Método y aparato de unir tuberías para producir tuberías subacuáticas, y buque de tendido de tuberías subacuáticas incluyendo dicho aparato.
Un método de unir tuberías (3) para producir una tubería subacuática (2),
incluyendo el método soldar losextremos libres opuestos (15) de dos tuberías adyacentes (3), alineados a lo largo de un eje (A), para definir unareducción (18); y enrollar una hoja protectora (22) alrededor de la reducción (18); y extrudir la hoja protectora (22)cerca de la reducción (18) desde una salida de extrusión (38) que mira y está cerca de la reducción (18) por unextrusor (36) y enrollar la hoja protectora (22) alrededor de la reducción (18) simultáneamente; caracterizándose elmétodo por girar el extrusor (36) y la salida de extrusión (38) alrededor del eje (A), y mantener la salida de extrusión(38) mirando y cerca de la reducción (18) con el fin de cubrir toda la reducción (18) con la hoja protectora (22).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/063903.
Solicitante: SAIPEM S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA MARTIRI DI CEFALONIA, 67 20097 SAN DONATO MILANESE (MIL ITALIA.
Inventor/es: CITTADINI BELLINI,SERAFINO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16L13/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 13/00 Empalmes de tubos no desmontables, p. ej. empalmes soldados, pegados o calafateados (empalmes para tubos rígidos en materiales plásticos F16L 47/00). › Empalmes soldados por autógena sin aporte de metal.
- F16L58/18 F16L […] › F16L 58/00 Protección de los tubos o de sus accesorios contra la corrosión o la incrustación (tubos de materiales compuestos F16L 9/14). › especialmente concebido para los racores de los tubos.
PDF original: ES-2395865_T3.pdf
Fragmento de la descripción:
Método y aparato de unir tuberías para producir tuberías subacuáticas, y buque de tendido de tuberías subacuáticas incluyendo dicho aparato
Campo técnico La presente invención se refiere a un método de unir tuberías para producir una tubería subacuática.
El método según la presente invención incluye soldar los extremos libres opuestos de dos tuberías adyacentes, alineados a lo largo de un eje, para formar una porción anular de unión conocida como reducción; y aplicar una hoja protectora alrededor de la reducción.
Antecedentes de la invención Las tuberías subacuáticas incluyen varias tuberías unidas a longitudes totales de cientos de kilómetros. Las tuberías tienen normalmente una longitud estándar de 12 metros, y diámetros relativamente grandes del orden de entre 0, 2 y 1, 5 metros, y cada una incluye un cilindro de acero; un primer recubrimiento de material polimérico para proteger la tubería de acero; y posiblemente un segundo recubrimiento de Gunite o cemento para lastrar la tubería. En algunas aplicaciones, los conductos y tuberías subacuáticas no necesitan y por lo tanto no tienen un segundo recubrimiento.
Para soldar los cilindros de acero uno a otro, los extremos libres opuestos de cada tubería no tienen un primer o un segundo recubrimiento. Las tuberías se unen en instalaciones en tierra en tuberías de múltiples longitudes estándar, así como en buques de tendido de tuberías, en los que tuberías de longitud estándar o de múltiples longitudes estándar se unen a otras, ya unidas a su vez a otras tuberías, para formar parte de la tubería subacuática.
La operación de unión real incluye soldar los cilindros de acero, normalmente en un número de pasadas de soldadura, y puentear el primer y, posiblemente, el segundo recubrimiento. Una vez formada una soldadura anular entre dos cilindros de acero, una reducción sin primer o segundo recubrimiento se extiende a horcajadas de la soldadura, se define sustancialmente por los extremos libres de las tuberías, se extiende axialmente entre dos porciones de extremo del primer recubrimiento, y debe recibir un recubrimiento protector.
El recubrimiento protector de la reducción se conoce como “recubrimiento de unión in situ”, e incluye recubrir la reducción con tres recubrimientos para asegurar la protección y adhesión de los recubrimientos a los cilindros de acero. Más específicamente, el recubrimiento protector de la reducción incluye calentar, por ejemplo calentar por inducción, la reducción a 250°C; rociar la reducción con resina epoxi en polvo (FBE -epoxi unida por fusión) , que, al contacto con la reducción, forma un primer recubrimiento relativamente fino o “imprimación”; rociar la reducción, encima del primer recubrimiento, con un copolímero modificado, que actúa como adhesivo y, al contacto con el primer recubrimiento, forma un segundo recubrimiento relativamente fino; aplicar un tercer recubrimiento denominado “superior”; y luego puentear el segundo recubrimiento si es necesario.
