Método para separar dos películas superpuestas y bolsa producida de acuerdo con el método mencionado, así como un dispositivo para la ejecución del método.
Método para moldear al menos dos tubos flexibles (112, 114) o terminales en una película tubular continua (16,
110) con una capa superior de la película (12) y una capa inferior de la película (14), el cual presenta los siguientespasos:
a) sujeción de las capas de la película individuales (12, 14) con un sujetador (10) correspondiente con unarespectiva herramienta superior (18, 120) para sujetar la capa superior de la película (12) y respectivamente con unaherramienta inferior (20, 122) para sujetar la capa inferior de la película (14) en los puntos en los que debemoldearse un tubo flexible (112, 114) o terminal;
b) separación de las capas de la película (12, 14) a través de la herramienta superior e inferior (18, 120; 20, 122) delrespectivo sujetador (10) en los puntos antes mencionados, donde la capa superior de la película (12) es separadade la capa inferior de la película (14);
c) desplazamiento de uno hacia el otro de los sujetadores contiguos (10) en una longitud determinada (Dx), despuésde que respectivamente hayan sujetado las capas (12, 14) con su herramienta superior (18, 120) y con suherramienta inferior (20, 122);
d) inserción de los tubos flexibles (112, 114) o terminales en áreas de las capas de la película separadas (12, 14) y
e) unión de los tubos flexibles (112, 114) o terminales con las capas de la película (12, 14).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10002138.
Solicitante: FRESENIUS MEDICAL CARE DEUTSCHLAND GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ELSE-KRONER-STRASSE 1 61352 BAD HOMBURG V.D.H. ALEMANIA.
Inventor/es: MEISINGER, MATTHIAS, KUGELMANN, FRANZ, DR..
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31B19/84
- B65B43/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › por zarpas que cooperan con soportes fijos.
- B65B43/30 B65B 43/00 […] › por zarpas que trabajan sobre las paredes opuestas, p. ej. por succión.
PDF original: ES-2398807_T3.pdf
Fragmento de la descripción:
Método para separar dos películas superpuestas y bolsa producida de acuerdo con el método mencionado, así como un dispositivo para la ejecución del método.
La presente invención hace referencia en primer lugar a un método para manipular dos películas superpuestas, en particular películas tubulares plásticas, con una herramienta superior y una herramienta inferior situada de forma opuesta, así como a una bolsa producida de acuerdo con este método. La manipulación hace referencia por una parte a la separación de las películas y, por otra parte, al moldeado de al menos dos tubos flexibles o terminales en una película tubular continua.
Las películas tubulares son muy utilizadas para el embalaje en general. En el ámbito de la medicina se emplean preferentemente para producir sistemas de bolsas que cumplen con elevadas exigencias en cuanto a la esterilidad y a la ausencia de partículas. La ventaja de las películas tubulares reside en el hecho de que las películas pueden ser cerradas al finalizar el proceso de producción, de modo tal que pueden producirse y almacenarse de forma "estéril". También durante el resto del proceso la carga de partículas es sumamente reducida puesto que sólo debe proporcionarse un acceso temporal a los respectivos puntos específicos para colocar un terminal.
Durante el procesamiento de las películas tubulares, la apertura de las láminas presenta particularmente grandes dificultades a causa de la propiedad adherente de los lados de la película, de unos con respecto a otros.
En el estado del arte ya se han descrito dispositivos para separar dos películas que se encuentran unidas la una a la otra. Por la solicitud DE 43 15 685 A1 se conoce un dispositivo correspondiente en el que se encuentran dispuestas una herramienta superior, así como una herramienta inferior correspondientes, por encima, así como por debajo de las mitades de las películas a ser separadas la una de la otra. Esta herramienta superior, así como la herramienta inferior correspondiente, presenta ventosas para aspirar las respectivas mitades de la película y separarlas la una de la otra a través del desplazamiento de separación de ventosas. Sin embargo, estos aspiradoresno pueden emplearse en todos los tipos de películas donde se empleen películas tubulares correspondientes. Éstas deben abrirse de otro modo, de una forma mecánica.
