Método de unión de tubos multicapa con accesorios y boquilla de calentamiento para su puesta en práctica.
Una mejora en el tubo compuesto de capas múltiples.
La invención es un tubo compuesto de capas múltiples resistente a presión y corrosión,
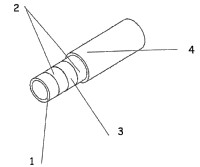
que se usa en los sistemas sanitarios, que comprende al menos un tubo interior (1) con baja permeabilidad al oxígeno y al menos una hoja de aluminio (3) revestida sobre el dicho tubo interior (1) y que tiene un coeficiente de dilatación con respecto a la variación de presión o temperatura que es inferior comparado con el dicho tubo interior (1), en el que, para fijar el revestimiento de aluminio (3) junto con el tubo interior (1) dentro del alargador sin exfoliar el dicho revestimiento, está provisto al menos un conducto de relleno (3.1) en forma de un canal que hace posible recortar la superficie del dicho revestimiento de aluminio (3) visible en la parte extrema del tubo de material compuesto y dejarlo dentro del plástico e incrustarlo en el mismo y cubrir el volumen recortado rellenando con material plástico.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/TR2006/000020.
Solicitante: DIZAYN TEKNIK PLASTIK BORU VE ELEMANLARI A.S.
Nacionalidad solicitante: Turquía.
Dirección: HADMIMKOY YOLU SAN BIR 1. BOLGE, 4. CADDE N. 23 34860 ESTAMBUL TURQUIA.
Inventor/es: TEKE, ISMAIL, BIRTANE,Tamer, GEMICI,Zafer.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16L13/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 13/00 Empalmes de tubos no desmontables, p. ej. empalmes soldados, pegados o calafateados (empalmes para tubos rígidos en materiales plásticos F16L 47/00). › Empalmes soldados por autógena sin aporte de metal.
- F16L58/18 F16L […] › F16L 58/00 Protección de los tubos o de sus accesorios contra la corrosión o la incrustación (tubos de materiales compuestos F16L 9/14). › especialmente concebido para los racores de los tubos.
Fragmento de la descripción:
METODO DE UNiÓN DE TUBOS MULTICAPA CON ACCESORIOS Y
BOQUILLA DE CALENTAMIENTO PARA SU PUESTA EN PRACTICA.
OBJETO DE LA INVENCiÓN
La invención se refiere al método de unión de tubos multicapas, usados en sistemas sanitarios y a la boquilla de calentamiento empleada para la puesta en práctica de dicho método de unión.
ANTECEDENTES DE LA INVENCiÓN
Los tubos multicapas son productos diseñados para su uso en el transporte de fluidos calientes. Como ya se sabe, los tubos de plástico tienden a dilatarse longitudinalmente con el incremento de temperatura. Para prevenir esta dilatación, un material derivado de metal que tiene un coeficiente de dilatación inferior al del material de plástico se combina con el plástico y se obtiene un tubo multicapa. Además de la dilatación, otra razón para la preferencia de los tubos multicapas para los sistemas combinados usados en las edificaciones es la necesidad de prevenir la entrada de oxigeno en el sistema. Dichos tubos multicapa son conocidos, por ejemplo por WO 1999/061833, publicada en fecha 02.12.1999, US20020007861, publicada en fecha 24.01.2002.
La estructura interior de los tubos multicapas usados actualmente comprende un tubo de PPR por el que pasa el fluido, un material que tiene propiedades adhesivas revestido sobre el tubo de PPR, una hoja de aluminio revestida sobre el dicho material adhesivo, un material que tiene propiedades adhesivas revestido sobre la dicha hoja de aluminio y un revestimiento protector
o capa exterior aplicado sobre el dicho material adhesivo. La hoja de aluminio se adhiere sobre el tubo de PPR producido con un espesor de pared conforme a los estándares y por último, el producto es acabado aplicando un revestimiento delgado en una capa exterior y se presenta al mercado.