La soldadura, la prueba de soldadura no destructiva, y puentear el primer y el segundo recubrimiento, se llevan a cabo en estaciones de unión igualmente espaciadas a lo largo del recorrido de las tuberías (o de la tubería que se forme, cuando las tuberías se unan a ésta) . Por lo tanto, las tuberías se hacen avanzar en pasos, y se paran en cada estación de unión un período determinado por la operación más larga, que, en la actualidad, es la de aplicar el recubrimiento tercero o superior.
Métodos conocidos actualmente empleados para aplicar el tercer recubrimiento incluyen:
-“enrollado de cigarrillo”, que incluye calentar, enrollar y comprimir varias hojas finas de material polimérico alrededor de la reducción, encima del segundo recubrimiento adhesivo;
-“enrollado en espiral”, que incluye calentar, enrollar doblemente y comprimir una tira alrededor de la reducción, encima del segundo recubrimiento;
-“pulverizar a la llama” usando una pistola pulverizadora caliente para fundir y pulverizar el polímero;
-montar un molde alrededor de la reducción, e inyectar polímero líquido alrededor de la reducción, encima del segundo recubrimiento;
-preparar una tira de polímero que tiene una capa protectora exterior termocontráctil (tercer recubrimiento) y una capa interior adhesiva (segundo recubrimiento) ; termocontraer la tira; y fundir la capa interior adhesiva de modo que la tira se adhiera firmemente al primer recubrimiento. Este último método difiere de los métodos anteriores por aplicar simultáneamente el segundo y el tercer recubrimiento.
El documento US 2005/0244578 A1 describe un sistema y un método para recubrimiento in situ sin especificar cómo aplicar los recubrimientos.
El documento US 6.065.781 describe un método y aparato para proteger la zona de soldadura de una tubería recubierta con poliolefina y describe girar la tubería cerca de un extrusor fijo.
Todos los métodos anteriores de aplicar el tercer recubrimiento son sumamente lentos. Más específicamente, recubrir reducciones grandes, tales como los de un cilindro de acero 48 pulgadas (aproximadamente 1, 2 metros) de diámetro, exige aplicar un tercer recubrimiento relativamente largo, que, además, puede ser de hasta 5 mm de grueso y 400 mm de ancho. En otros términos, dado que, en la mayoría de los casos, la masa de material polimérico a aplicar para formar el tercer recubrimiento es relativamente considerable, y el tercer recubrimiento debe ser suficientemente plástico, cuando se aplica, para lograr una adhesión química/mecánica efectiva al segundo recubrimiento, los métodos conocidos de aplicar el tercer recubrimiento no permiten una reducción satisfactoria del tiempo de recubrimiento.
Descripción de la invención Un objeto de la presente invención es proporcionar un método de unir tuberías para producir una tubería subacuática, que incluye aplicar una hoja protectora alrededor de la reducción, al objeto de eliminar los inconvenientes de la técnica conocida.
Según la presente invención, se facilita un método de unir tuberías para producir una tubería subacuática, incluyendo el método soldar los extremos libres opuestos de dos tuberías adyacentes, alineados a lo largo de un eje, para definir una reducción; y enrollar una hoja protectora alrededor de la reducción; y extrudir la hoja protectora cerca de la reducción desde una salida de extrusión que mira y está cerca de la reducción por un extrusor y enrollar la hoja protectora alrededor de la reducción simultáneamente; caracterizándose el método por girar el extrusor y la salida de extrusión alrededor del eje, y mantener la salida de extrusión mirando y cerca de la reducción con el fin de cubrir toda la reducción con la hoja protectora.
Extrudir la hoja protectora cerca de la reducción significa que se puede aplicar a la reducción mientras todavía está en el estado plástico y a una temperatura tal que se logre una mejor adhesión relativamente rápida a los recubrimientos subyacentes y al primer recubrimiento. Y la temperatura uniforme a lo largo de toda la hoja protectora significa que toda la reducción puede ser recubierta con una única hoja protectora extrudida a un grosor adecuado.
La presente invención también se refiere a un aparato de unir tuberías para producir tuberías subacuáticas.
