Método para la fabricación de tubos compuestos.
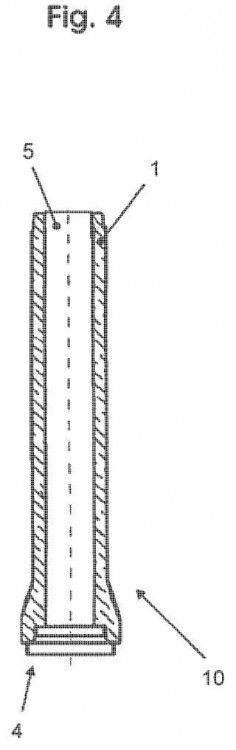
Procedimiento para la fabricación de tubos compuestos (10), en particular para la fabricación de tubos revestidores compuestos que se componen de un primer tubo (1) de cemento y un segundo tubo (5) de un material resistente a la corrosión,
comprendiendo los pasos siguientes:
fabricación del primer tubo (1) mediante el procedimiento de encofrado con un casco exterior (2) y un casco interior, colocación del segundo tubo (5) en el primer tubo (1),
caracterizado porque
a) el segundo tubo (5) está aplicado al primer tubo (1) no curado, comprendiendo la aplicación del segundo tubo (5) al primer tubo (1) el paso:
remoción al menos parcial de uno de los encofrados del primer tubo (1), de manera que el primer tubo (1) presenta, al menos parcialmente, una parte libre de encofrado al que se aplica el segundo tubo (5);
b) el primer tubo (1) es un tubo exterior y el segundo tubo (5) es un tubo interior,
c) siendo el tubo interior (5) insertado en el tubo exterior (1) todavía no curado, después de removido el encofrado interior, y
d) siendo, dentro de un intervalo de tolerancias en un intervalo de aproximadamente -15% a +15% de diferencia, más preferentemente de aproximadamente -10% a +10% de diferencia, y de máxima preferencia de aproximadamente -5% a aproximadamente +5% de diferencia, las dimensiones exteriores del segundo tubo (5) correspondientes con las dimensiones
interiores respectivas del primer tubo (1); y
e) el primer tubo (1) está conformado de un material que al curar modifica su volumen y/o su forma tendiendo al segundo tubo (5),
f) siendo el intervalo de tolerancia dimensionado de tal manera que después del curado del cemento se produzca una unión por fuerza entre el primer tubo (1) y el segundo tubo (5).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08021158.
Solicitante: J.H. & WILHELM FINGER GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: BELLNHÄUSER STRASSE 1 35112 FRONHAUSEN ALEMANIA.
Inventor/es: SCHWARZ,ACHIM, FRANZ,MARTIN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B21/58 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 21/00 Procedimientos o máquinas especialmente adaptados para la fabricación de objetos de forma tubular. › tubos de acero.
- B28B21/72 B28B 21/00 […] › Fabricación de tubos con varios codos.
- B28B21/92 B28B 21/00 […] › Métodos o aparatos para el tratamiento final o el remoldeo.
- B32B13/12 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 13/00 Productos estratificados compuestos esencialmente de una sustancia de fraguado hidráulico, p. ej. hormigón, yeso, cemento, u otros materiales que entran en la construcción. › de resina sintética.
- F16L9/08 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 9/00 Tubos rígidos. › de hormigón, de cemento o de cemento-amianto, con o sin armadura (F16L 9/16 - F16L 9/22 tienen prioridad).
- F16L9/14 F16L 9/00 […] › Tubos de materiales compuestos, es decir, de materiales no completamente cubiertos en uno de los grupos precedentes (F16L 9/16 - F16L 9/22 tienen prioridad).
PDF original: ES-2438769_T3.pdf
Fragmento de la descripción:
Método para la fabricación de tubos compuestos La invención se refiere a un procedimiento para la fabricación de tubos compuestos según el preámbulo de la reivindicación 1.
En sistemas sanitarios sin compromisos ambientales extremos se usan, habitualmente, tubos sencillos de cemento u hormigón armado. Sin embargo, bajo determinadas condiciones, por ejemplo al presentarse aguas residuales ácidas o agresivas, se requieren tubos con una mayor resistencia a la corrosión. Para ello, los tubos de cemento u hormigón armado son provistos de un revestimiento interior de plástico resistente a la corrosión o tubo revestidor (forro interior) conformado como revestimiento interior. También se usan revestimientos de placas de plástico o en forma de tubos plásticos prefabricados.