Asimismo, en las solicitudes DE 33 26 616 A1, DE 195 10 669 A1, FR 2 716 868 A, EP 1 086 804 A2, US 4, 484, 904 A y JP 62271726 A se revela un método para separar dos películas superpuestas y/o una bolsa y/o un dispositivo para separar dos películas superpuestas.
Es objeto de la presente invención el crear un método para moldear al menos dos tubos flexibles o terminales en una película tubular continua.
Este objeto se alcanzará conforme a lo mencionado en la reivindicación 1.
En las reivindicaciones dependientes que siguen a la reivindicación principal se observan conformaciones de la invención acordes a la misma.
La presente invención hace referencia además a un dispositivo para ejecutar el método antes mencionado, conforme a la reivindicación 5.
A través del método conforme a la invención, de acuerdo con la reivindicación 1, también pueden moldearse de forma ventajosa dos tubos flexibles o terminales en una película tubular continua, tal como se representa a continuación.
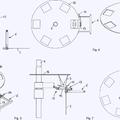
De acuerdo con el estado del arte, el moldeo de una pluralidad de conexiones de tubos flexibles o terminales tiene lugar generalmente en una operación y con una herramienta de soldadura. De este modo, las conexiones de tubos flexibles o terminales son conducidas de forma conjunta hacia un lado abierto de una película tubular continua o del lado no soldado de una bolsa y, después de la apertura de la bolsa, son ubicadas dentro de la película. Esto se explica mediante la secuencia de figuras en las figuras 1 a 3 conforme a los dibujos adjuntos. En la figura 5 se observan dos mordazas de una herramienta de soldadura 116 y 118, y dos secciones del tubo flexible 112 y 114 que deben ser moldeadas a una distancia determinada en una bolsa 110 que se encuentra estirada en el centro. La distancia entre los puntos centrales de las secciones de los tubos flexibles es a. En la figura 6 se representa cómo la herramienta superior 116, así como la herramienta inferior 118 de las herramientas de soldadura son desplazadas una hacia la otra para soldar las películas de la película tubular continua 110 al tubo flexible 112 o al tubo 114 (no representado aquí) . Las conexiones del tubo flexible 112 y 114 son conducidas aquí por tanto de forma conjunta hacia un lado no soldado de la película tubular continua o de una bolsa soldada y, después de la apertura de la película tubular continua o de la bolsa, son ubicadas dentro de la película. Después del cierre de la herramienta de soldadura, las películas de la película tubular continua 110 se forman alrededor de los tubos flexibles 112 y 114 y éstos son cerrados a través de la aplicación de calor. La desventaja de este método reside en el hecho de que a partir de la película tubular continua bidimensional debe crearse un producto tridimensional. Para moldear la circunferencia de los tubos flexibles o de las piezas de soldar se necesita material de las áreas de margen y se retira también parcialmente de la herramienta de soldadura. Pero debido a que entre los tubos flexibles 112, 114 o terminales no puede fluir libremente ningún material de película, puesto que la herramienta de soldadura 116, 118 que se cierra lo impide a causa de la compresión requerida para la soldadura, se forman puntos delgados en la película, es decir áreas con una elevada tensión residual en el tubo flexible o embuticiones profundas. Estos puntos delgados, en caso de una carga de la bolsa, conducen a defectos posteriores, es decir, a fugas o roturas en esos puntos sometidos a tensión. Esto se muestra de forma esquemática en la figura 7. Aquí se representa un área con grandes tensiones en el área entre los tubos flexibles soldados.
Se presenta aquí la tarea adicional de mejorar el método ya conocido para moldear al menos dos tubos flexibles o terminales en una película tubular continua o mejorar una bolsa prefabricada a este respecto, de manera que las bolsas fabricadas resistan cargas comparativamente más elevadas.
Conforme a la invención este método se alcanzará en base a un método acorde a la clase para moldear al menos dos tubos flexibles o terminales en una película tubular continua a través de la combinación de las características de la reivindicación 1.