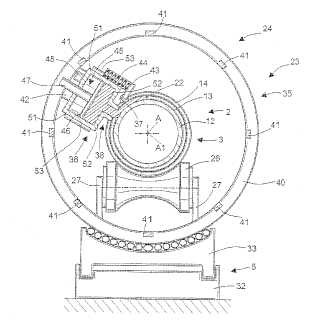
Según la presente invención, se facilita un aparato para unir tuberías para producir una tubería subacuática; incluyendo el aparato al menos una unidad de soldadura para soldar los extremos libres opuestos de dos tuberías adyacentes, alineados a lo largo de un eje, para definir una reducción; y una unidad de recubrimiento para enrollar una hoja protectora alrededor de la reducción; un extrusor para extrudir la hoja protectora en una estación de unión, cerca de la reducción; donde la unidad de recubrimiento incluye el extrusor, con el fin de extrudir y aplicar la hoja protectora a la reducción simultáneamente; incluyendo el extrusor una salida de extrusión que mira y está cerca de la reducción; caracterizándose el aparato por incluir medios para girar el extrusor y la salida de extrusión alrededor del eje, y mantener la salida de extrusión mirando y cerca de la reducción con el fin de cubrir toda la reducción con la hoja protectora.
La presente invención también se refiere a un buque de tendido de tuberías subacuáticas.
Según la presente invención, se facilita un buque para colocar tuberías subacuáticas, e incluyendo un aparato de unir tuberías como el reivindicado.
Breve descripción de los dibujos Una realización no limitadora de la presente invención... [Seguir leyendo]
Reivindicaciones:
1. Un método de unir tuberías (3) para producir una tubería subacuática (2) , incluyendo el método soldar los extremos libres opuestos (15) de dos tuberías adyacentes (3) , alineados a lo largo de un eje (A) , para definir una reducción (18) ; y enrollar una hoja protectora (22) alrededor de la reducción (18) ; y extrudir la hoja protectora (22) cerca de la reducción (18) desde una salida de extrusión (38) que mira y está cerca de la reducción (18) por un extrusor (36) y enrollar la hoja protectora (22) alrededor de la reducción (18) simultáneamente; caracterizándose el método por girar el extrusor (36) y la salida de extrusión (38) alrededor del eje (A) , y mantener la salida de extrusión (38) mirando y cerca de la reducción (18) con el fin de cubrir toda la reducción (18) con la hoja protectora (22) . 10
2. Un método según la reivindicación 1, caracterizado por ajustar la velocidad de extrusión (Vp) y la velocidad de rotación (Vr) de la salida de extrusión (38) una en función de otra.
3. Un método según la reivindicación 1, caracterizado por alimentar el extrusor (36) con material plástico pastoso. 15
4. Un método según la reivindicación 3, caracterizado por plastificar el material plástico en una unidad plastificadora (25) , y conectar selectivamente la unidad plastificadora (25) al extrusor (36) .
5. Un método según cualquiera de las reivindicaciones anteriores, caracterizado por comprimir la hoja protectora 20 (22) sobre la reducción (18) y enrollar la hoja protectora (22) simultáneamente.
6. Un método según la reivindicación 5, caracterizado por comprimir la hoja protectora (22) por medio de un rodillo (37) ; y girar el rodillo (37) alrededor del eje (A) .
9. Un aparato para unir tuberías (3) para producir una tubería subacuática (2) ; incluyendo el aparato (23) al menos una unidad de soldadura para soldar los extremos libres opuestos (15) de dos tuberías adyacentes (3) , alineados a lo largo de un eje (A) , para definir una reducción (18) ; y una unidad de recubrimiento (24) para enrollar una hoja protectora (22) alrededor de la reducción (18) ; un extrusor (36) para extrudir la hoja protectora (22) en una estación de unión (11) , cerca de la reducción (18) ; donde la unidad de recubrimiento (24) incluye el extrusor (36) , con el fin de extrudir y aplicar la hoja protectora (22) a la reducción (18) simultáneamente; incluyendo el extrusor (36) una salida de extrusión (38) que mira y está cerca de la reducción (18) ; caracterizándose el aparato por incluir medios (34, 35, 49) para girar el extrusor (36) y la salida de extrusión (38) alrededor del eje (A) , y mantener la salida de extrusión (38) mirando y cerca de la reducción (18) con el fin de cubrir toda la reducción (18) con la hoja protectora (22) .
10. Un aparato según la reivindicación 9, caracterizado por incluir una unidad de control (57) para ajustar la 45 velocidad de extrusión (Vp) y la velocidad de rotación (Vr) de la salida de extrusión (38) una en función de otra.
