Método de funcionamiento de una línea de producción, y una línea de producción.
Un método de funcionamiento de una línea de producción (1) que comprende dos o más estaciones de ensamble(A1,
A2, A3, A4, A5, A6) para el ensamble de máquinas pesadas tal como góndolas de aerogenerador (3), el métodocomprende las etapas de:
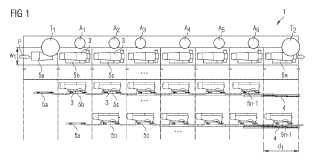
- instalar un remolque de ensamble preparado (5, 5a, 5b, ..., 5n-2, 5n-1, 5n) en la línea de producción (1) antes deo en una primera estación de ensamble (A1),
- conectar dicho remolque de ensamble preparado (5, 5a, 5b, ..., 5n-2, 5n-1, 5n) a por lo menos una barra deenganche en la línea de producción (37),
- si el remolque de ensamble preparado (5, 5a, 5b, ..., 5n-2, 5n-1, 5n) se instala antes de dicha primera estación deensamble (A1) entonces: mover dicho remolque de ensamble (5, 5a, 5b, ..., 5n-2, 5n-1, 5n) a dicha primera estaciónde ensamble (A1),
- por lo tanto: mover todos los remolques de ensamble de línea de producción (5, 5a, 5b, ..., 5n-2, 5n-1, 5n) a lasiguiente estación de ensamble (A1, A2, A3, A4, A5, A6), por lo que las etapas de mover los remolques de ensamblede línea de producción (5, 5a, 5b, ..., 5n-2, 5n-1, 5n) se realizan en forma de etapas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/061486.
Solicitante: SIEMENS AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: WITTELSBACHERPLATZ 2 80333 MUNCHEN ALEMANIA.
Inventor/es: DIETRICH, KLAUS, JOERGENSEN,RENE KROELL PRAMMANN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23P21/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Máquinas para el montaje de numerosas piezas diferentes destinadas a componer conjuntos, con o sin trabajo de estas piezas antes o después de su montaje, p. ej. por control programado.
PDF original: ES-2443573_T3.pdf
Fragmento de la descripción:
Método de funcionamiento de una línea de producción, y una línea de producción Antecedentes de la Invención La invención se relaciona con un método de funcionamiento de una línea de producción y con una línea de 5 producción de dicho tipo.
Descripción de la Técnica Relacionada Se conocen líneas de producción para el ensamble de por ejemplo componentes mecánicos y/o eléctricos. El documento US 2003/0101579 A1 describe un sistema de fabricación que comprende una serie de estaciones en las que se puede llevar a cabo diversas etapas del ensamble de pequeñas motos acuáticas. Un bote parcialmente ensamblado descansa en un remolque de ensamble de ruedas que se conecta a una cadena transportadora y pasa a través de las diversas estaciones de ensamble. Se conocen otras líneas de producción por ejemplo de la industria automotriz.
Aquí los operadores o robots, en múltiples estaciones de ensamble, producen por ejemplo un vehículo al ensamblar partes separadas específicas en cada estación para el auto que se mueve continuamente lentamente en una cinta 15 transportadora a lo largo de la línea hasta la siguiente estación.
Sin embargo, para industrias pesadas que producen por ejemplo turbinas grandes, aeroplanos etc. no puede ser factible una línea de producción similar ya que esto requeriría una construcción durable de la cinta transportadora que haría la cinta no adecuada en la construcción y muy costosa.
Es un objetivo de la presente invención proporcionar una línea de producción ventajosa para el ensamble de las 20 máquinas pesadas, preferiblemente una línea de producción sin las desventajas mencionadas anteriormente y se proporciona más preferiblemente dicha técnica de línea de producción que es fácil de manejar y efectiva en costes.
La Invención Para este propósito, la invención se realiza por un método de funcionamiento de una línea de producción que comprende dos o más estaciones de ensamble para el ensamble de máquinas pesadas tal como góndolas de 25 aerogenerador, el método comprende las etapas de:
-instalar un remolque de ensamble preparado en la línea de producción antes de o en una primera estación de ensamble,
-conectar dicho remolque de ensamble preparado a por lo menos una barra de enganche en la línea de producción,
- si el remolque de ensamble preparado se instala antes de dicha primera estación de ensamble entonces: mover dicho remolque de ensamble a dicha primera estación de ensamble,
-por lo tanto: mover todos los remolques de ensamble de línea de producción a la siguiente estación de ensamble, por lo que las etapas de mover los remolques de ensamble de línea de producción se realizan en forma de etapas.
Se puede observar en este contexto que a través de esta descripción y a través de las reivindicaciones, la expresión 35 “antes” si no se indica en un contexto de sucesiones de eventos, significa que es una indicación de lugar a diferencia de tiempo. Por lo tanto se puede cambiar con la expresión “al frente de”.