A través de la sujeción de las películas individuales superpuestas con, respectivamente, un sujetador con una herramienta superior y una herramienta inferior, las películas pueden ser separadas en el área en donde deben ser colocados los tubos flexibles o terminales, precisamente hasta que quede predefinido aquí un espacio libre suficiente para colocar los tubos flexibles o terminales. A través de la separación local se crean áreas de abertura que corresponden esencialmente a la circunferencia externa de los tubos flexibles o terminales que por lo general son circulares. De este modo, al sobreponer las mordazas de soldadura ya sólo se necesita una longitud reducida de las películas, la cual es necesaria para sujetar el tubo flexible o terminal durante el proceso de soldadura. Con ello se impide en una gran medida un estiramiento de las películas durante el proceso de soldadura. En las reivindicaciones dependientes que siguen a la reivindicación principal se observan conformaciones particularmente ventajosas del método.
Conforme a la invención, los sujetadores se desplazan el uno hacia el otro a una distancia determinada después de la respectiva sujeción de las áreas de la película tubular, de manera que entre los sujetadores, y con ello entre los tubos flexibles o terminales a ser colocados posteriormente, se forma un pliegue con una reserva de película que en el caso de un proceso de soldadura adecuado, es decir, al ser rodeados de forma adecuada los tubos flexibles o terminales, puede ser utilizada por las mordazas de soldadura. De este modo se evitan de forma adicional las áreas de mayor tensión entre los tubos flexibles o terminales.
De forma ventajosa, los tubos o terminales se encuentran unidos a la película que los rodea a través de un proceso de soldadura.
Los sujetadores sujetan las películas de forma ventajosa en un punto que corresponde a la distancia deseada posteriormente entre los tubos flexibles o terminales más el área a la que deben ser desplazados los sujetadores el uno hacia el otro.
De acuerdo con otra conformación ventajosa de la invención, una película tubular continua es... [Seguir leyendo]
Reivindicaciones:
1. Método para moldear al menos dos tubos flexibles (112, 114) o terminales en una película tubular continua (16, 110) con una capa superior de la película (12) y una capa inferior de la película (14) , el cual presenta los siguientes pasos:
a) sujeción de las capas de la película individuales (12, 14) con un sujetador (10) correspondiente con una respectiva herramienta superior (18, 120) para sujetar la capa superior de la película (12) y respectivamente con una herramienta inferior (20, 122) para sujetar la capa inferior de la película (14) en los puntos en los que debe moldearse un tubo flexible (112, 114) o terminal;
b) separación de las capas de la película (12, 14) a través de la herramienta superior e inferior (18, 120; 20, 122) del respectivo sujetador (10) en los puntos antes mencionados, donde la capa superior de la película (12) es separada de la capa inferior de la película (14) ;
c) desplazamiento de uno hacia el otro de los sujetadores contiguos (10) en una longitud determinada (Δx) , después de que respectivamente hayan sujetado las capas (12, 14) con su herramienta superior (18, 120) y con su herramienta inferior (20, 122) ;
d) inserción de los tubos flexibles (112, 114) o terminales en áreas de las capas de la película separadas (12, 14) y
e) unión de los tubos flexibles (112, 114) o terminales con las capas de la película (12, 14) .
2. Método conforme a la reivindicación 1, caracterizado porque los tubos flexibles (112, 114) o terminales se encuentran unidos a las capas de la película (12, 14) a través de una unión por soldadura.
3. Método conforme a una de las reivindicaciones 1 ó 2, caracterizado porque dos sujetadores (10) contiguos con su herramienta superior (18, 120) , así como con su herramienta inferior (20, 122) , sujetan las capas de la película (12, 14) a una distancia (x+Δx) la una de la otra que corresponde a la distancia (x) deseada posteriormente entre los tubos flexibles (112, 114) o terminales moldeados más la longitud (Δx) a la que deben ser desplazados los sujetadores (10) el uno hacia el otro.
4. Método conforme a una de las reivindicaciones 1 - 3, caracterizado porquela película tubular continua (16, 110) antes de la sujeción de las áreas de la película se encuentra soldada respectivamente a un sujetador (10) formando esencialmente ya una bolsa, donde las áreas en las que debe moldearse un tubo flexible (112, 114) o terminal han sido excluidas.