Los tubos sencillos de cemento u hormigón armado se fabrican, preferentemente, en instalaciones completamente automáticas mediante la técnica del desencofrado inmediato. En este caso, el cemento apenas húmedo es compactado en un encofrado de acero mediante una energía vibratoria elevada. A continuación, el molde interior es colado con material adicional y, consecuentemente, aumenta la resistencia a la corrosión. En máquinas de cabeza de roldana, el tubo compuesto se produce mediante el sobrelaminado de una capa interior de material resistente a la corrosión.
La desventaja es, en este caso, que el gasto en aparataje para la fabricación de los revestimientos interiores y/o forros interiores es muy grande. Se necesitan máquinas o dispositivos especiales que requieren conocimientos técnicos particulares del manejo; el gasto de mantenimiento es muy elevado. Todo ello repercute de manera desfavorable en los costes de fabricación.
Procedimientos de fabricación en los que el tubo de forro interior es insertado en el tubo después del curado del cemento se conocen, por ejemplo, por los documentos DE 26 34 992 A1 o DE 78 15 282 U1.
Es problemático, en este caso, cuando los tubos de forro interior deben ser unidos al tubo de hormigón mediante el uso de aglutinantes o adhesivos. La elaboración de aglutinantes no es sencilla y requiere personal especializado entrenado. Con una realización no profesional, el revestimiento interior se puede desprender del tubo de hormigón, lo cual puede producir falta de hermeticidad y, consecuentemente, daños ambientales importantes.
Otros procedimientos prevén que, primeramente, sea fabricado el forro interior y, a continuación, el tubo de hormigón. De esta manera, por ejemplo, el documento DE 75 34 245 U1 produce, primeramente, mediante el moldeo por centrifugación un tubo de protección contra la corrosión (forro interior) que es usado después del curado como encofrado interior para el tubo de hormigón. Por consiguiente, el forro interior sirve como encofrado perdido.
El documento DE 197 45 599 C2 da a conocer un tubo compuesto con una parte tubular exterior de cemento y un revestimiento de un duroplástico, estando prevista, entre la superficie interior de la parte tubular exterior y el revestimiento, una capa de un material conformable elásticamente. El procedimiento para la fabricación de un tubo compuesto de este tipo prevé que también en este caso, primeramente se fabrica y se cura parcialmente el revestimiento. A continuación, el mismo es usado como encofrado perdido y recolado de cemento.
En el documento DE 198 55 572 A1, el cemento es compactado en un encofrado mediante una gran energía vibratoria. El mismo comprende un encofrado exterior y un encofrado interior móvil que, mediante el accionamiento de un servomotor, es expandido hasta que un forro interior insertado en el tubo de hormigón ejerza una fuerza definida sobre el encofrado interior.
En el documento DE 198 55 572 A1, el cemento es compactado en un encofrado mediante una gran energía vibratoria. El mismo comprende un encofrado exterior y un encofrado interior móvil que, mediante el accionamiento de un servomotor, es expandido hasta que el forro interior insertado en el tubo de hormigón ejerza una fuerza definida sobre el encofrado interior.
También en este caso, el coste del aparataje es muy elevado. Mediante medidas especiales es necesario asegurar que el forro interior se integre al cemento de manera permanente y hermética.
Un procedimiento de clase genérica se conoce por el documento DE 285 2007 A1.
El objetivo de la invención es crear un procedimiento de fabricación para un tubo compuesto en el cual los pasos de trabajo y/o el gasto laboral se reduzcan ostensiblemente. En particular, ha de ser realizado de manera sencilla y económica sin una estructura de aparataje especial y sin requerir conocimientos técnicos particulares.
Otro aspecto consiste en crear un tubo compuesto que con medios sencillos puede ser fabricado económicamente y presente una calidad mejorada. Debe estar estructurado particularmente robusto, satisfacer requerimientos de seguridad elevados y ser de carácter modular.
Las características principales de la invención se indican en la parte caracterizado la de la reivindicación 1. Las configuraciones son objeto de las reivindicaciones 2 a 5.
En un procedimiento para la fabricación de tubos compuestos, en particular de tubos revestidores compuestos que se componen de un primer tubo de cemento y un segundo tubo de un material resistente a la corrosión, el primer tubo es fabricado mediante el procedimiento de encofrado con un casco exterior y un casco interior. A continuación, el segundo tubo es fijado al primer tubo, siendo el segundo tubo colocado en el primer tubo todavía no curado, después de que uno de los encofrados ha sido removido del primer tubo, al menos en parte, de manera que el primer tubo presente, al menos parcialmente, una parte, sección o circunferencia libre de encofrado y todavía sin curar. A este se le coloca el segundo tubo.