En la práctica, los tubos multicapas y los accesorios pueden combinarse por medio de soldadura con asiento para soldar. Durante la puesta en práctica, el revestimiento o capa exterior de PPR y la hoja de aluminio deben exfoliarse y quitarse, para permitir que se lleve a cabo el procedimiento de combinación. De esta manera, el espesor total de pared se lleva al espesor de pared de tubo estándar sin hoja. Si no, se encuentra un problema de compatibilidad con los accesorios.
En los sistemas existentes, la hoja de aluminio, después de su combinación con los accesorios, se dispone más cerca de la capa exterior, dentro del espesor total de pared del tubo, debido al riesgo de que el tubo sea reventado por el agua a presión que entra entre la hoja y el material de plástico.
Esto significa que la capa interior debe ser producida con un tamaño capaz de resistir la presión, de acuerdo con los estándares.
En las implementaciones de tubos multicapas, es indispensable exfoliar la sección externa del tubo por medio de una herramienta de exfoliación, para asegurar el funcionamiento compatible con los elementos de unión, de ahí que se produzcan pérdidas de material y tiempo. También existe la posibilidad de fallos laborales. Otra desventaja de dicha puesta en práctica es que se tarda mucho en instalar el sistema, ya que la preparación para la soldadura es un procedimiento que lleva mucho tiempo.
Es inevitable que el dicho tubo de PPR tenga un espesor total de pared más grande, para que resista la presión causada por la posible penetración del fluido a presión entre el tubo y la hoja de aluminio, después del procedimiento de unión. Esto conduce a un uso excesivo de la materia prima de plástico y la hoja de aluminio.
El intento para eliminar los defectos arriba mencionados fueron hechos usando el método de unión de tubos multicapa con accesorios descrito en la solicitud WO 2005019718 publicada 03.03.2005, que es el más cercano a la presente invención.
Un método para unir un tubo multicapa, incluyendo al menos una capa exterior y una capa interior de material termoplástico y una hoja intermedia de aluminio, con un accesorio provisto de un material termoplástico, en el que el accesorio incluye un receso para recibir la cara extrema del tubo multicapa. La cara extrema del tubo multicapa es insertada en el receso del accesorio para permitir al accesorio el contacto con las capas interior y exterior de un tubo multicapa, aplicando a continuación calor al accesorio y al tubo para causar la fusión local y la unión.
Las desventajas de la solución técnica arriba mencionadas son las siguientes:
1. Incremento de los gastos para producir accesorios especiales con recesos para la acomodación de los extremos de tubos multicapa.
2. Dificultades de almacenaje, transporte e instalación de los mencionados accesorios especiales y también riesgos de fallo debido a sus características constructivas.
3. Imposibilidad de aplicar accesorios estándar ampliamente usados debido a la necesidad de usar accesorios especiales.
4. Incremento de la presión del fluido debido al incremento del diámetro en la zona de unión del tubo con el accesorio, ya que las caras del tubo
están situadas en el interior del receso del accesorio, lo que evita el riesgo de que el tubo reviente.
DESCRIPCiÓN DE LA INVENCiÓN
Basado en el estado conocido de la técnica, el objeto de la invención es eliminar los inconvenientes existentes por medio de las mejoras provistas en los productos usados en los sistemas sanitarios y conocidos como tubo multicapa.
Otro aspecto de la invención es proveer un método de unión de tubos multicapa teniendo un diámetro de uso estándar, sin la necesidad de exfoliar las dichas capas de revestimiento o capa exterior y hoja de aluminio durante la unión de los dichos tubos multicapas. De esta manera, como no ha lugar a la necesidad de los procedimientos de exfoliación, se hace posible incluir la hoja de aluminio y el revestimiento o capa exterior en el espesor total de pared. Por consiguiente, está provista una mayor parte de la pieza de unión permeable al oxigeno para ser revestida con la hoja de aluminio.