5. Dispositivo para ejecutar un método para moldear al menos dos tubos flexibles (112, 114) o terminales en una película tubular continua (16, 110) con una capa superior de la película (12) y una capa inferior de la película (14) , el cual comprende los siguientes pasos:
a) sujeción de las capas de la película individuales (12, 14) con un sujetador (10) correspondiente con una respectiva herramienta superior (18, 120) para sujetar la capa superior de la película (12) y respectivamente con una herramienta inferior (20, 122) para sujetar la capa inferior de la película (14) en los puntos en los que debe moldearse un tubo flexible (112, 114) o terminal;
b) separación de las capas de la película (12, 14) a través de la herramienta superior e inferior (18, 120; 20, 122) del respectivo sujetador (10) en los puntos antes mencionados, donde la capa superior de la película (12) es separada de la capa inferior de la película (14) ;
c) desplazamiento de uno hacia otro de los sujetadores contiguos (10) en una longitud determinada (Δx) , después de que respectivamente hayan sujetado las capas (12, 14) con su herramienta superior (18, 120) y con su herramienta inferior (20, 122) ;
d) inserción de los tubos flexibles (112, 114) o terminales en áreas de las capas de la película separadas (12, 14) y
e) unión de los tubos flexibles (112, 114) o terminales con las capas de la película (12, 14) , donde los sujetadores (10) presentan una herramienta superior (18, 120) y una herramienta inferior (20, 122) para sujetar las capas de la pelicula (12, 14) en el área del margen de la bolsa, así como mordazas de soldadura para soldar las capas de la pelicula (12, 14) o los terminales a los tubos flexibles (112, 114) .
Patentes similares o relacionadas:
Aparato de apertura de bolsas y procedimiento de apertura de bolsas, del 17 de Junio de 2020, de TOYO JIDOKI CO., LTD.: Un aparato de apertura de bolsas que comprende una unidad de formación de espacios para doblar al menos una porción de pared frontal , […]
Un aparato de recogida de contenedores en una configuración aplanada y de apertura de los contenedores, del 23 de Octubre de 2019, de MARCHESINI GROUP S.P.A.: Un aparato de recogida de contenedores (A) en una configuración aplanada y de apertura de contenedores (A), que comprende: - un […]
Dispositivo de apertura de sacos para máquinas formadoras, llenadoras, selladoras, del 9 de Octubre de 2019, de PAYPER S.A.: Dispositivo de apertura de sacos para una máquina formadora, llenadora, selladora, que comprende dos módulos de acoplamiento para acoplarse a cada lado […]
Máquina de llenado para el llenado de un paquete de tipo bolsa flexible, del 18 de Septiembre de 2019, de ECOLEAN AB: Una máquina de llenado para llenar paquetes de tipo bolsa flexible, teniendo cada uno un canal de llenado y siendo esencialmente plano en un estado no llenado […]
Dispositivo y procedimiento para transportar y llenar sacos, del 14 de Agosto de 2019, de Statec Binder GmbH: Un dispositivo para transportar y llenar sacos , preferentemente sacos de boca abierta, que comprende un dispositivo de llenado giratorio alrededor […]
 Aparato y procedimiento para transportar y llenar sacos, del 31 de Julio de 2019, de Statec Binder GmbH: Dispositivo para transportar y llenar sacos , preferentemente sacos abiertos, que comprende un dispositivo de llenado giratorio alrededor de un eje de rotación con […]
Aparato y procedimiento para transportar y llenar sacos, del 31 de Julio de 2019, de Statec Binder GmbH: Dispositivo para transportar y llenar sacos , preferentemente sacos abiertos, que comprende un dispositivo de llenado giratorio alrededor de un eje de rotación con […]
Dispositivo de agarre para una máquina de envasado y llenado de bolsas, del 10 de Junio de 2019, de TOYO JIDOKI CO., LTD.: Un dispositivo de agarre previsto en una máquina de envasado y llenado de bolsas en una variedad de cantidades y movido a lo largo de una trayectoria […]
MÉTODO PARA PREALIMENTAR PLANCHAS EN UN CARGADOR DE PLANCHAS DE UNA MÁQUINA FORMADORA DE CAJAS, PRE-ALIMENTADOR DE PLANCHAS, E INSTALACIÓN PARA LA FORMACIÓN DE CAJAS A PARTIR DE PLANCHAS, del 21 de Mayo de 2019, de TELESFORO GONZÁLEZ MAQUINARIA, SL: Método para pre-alimentar planchas en un cargador de planchas de una máquina formadora de cajas , pre-alimentador de planchas , e instalación para […]