Además, se ha previsto que el primer tubo es un tubo exterior y el segundo tubo un tubo interior, siendo, dentro de un intervalo de tolerancias en un intervalo de aproximadamente -15% a +15% de diferencia, más preferentemente de aproximadamente -10% a +10% de diferencia, y de máxima preferencia de aproximadamente -5% a aproximadamente +5% de diferencia, las dimensiones exteriores del segundo tubo (5) correspondientes con las dimensiones interiores respectivas del primer tubo, insertado en el tubo exterior todavía no curado después de removido el encofrado interior, y correspondiendo las dimensiones exteriores del segundo tubo a las dimensiones interiores respectivas del primer tubo.
Además, para realizar una unión permanente estable entre el primer tubo y el segundo tubo se ha previsto que el primer tubo esté conformado de un material que al curar modifica su volumen y/o su forma tendiendo al segundo tubo, siendo el intervalo de tolerancia dimensionado de tal manera que después del curado del cemento se produzca una unión por fuerza entre el primer tubo y el segundo tubo.
El primer tubo está configurado, preferentemente, como tubo de hormigón, tubo de hormigón armado o similar. El segundo tubo está configurado, preferentemente, como tubo revestidor, por ejemplo, de un plástico resistente a la corrosión como lo es el PVC. “Aún no curado” significa que el primer tubo es un tubo de hormigón fresco húmedo, preformado y expansible. El segundo tubo puede ser un tubo de canal de desagüe prefabricado de diámetro nominal especificado.
Después de remover el encofrado interior, el perímetro interior del tubo de hormigón fresco queda libre, siendo plásticamente conformable debido a su ligera humedad. Consecuentemente, el tubo interior puede ser insertado en el tubo de hormigón de manera precisa y sin aplicar una gran fuerza. Además, el forro interior actúa en el lado interior como una capa de tratamiento posterior, de manera que la capa de cemento interior puede curar bajo condiciones óptimas.
De esta manera es posible fabricar, por ejemplo, tubos de canal de desagüe que mediante el tubo interior están protegidos contra la corrosión y, por lo tanto, apropiado para el transporte de medios agresivos. El tubo compuesto garantiza una resistencia duradera, incluso en sistemas de canalizaciones muy exigidos.
Debido al procedimiento según la invención, la fabricación de tubos compuestos protegidos contra la corrosión es acelerada y simplificada ostensiblemente. Por ejemplo, el primer encofrado ya puede ser removido después de unos pocos minutos. A continuación, el segundo tubo es montado al primer tubo todavía húmedo, lo que es posible gracias a la conformabilidad plástica todavía existente del primer tubo. El encofrado remanente asegura la estabilidad necesaria de la unión tubular y facilita la manipulación durante el proceso... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de tubos compuestos (10) , en particular para la fabricación de tubos revestidores compuestos que se componen de un primer tubo (1) de cemento y un segundo tubo (5) de un material resistente a la corrosión, comprendiendo los pasos siguientes:
fabricación del primer tubo (1) mediante el procedimiento de encofrado con un casco exterior (2) y un casco interior,
colocación del segundo tubo (5) en el primer tubo (1) ,
caracterizado porque a) el segundo tubo (5) está aplicado al primer tubo (1) no curado, comprendiendo la aplicación del segundo tubo (5) al primer tubo (1) el paso:
remoción al menos parcial de uno de los encofrados del primer tubo (1) , de manera que el primer tubo (1) presenta, al menos parcialmente, una parte libre de encofrado al que se aplica el segundo tubo (5) ;
b) el primer tubo (1) es un tubo exterior y el segundo tubo (5) es un tubo interior,
c) siendo el tubo interior (5) insertado en el tubo exterior (1) todavía no curado, después de removido el encofrado interior, y
d) siendo, dentro de un intervalo de tolerancias en un intervalo de aproximadamente -15% a +15% de diferencia, más preferentemente de aproximadamente -10% a +10% de diferencia, y de máxima preferencia de aproximadamente -5% a aproximadamente +5% de diferencia, las dimensiones exteriores del segundo tubo (5) correspondientes con las dimensiones interiores respectivas del primer tubo (1) ; y
e) el primer tubo (1) está conformado de un material que al curar modifica su volumen y/o su forma tendiendo al segundo tubo (5) ,
f) siendo el intervalo de tolerancia dimensionado de tal manera que después del curado del cemento se produzca una unión por fuerza entre el primer tubo (1) y el segundo tubo (5) .
