHINENFABRIK: LA INVENCION: SE REFIERE A UN CABEZAL HERMETICO QUE CONSISTE EN UN ROTOR TUBULAR ACOPLADO EN EL SISTEMA DE PRESION Y UNA CARCASA NO MOVIBLE […]
Procedimiento para la determinación del grado de reticulación de al menos una capa de resina prevista sobre una placa de soporte, del 30 de Mayo de 2019, de FLOORING TECHNOLOGIES LTD.: Procedimiento para la determinación del grado de reticulación de al menos una capa de resina de una resina de formaldehído que puede curarse por calor, prevista sobre […]