Para lograr los mencionados objetivos, se ha previsto el método de unión de tubos multicapa resistentes a presión y corrosión, que se usan en los sistemas sanitarios, que comprenden al menos una capa interior y al menos una hoja de aluminio, con baja permeabilidad al oxigeno revestida sobre dicha capa interior y que tiene un menor coeficiente de expansión térmica que la capa interior y una capa exterior recubriendo la hoja de aluminio.
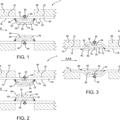
Según una realización preferida de la invención, para fijar la hoja de aluminio junto con la capa interior dentro del accesorio sin exfoliar dicho revestimiento durante la unión de dicho tubo multicapa por medio de los accesorios, al menos una parte extrema del tubo multicapa es procesado, tallando la hoja de aluminio y obteniendo un conducto de llenado en forma de un canal circular que es fundido por medio de una boquilla de calentamiento para el llenado del canal con el material fundido de la superficie del tubo multicapa de forma que la capa de aluminio es ocultada después de la fusión del canal, por consiguiente el tubo multicapa es unido con el accesorio. De este modo, es posible unir dos tubos multicapas entre sí por medio de un accesorio sin necesidad de exfoliar la hoja de aluminio.
De este modo se ha minimizado el consumo de tiempo y de material. Además, también se han reducido los fallos laborales durante el procedimiento de ensamblar tubos multicapas. Por otra parte, se ha reducido el tiempo necesario para la preparación de la soldadura y se ha acelerado el procedimiento de instalación de tubos multicapas.
Otra realización preferida de la invención está caracterizada porque el diámetro externo de dicho tubo multicapa es equivalente al diámetro externo de un tubo liso estándar. Por consiguiente, la soldadura con asiento para soldar se emplea preferentemente con las partes de unión, sin un procedimiento directo de exfoliación de ninguna superficie. Como la hoja de aluminio no es exfoliada, una parte igual a la longitud de la soldadura entra en la pieza de unión. De esta manera, una mayor parte del accesorio permeable al oxigeno está cubierta con hoja de aluminio. Como consecuencia, la difusión de oxigeno en el accesorio se reduce en gran medida. Como no hay recorte (exfoliación) de la superficie, se previene el desperdicio de plástico y hoja de aluminio originados durante el procedimiento de exfoliación. Por consiguiente, el espesor total de pared se iguala al espesor de pared del tubo estándar sin una hoja. Como la circunferencia donde se envuelve la hoja de aluminio disminuye, la cantidad de consumo también disminuye. Esto permite evitar el desperdicio de cantidades excesivas de materia prima de plástico. Como la hoja de aluminio se acerca...
Reivindicaciones:
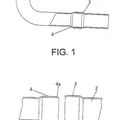
1. Boquilla de calentamiento para la puesta en práctica de un método de unión de tubos multicapa con accesorios, en el que un accesorio es unido con un tubo multicapa, que comprende al menos una capa interior (1) de un material plástico termoplástico, y al menos una hoja de aluminio (3) envuelta o revestida sobre dicha capa interior (1) Y que tiene un coeficiente de dilatación respecto a la temperatura o la presión inferior a dicha capa interior (1) , y una capa exterior de un plástico termoplástico envuelta o revestida sobre dicha hoja de aluminio (3) , donde al menos una cara del tubo multicapa (1) es procesada por medios de tallado de la hoja de aluminio, formando un conducto de llenado en forma de canal circular, siendo el canal fundido por medio de una boquilla de calentamiento para el rellenado del canal con el material fundido de la superficie del tubo (1) de tal manera que la hoja de aluminio se oculta después de la fusión del canal, y por tanto la parte extrema del tubo multicapa es calentada en el lado de dicha superficie en la que es unida con el accesorio, presionando uno contra otro en dirección axial, habiéndose previsto que el tubo multicapa sea unido con el accesorio por medio de soldadura, presentando dicho accesorio el tubo multicapa (1) la capa externa y la capa interna de equivalente grosor o aproximadamente equivalente grosor, caracterizada porque comprende un alojamiento en forma de cilindro hueco, teniendo en una base una abertura con el diámetro correspondiente con el diámetro del tubo, teniendo un canal superficial que sirve para llenar con el material fundido de la superficie del tubo en al menos uno de los extremos, y en la superficie lateral de la cual está previsto un orificio de ventilación para liberar el aire al exterior del canal circular fundido cuando es calentado la parte extrema del tubo insertado en la boquilla y el plástico fundido, indicando el llenado del canal, y en el interior de la base una proyección para el soporte del extremo del tubo y destinado a prevenir la formación de reborde en esta parte del tubo cuando se ha calentado.
