DISPOSICION PERFECCIONADA PARA LA UNION POR SALDURA TIG DE TUBOS DE ACERO INOXIDABLE EN INTERCAMBIADORES TERMICOS.
Disposición perfeccionada para la unión por soldadura tig de tubos de acero inoxidable en intercambiadores térmicos,
con un cabezal (5) automático en forma de "U" con soldadura TIG que cubre totalmente las partes a soldar evitando que escape el gas inerte que queda recluido en una cámara (7); para conseguir una soldadura con un bajísimo índice de fugas, se procede a la conformación de ambos extremos (4) del codo (1) aumentando su diámetro exterior y achaflanando su punta (4a), se limpian las partes a soldar con acetona, para eliminar cualquier residuo de grasa, y se introducen en los extremos (3) de los tubos (2) a unir, los cuales están igualmente ensanchados, y se procede a la soldadura con el cabezal automático
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200701077.
Solicitante: INTERCAMBIADORES TERMICOS INTERSAM S.
Nacionalidad solicitante: España.
Provincia: MADRID.
Inventor/es: SANCHEZ JIMENEZ,JUAN.
Fecha de Solicitud: 23 de Abril de 2007.
Fecha de Publicación: .
Fecha de Concesión: 12 de Abril de 2010.
Clasificación Internacional de Patentes:
- B23K31/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 31/00 Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08). › relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
- F16L13/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 13/00 Empalmes de tubos no desmontables, p. ej. empalmes soldados, pegados o calafateados (empalmes para tubos rígidos en materiales plásticos F16L 47/00). › Empalmes soldados por autógena sin aporte de metal.
Clasificación PCT:
Fragmento de la descripción:
Disposición perfeccionada para la unión por soldadura TIG de tubos de acero inoxidable en intercambiadores térmicos.
Objeto de la invención
La invención, tal como expresa el enunciado de la presente memoria descriptiva, se refiere a una disposición perfeccionada para la unión por soldadura TIG de tubos de acero inoxidable en intercambiadores térmicos.
De forma más concreta, el objeto de la invención consiste en una disposición perfeccionada cuya finalidad estriba en lograr, por medio de una determinada conformación de los dos tubos o tubos y codos a unir y el cabezal de soldadura automático, una unión soldada de los mismos totalmente exenta de poros, que mejora los sistemas actualmente conocidos para el mismo fin.
Campo de la invención
La Presente invención tiene su campo de aplicación dentro de la industria dedicada a la fabricación de intercambiadores térmicos así como en cualquier industria dedicada a la soldadura de tubos de acero inoxidable.
Antecedentes de la invención
En la actualidad y como referencia al estado de la técnica, debe mencionarse que son conocidos diversos sistemas de soldadura para la unión de tubos entre sí o entre tubos y codos de acero inoxidable, los cuales generalmente se realizan mediante la utilización de un cabezal de soldadura "TIG", especialmente diseñado para ello, con movimiento orbital alrededor del tubo que fija y alinea ambos tubos, los cuales están basados en el ensanchamiento de los extremos de uno de ellos y la introducción en él del extremo del otro o del codo, procediéndose posteriormente a la soldadura.
En este sentido, el propio solicitante es ya titular de la patente nº ES 2241455, relativa a una disposición para la unión por soldadura de tubos de acero inoxidable, en la que se describe y reivindica un sistema de este tipo. Así mismo, el peticionario tiene conocimiento de la patente nº ES 2147476 en la que se describe otro sistema de soldadura similar así como de la adición de perfeccionamientos a la misma en que igualmente se describe otro sistema de soldadura del tipo que aquí concierne.
Cabe señalar, sin embargo, que los métodos o sistemas de soldadura conocidos presentan una serie de aspectos susceptibles de ser mejorados, siendo este el principal objetivo de la presente invención, sobre la cual, por otra parte, el peticionario declara desconocer la existencia de ninguna disposición para la unión por soldadura TIG de tubos de acero inoxidable en intercambiadores térmicos que presente unas características técnicas, estructurales y de configuración semejantes, a las que presenta la que aquí se preconiza.