11. Un aparato según cualquiera de las reivindicaciones 9 o 10, caracterizado porque el extrusor (36) incluye una entrada (39) por la que alimentar material plástico pastoso al extrusor (36) .
12. Un aparato según la reivindicación 9, caracterizado por incluir una unidad plastificadora (25) para plastificar material plástico, y que se puede conectar selectivamente a la entrada (39) para transferir el material plástico plastificado al extrusor (36) .
13. Un aparato según cualquiera de las reivindicaciones 9 a 12, caracterizado por incluir un rodillo (37) para 55 comprimir la hoja protectora (22) sobre la reducción (18) .
14. Un aparato según la reivindicación 13, caracterizado porque el rodillo (37) está montado en el extrusor (36) para comprimir la hoja protectora (22) simultáneamente con la aplicación de la hoja protectora (22) .
15. Un buque de tendido de tuberías subacuáticas incluyendo un aparato de unir tuberías (23) según cualquiera de las reivindicaciones 9 a 14.
Patentes similares o relacionadas:
 Protección contra la formación de polvo metálico para conjuntos de tubos soldados, del 29 de Abril de 2020, de AIR PRODUCTS AND CHEMICALS, INC.: Un conjunto de tubos soldados comprendiendo:
un primer tubo que tiene un lado exterior y un lado interior opuesto al lado exterior, teniendo el lado […]
Protección contra la formación de polvo metálico para conjuntos de tubos soldados, del 29 de Abril de 2020, de AIR PRODUCTS AND CHEMICALS, INC.: Un conjunto de tubos soldados comprendiendo:
un primer tubo que tiene un lado exterior y un lado interior opuesto al lado exterior, teniendo el lado […]
Procedimiento para la fabricación de tuberías aisladas con propiedades mejoradas, del 9 de Octubre de 2019, de BASF SE: Procedimiento para la fabricación de tuberías aisladas, el cual comprende las etapas de: (A) proporcionar tubería de servicio y tubería […]
DISPOSITIVO PARA UNIONES SOLDADAS DE CAÑERÍAS, del 1 de Marzo de 2018, de SIDGMAN SAITUA, René Eduardo: La presente solicitud de patente corresponde a un dispositivo de fácil fabricación, que elimina toda posible corrosión interna en las zonas de uniones soldadas de cañerías […]
Ducto y método de fabricar el mismo, del 22 de Noviembre de 2017, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un ducto que comprende una pluralidad de zonas de soldadura en donde los extremos de una pluralidad de tubos de acero están unidos por soldeo, en el que la pluralidad […]
Dispositivo de conexión, e intercambiador térmico correspondiente, particularmente para un vehículo de motor, del 14 de Septiembre de 2016, de Valeo Vymeniky Tepla k.s: Dispositivo de conexión que tiene una parte hembra y una parte macho complementaria , en donde la parte hembra se realiza como un […]
Intercambiador de calor para refrigerar gas de craqueo, del 30 de Abril de 2014, de BORSIG GMBH: Intercambiador de calor para refrigerar gas de craqueo con un racor de tubería entre un tubo refrigerado y uno no refrigerado, estando conformado el […]
Procedimiento para la fabricación de un tubo soldado longitudinalmente de una chapa de metal con un chaflán distanciado de cantos longitudinales; tubo de metal fabricado de esta manera, del 23 de Abril de 2014, de EEW Special Pipe Constructions GmbH: Un procedimiento para la fabricación de un tubo soldado longitudinalmente de una chapa de metal con las siguientes etapas: - doblado de la chapa […]
 Método de unión de tubos multicapa con accesorios y boquilla de calentamiento para su puesta en práctica, del 5 de Febrero de 2013, de DIZAYN TEKNIK PLASTIK BORU VE ELEMANLARI A.S: Una mejora en el tubo compuesto de capas múltiples.
La invención es un tubo compuesto de capas múltiples resistente a presión y corrosión, que se usa en los sistemas […]
Método de unión de tubos multicapa con accesorios y boquilla de calentamiento para su puesta en práctica, del 5 de Febrero de 2013, de DIZAYN TEKNIK PLASTIK BORU VE ELEMANLARI A.S: Una mejora en el tubo compuesto de capas múltiples.
La invención es un tubo compuesto de capas múltiples resistente a presión y corrosión, que se usa en los sistemas […]