2. Procedimiento según la reivindicación 1, caracterizado porque después de aplicado el segundo tubo (5) se remueve el encofrado (2) remanente.
3. Procedimiento según una de las reivindicaciones precedentes 1 a 2, caracterizado porque el material para el primer tubo (1) ha sido escogido de un grupo de materiales que se contraen al curar.
4. Procedimiento según la reivindicación 3, caracterizado porque el material para el primer tubo (1) es cemento o una mezcla de cementos.
5. Procedimiento según una de las reivindicaciones precedentes 1 a 4, caracterizado porque el material para el segundo tubo (5) ha sido escogido de un grupo de materiales apropiados, comprendiendo: plástico, gres, plásticos reforzados con fibra de vidrio, vidrio y similares.
Patentes similares o relacionadas:
Potenciadores de la fuerza adhesiva para composiciones cementosas, del 26 de Junio de 2019, de TROY CORPORATION: Una composición de tensioactivo sólido fluido que comprende: a) un tensioactivo seleccionado del grupo que consiste en sulfosuccinatos de alquilo, […]
 Revestimiento de suelo con losas de piedra integrales así como procedimiento para su fabricación, del 30 de Mayo de 2019, de Scholz, Karl-Heinz Peter: Revestimiento de suelo compuesto por:
- al menos una losa de piedra dispuesta en la superficie del revestimiento de suelo, entendiéndose por una losa de piedra […]
Revestimiento de suelo con losas de piedra integrales así como procedimiento para su fabricación, del 30 de Mayo de 2019, de Scholz, Karl-Heinz Peter: Revestimiento de suelo compuesto por:
- al menos una losa de piedra dispuesta en la superficie del revestimiento de suelo, entendiéndose por una losa de piedra […]
Adhesivo termofusible con estabilidad frente a UV y la temperatura mejorada y uso para la fabricación de una banda de material sintético multicapa, del 27 de Febrero de 2019, de SIKA TECHNOLOGY AG: Composición de adhesivo termofusible, que comprende: a) al menos un polímero de poliolefina P sólido a 25 ºC, b) al menos una resina de poliolefina PH líquida […]
Panel de material derivado de la madera, en particular panel de suelo, y procedimiento para su fabricación, del 26 de Noviembre de 2018, de FLOORING TECHNOLOGIES LTD.: Panel de material derivado de la madera, en particular panel de suelo, que comprende al menos un tablero de soporte y al menos un estrato de papel dispuesto sobre al menos […]
PANEL DECORATIVO IGNÍFUGO Y ATÓXICO PARA USO EN INTERIORES Y/O EXTERIORES, del 7 de Septiembre de 2018, de LEVA CANDELA,JOSE JUAN: Panel decorativo ignífugo y atóxico para uso en interiores y/o exteriores que comprende una primera capa conformada por una capa de óxidos de hierro y morteros, […]
Captura de CO2 en una columna de absorción de polipropileno que comprende un antioxidante, del 14 de Febrero de 2018, de Aker Engineering & Technology AS: Un procedimiento de captura de un gas ácido (por ejemplo, CO2) en un gas de escape, que comprende poner en contacto dicho gas de escape con […]
Lámina de fibrocemento corrugada y aislada, y método para su producción, del 13 de Abril de 2016, de ETEX SERVICES NV: Un método para producir una lámina de fibrocemento corrugada y aislada , que comprende los pasos de: a) proporcionar una lámina de fibrocemento […]
 PRODUCTO COMPUESTO CON BARERA AL VAPOR PARA EL INTERIOR O EXTERIOR DE CONSTRUCCIONES CONSISTENTE EN UNA PLACA DE YESO-CARTÓN ADHERIDA A UNA PLANCHA DE POLIESTIRENO EXPANDIDO, del 21 de Agosto de 2014, de SOCIEDAD INDUSTRIAL ROMERAL S.A: Producto compuesto con barrera al vapor para ser utilizado en el interior o exterior de construcciones que mejora notablemente la aislación térmica de una vivienda y a […]
PRODUCTO COMPUESTO CON BARERA AL VAPOR PARA EL INTERIOR O EXTERIOR DE CONSTRUCCIONES CONSISTENTE EN UNA PLACA DE YESO-CARTÓN ADHERIDA A UNA PLANCHA DE POLIESTIRENO EXPANDIDO, del 21 de Agosto de 2014, de SOCIEDAD INDUSTRIAL ROMERAL S.A: Producto compuesto con barrera al vapor para ser utilizado en el interior o exterior de construcciones que mejora notablemente la aislación térmica de una vivienda y a […]