Figura-1a Figura-1b
3, 1 ---4
Flgura-1c
Flgura-2
Patentes similares o relacionadas:
 Protección contra la formación de polvo metálico para conjuntos de tubos soldados, del 29 de Abril de 2020, de AIR PRODUCTS AND CHEMICALS, INC.: Un conjunto de tubos soldados comprendiendo:
un primer tubo que tiene un lado exterior y un lado interior opuesto al lado exterior, teniendo el lado […]
Protección contra la formación de polvo metálico para conjuntos de tubos soldados, del 29 de Abril de 2020, de AIR PRODUCTS AND CHEMICALS, INC.: Un conjunto de tubos soldados comprendiendo:
un primer tubo que tiene un lado exterior y un lado interior opuesto al lado exterior, teniendo el lado […]
Procedimiento para la fabricación de tuberías aisladas con propiedades mejoradas, del 9 de Octubre de 2019, de BASF SE: Procedimiento para la fabricación de tuberías aisladas, el cual comprende las etapas de: (A) proporcionar tubería de servicio y tubería […]
DISPOSITIVO PARA UNIONES SOLDADAS DE CAÑERÍAS, del 1 de Marzo de 2018, de SIDGMAN SAITUA, René Eduardo: La presente solicitud de patente corresponde a un dispositivo de fácil fabricación, que elimina toda posible corrosión interna en las zonas de uniones soldadas de cañerías […]
Ducto y método de fabricar el mismo, del 22 de Noviembre de 2017, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un ducto que comprende una pluralidad de zonas de soldadura en donde los extremos de una pluralidad de tubos de acero están unidos por soldeo, en el que la pluralidad […]
Dispositivo de conexión, e intercambiador térmico correspondiente, particularmente para un vehículo de motor, del 14 de Septiembre de 2016, de Valeo Vymeniky Tepla k.s: Dispositivo de conexión que tiene una parte hembra y una parte macho complementaria , en donde la parte hembra se realiza como un […]
Intercambiador de calor para refrigerar gas de craqueo, del 30 de Abril de 2014, de BORSIG GMBH: Intercambiador de calor para refrigerar gas de craqueo con un racor de tubería entre un tubo refrigerado y uno no refrigerado, estando conformado el […]
Procedimiento para la fabricación de un tubo soldado longitudinalmente de una chapa de metal con un chaflán distanciado de cantos longitudinales; tubo de metal fabricado de esta manera, del 23 de Abril de 2014, de EEW Special Pipe Constructions GmbH: Un procedimiento para la fabricación de un tubo soldado longitudinalmente de una chapa de metal con las siguientes etapas: - doblado de la chapa […]
 DISPOSICION PERFECCIONADA PARA LA UNION POR SALDURA TIG DE TUBOS DE ACERO INOXIDABLE EN INTERCAMBIADORES TERMICOS, del 23 de Abril de 2010, de INTERCAMBIADORES TERMICOS INTERSAM S: Disposición perfeccionada para la unión por soldadura tig de tubos de acero inoxidable en intercambiadores térmicos, con un cabezal automático en forma […]
DISPOSICION PERFECCIONADA PARA LA UNION POR SALDURA TIG DE TUBOS DE ACERO INOXIDABLE EN INTERCAMBIADORES TERMICOS, del 23 de Abril de 2010, de INTERCAMBIADORES TERMICOS INTERSAM S: Disposición perfeccionada para la unión por soldadura tig de tubos de acero inoxidable en intercambiadores térmicos, con un cabezal automático en forma […]