Explicación de la invención
Así, la disposición perfeccionada para la unión por soldadura TIG de tubos de acero inoxidable en intercambiadores térmicos que esta invención propone consiste en preparar dichos tubos para conseguir que la soldadura obtenida sea de una máxima garantía en cuanto a fortaleza y estanqueidad del circuito del intercambiador.
Estos dos parámetros se consiguen con su máxima calidad si las partes a soldar están perfectamente limpias y exentas de cualquier residuo graso, y siempre que en el ajuste de los dos tubos no existan holguras ni espacios en vacío, ya que éstos son los que producen los fallos de la soldadura automática del cabezal.
Para conseguir que dicho ajuste sea perfecto, es necesario calibrar los dos extremos de los tubos, ya que debido a los procesos a los que han sido sometidos con anterioridad (enderezado, expansionado, curvado), la sección del tubo no es totalmente cilíndrica, y es por este motivo por el que se hacen las calibraciones en sus extremos.
A partir de esta premisa, la invención está constituida a partir del aumento de los extremos de los tubos a unir, con la particularidad de que dicho ensanchamiento se realiza en los extremos de ambos tubos o tubos y codo y de forma que la porción ensanchada de uno encaje y pueda ser introducida en la porción ensanchada del otro, siendo, en el caso de la unión entre tubos y codos, la porción ensanchada del extremo del codo la que se introduce en la porción ensanchada del tubo del intercambiador.
Así mismo, y para obtener un mayor ajuste del descrito acoplamiento, el extremo o punta de la porción ensanchada del tubo o codo, que se introduce en la porción ensanchada del tubo a unir, se achaflana para permitir su introducción en el abocardado del tubo sin que se deformen ni uno ni otro.
Por otra parte, para la consecución de una perfecta unión entre los tubos, debe prepararse así mismo el cabezal de soldadura, para lo cual, dicho cabezal que tiene forma de "U", se introduce dentro del conjunto; por medio de un visor óptico se controla que la punta del electrodo coincida con la unión a soldar, tras lo cual se pulsa la fijación que se realiza con unas mordazas interiores adaptadas al diámetro del tubo, y se procede al inicio de la soldadura, momento en el cual se empieza a llenar la cámara creada entre el cabezal y el codo con un gas inerte que queda alojado en su interior. Cuando esta cámara está exenta de oxígeno, el cabezal empieza a soldar a alrededor del tubo. Finalizada la soldadura, se corta el suministro de gas, se sueltan las mordazas de sujeción y se procede a retirar el cabezal.
La nueva disposición perfeccionada para la unión por soldadura TIG de tubos de acero inoxidable en intercambiadores térmicos representa, por consiguiente, una estructura innovadora de características estructurales y constitutivas desconocidas hasta ahora para tal fin, razones que unidas a su utilidad práctica, la dotan de fundamento suficiente para obtener el privilegio de exclusividad que se solicita.
Descripción de los dibujos
Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de la invención, se acompaña a la presente memoria descriptiva, como parte integrante de la misma, de un juego de planos, en los que con carácter ilustrativo y no limitativo se ha representado lo siguiente:
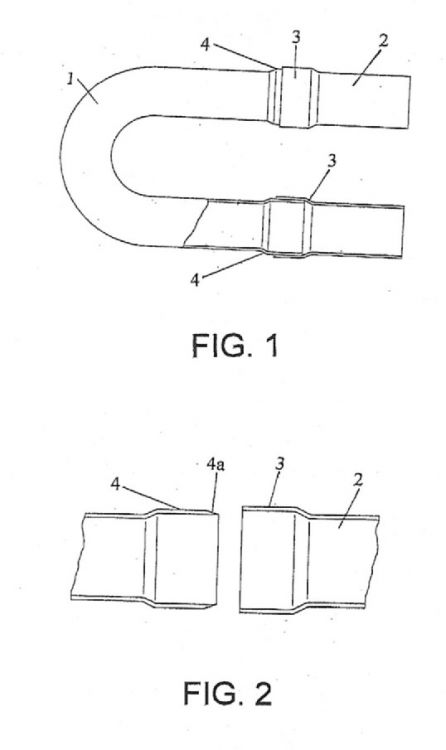
La figura número 1.- Muestra una vista en alzado, parcialmente seccionada, de un codo ya introducido en sendos tubos rectos para su unión por soldadura, configurando un ejemplo de realización de la disposición perfeccionada para la unión por soldadura TIG de tubos de acero inoxidable en intercambiadores térmicos, objeto de la invención, en la que se aprecian la configuración que se a dado a cada uno de ellos.
La figura número 2.- Muestra un detalle sin acoplar de los extremos del codo y del tubo representados en la figura anterior.
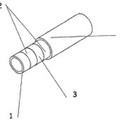
La figura número 3.- Muestra vista en sección según un corte vertical del cabezal de soldadura colocado para realizar la unión entre las piezas representadas en las figuras 1 y 2.
Realización preferente de la invención
A la vista de las mencionadas figuras, y de acuerdo con la numeración adoptada, se puede observar en ellas un ejemplo de realización preferente de la disposición perfeccionada para la unión por soldadura TIG de tubos de acero inoxidable en intercambiadores térmicos, la cual, tal como se observa en las figuras 1 y 2, consiste en calibrar los codos (1), para lo que se sujetan con unas mordazas especiales adaptadas al diámetro del tubo y radio del codo.
Con unos útiles de abocardar se conforman los extremos (4) de los codos (1), aumentando su diámetro y dejándolos perfectamente cilíndricos.
A continuación, se achaflana la punta (4a) de dichos extremos (4), para permitir su introducción en el abocardado del tubo (2), sin que se deformen éste o el codo (1).
Igualmente se procede a abocardar los extremos (3) de los tubos (2) del intercambiador, para lo que se utiliza un útil de mayor diámetro que el que se ha utilizado en los codos (1).
Este útil tiene la medida necesaria para que el diámetro interior del extremo (3) del tubo (2) quede a la medida del diámetro exterior del extremo (4) del codo (1), con las tolerancias precisas.
Finalmente, antes de introducir el codo (1) en los tubos (2) que salen del intercambiador, se limpian con suma delicadeza las dos partes o extremos (4) y (3) a soldar con acetona industrial, ayudándose de un paño que no deje residuos textiles en los tubos.
Por su parte, atendiendo a la figura 3, se puede apreciar como el cabezal (5) tiene una forma de "U" y se introduce dentro del conjunto formado por los tubos (2) que salen del intercambiador y el codo (1) cubriéndolo totalmente, incorporando un visor óptico...
Reivindicaciones:
1. Disposición perfeccionada para la unión por soldadura TIG de tubos de acero inoxidable en intercambiadores térmicos, del tipo constituido a partir del aumento de los extremos de los tubos a unir posibilitando la introducción de uno en otro, previamente a la soldadura de ambos mediante un cabezal automático de soldadura TIG, caracterizada por el hecho de dicho ensanchamiento o abocardado se realiza tanto en los extremos (4) de los tubos o codos (1) y en los extremos (3) de los tubos (2) a unir; en que la porción ensanchada o extremo (4) de los tubos o codos (1) encaja y puede ser introducida en la porción ensanchada o extremos (3) de los tubos (2).
2. Disposición perfeccionada para la unión por soldadura TIG de tubos de acero inoxidable en intercambiadores térmicos, según la reivindicación 1, caracterizada por el hecho de que el extremo o punta (4a) de la porción o extremos abocardados (4) de los tubos o codos (1), que se introduce en el extremo o porción ensanchada (3) de los tubos (2) a unir, se ha achaflanado, permitiendo su introducción en dicho abocardado (3) de los tubos (2) sin que se deformen ni uno ni otro.
3. Disposición perfeccionada para la unión por soldadura TIG de tubos de acero inoxidable en intercambiadores térmicos, según las reivindicaciones 1 y 2, caracterizada por el hecho de que el cabezal (5) de soldadura tiene una forma de "U" cubriendo totalmente las partes a soldar y creando, al introducirse dentro del conjunto formado por los tubos (2) que salen del intercambiador y el codo (1), una cámara (7) apta para llenarse con gas al iniciar la soldadura.
Patentes similares o relacionadas:
 Protección contra la formación de polvo metálico para conjuntos de tubos soldados, del 29 de Abril de 2020, de AIR PRODUCTS AND CHEMICALS, INC.: Un conjunto de tubos soldados comprendiendo:
un primer tubo que tiene un lado exterior y un lado interior opuesto al lado exterior, teniendo el lado […]
Protección contra la formación de polvo metálico para conjuntos de tubos soldados, del 29 de Abril de 2020, de AIR PRODUCTS AND CHEMICALS, INC.: Un conjunto de tubos soldados comprendiendo:
un primer tubo que tiene un lado exterior y un lado interior opuesto al lado exterior, teniendo el lado […]
Procedimiento para la fabricación de tuberías aisladas con propiedades mejoradas, del 9 de Octubre de 2019, de BASF SE: Procedimiento para la fabricación de tuberías aisladas, el cual comprende las etapas de: (A) proporcionar tubería de servicio y tubería […]
DISPOSITIVO PARA UNIONES SOLDADAS DE CAÑERÍAS, del 1 de Marzo de 2018, de SIDGMAN SAITUA, René Eduardo: La presente solicitud de patente corresponde a un dispositivo de fácil fabricación, que elimina toda posible corrosión interna en las zonas de uniones soldadas de cañerías […]
Ducto y método de fabricar el mismo, del 22 de Noviembre de 2017, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un ducto que comprende una pluralidad de zonas de soldadura en donde los extremos de una pluralidad de tubos de acero están unidos por soldeo, en el que la pluralidad […]
Dispositivo de conexión, e intercambiador térmico correspondiente, particularmente para un vehículo de motor, del 14 de Septiembre de 2016, de Valeo Vymeniky Tepla k.s: Dispositivo de conexión que tiene una parte hembra y una parte macho complementaria , en donde la parte hembra se realiza como un […]
Intercambiador de calor para refrigerar gas de craqueo, del 30 de Abril de 2014, de BORSIG GMBH: Intercambiador de calor para refrigerar gas de craqueo con un racor de tubería entre un tubo refrigerado y uno no refrigerado, estando conformado el […]
Procedimiento para la fabricación de un tubo soldado longitudinalmente de una chapa de metal con un chaflán distanciado de cantos longitudinales; tubo de metal fabricado de esta manera, del 23 de Abril de 2014, de EEW Special Pipe Constructions GmbH: Un procedimiento para la fabricación de un tubo soldado longitudinalmente de una chapa de metal con las siguientes etapas: - doblado de la chapa […]
 Método de unión de tubos multicapa con accesorios y boquilla de calentamiento para su puesta en práctica, del 5 de Febrero de 2013, de DIZAYN TEKNIK PLASTIK BORU VE ELEMANLARI A.S: Una mejora en el tubo compuesto de capas múltiples.
La invención es un tubo compuesto de capas múltiples resistente a presión y corrosión, que se usa en los sistemas […]
Método de unión de tubos multicapa con accesorios y boquilla de calentamiento para su puesta en práctica, del 5 de Febrero de 2013, de DIZAYN TEKNIK PLASTIK BORU VE ELEMANLARI A.S: Una mejora en el tubo compuesto de capas múltiples.
La invención es un tubo compuesto de capas múltiples resistente a presión y corrosión, que se usa en los sistemas […]