Diversas características de la invención hacen este proceso particularmente ventajoso e incluso fácil a través de las máquinas bajo producción que son muy pesadas, es decir normalmente por encima de 10 toneladas:
En primer lugar, en lugar de una cinta transportadora, el uso se hace de unidades de transporte, es decir remolques que se pueden realizar de tal manera que también operan bajo cargas muy pesadas. Por ejemplo, dicho remolque se puede realizar como un vagón de tren, es decir con ruedas de metal que se guían a lo largo de rieles de metal. Cada remolque es una unidad separada que solo se interconecta con los otros remolques en algún momento durante la operación de ensamble, los remolques también se pueden equipar con algunas partes que son esenciales para diversas etapas del proceso de ensamble. Por ejemplo, los cables configurados previamente se pueden 45 transportar en dicho remolque a lo largo de todo el ensamble de tal manera que el personal tenga los cables a la mano en cualquier momento durante el proceso de ensamble completo.
En segundo lugar, el transporte no es continúo si no en forma de etapas en ciertos momentos predefinidos en tiempo. Esto implica una reducción masiva del riesgo de lesiones, teniendo en mente que las partes ensambladas en dicha configuración son muy grandes y también muy pesadas. Por lo tanto, un sistema de transportador más constante poseería una amenaza en el sentido que algunas partes pueden caer y seriamente lesionar el personal o dañar objetos. Durante el periodo corto cuando la línea de producción está en un estado cuando los remolques se transportan, todo el personal puede ordenar fuera de la esfera de la línea de producción y también se les puede pedir retirar cualesquier objetos tal como herramientas desde la proximidad cercana hasta la línea de producción.
En tercer lugar, se hace el uso de una barra de enganche, es decir dispositivo de conexión que se realiza de tal manera que conecta por lo menos dos remolques mientras los mantiene por lo menos a una distancia mínima, preferiblemente una distancia constante. No hace falta decir que dicha barra de enganche se puede hacer en muchas formas diferentes, por ejemplo como una barra de enganche de una sola pieza entre dos remolques o como una barra de enganche de múltiples partes conectadas directamente en serie o que se conectan indirectamente mediante los remolques de ensamble. En este sentido, un acoplamiento como se conoce de vagones de trenes tiene la clave así como también dos cadenas que se ponen juntas y se refuerzan por una barra con el fin de asegurar que la distancia entre los remolques permanezca por lo menos a un cierto mínimo.
Una realización de una secuencia para operar la línea de producción inventada puede ser:
1. Impulsar con máquina/tractor al área de parqueo para remolque de ensamble vacío y conectar el tractor al remolque de ensamble
2. Impulsar tractor con remolque de ensamble vacío o cargado con el grupo de cable principal, vigas centrales, estructura de transporte y cubierta inferior en la construcción del ensamble
3. Entrada de remolque de ensamble en la sección técnica 1 por lo que el remolque se ha alineado en la dirección de flujo
4. Retirar con el tractor
5. Mover (tirando preferiblemente) el remolque de ensamble a la distancia correcta para poner el remolque de ensamble en la estación 1
6. Conectar el remolque de ensamble a la barra de enganche con el pasador hidráulico de la barra de enganche
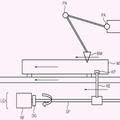
7. Tirar la línea de producción completa (peso de tirado 750 t) por 15 metros (50’) con el fin de mover el remolque de ensamble de la estación 6 a la estación técnica 2 con cilindro hidráulico y barra de enganche que cubre las estaciones.
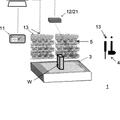
8. Levantar el remolque de ensamble completo con la góndola en 500 mm
9. Ensamblar los 4 soportes base a las vigas centrales
10. Bajar el remolque de ensamble con el fin de obtener el remolque libre y la góndola que reposa en los soportes base
11. Tirar el remolque de ensamble vacío
12. Cargar el siguiente grupo de cables principales (OPCIONAL)
13. Impulsar el remolque de ensamble vacío fuera de la construcción de un área de parqueo.
Una realización de una secuencia para ejecutar la línea de producción con carga fuera de la cubierta inferior puede ser:
1. Impulsar el remolque de ensamble vacío con el tractor (debe ser posible cuello de ganso y barra de enganche) a la posición de carga para fijar el cable principal.
2. Impulsar el remolque de ensamble con tractor a la posición de carga de las vigas centrales
3. Impulsar el remolque de ensamble con tractor a la posición de carga de la estructura de transporte
4. Impulsar el remolque de ensamble con tractor a la posición de carga de cubierta inferior, cargada en los soportes en el remolque de ensamble Luego con la secuencia operar la línea de producción inventada por ejemplo como se describió anteriormente.
La invención comprende adicionalmente una línea de producción para el ensamble de máquinas pesadas tal como góndolas de aerogenerador con dos o más estaciones de ensamble, que comprenden de acuerdo con la invención:
- una serie de remolques de ensamble,
- por lo menos una barra de enganche que conecta por lo menos dos remolques de ensamble,
- medios de tracción, es decir un dispositivo de movimiento, que funcionan de acuerdo con el siguiente esquema:
a) si el remolque de ensamble preparado se instala antes de dicha primera estación de ensamble entonces: mover dicho remolque de ensamble a dicha... [Seguir leyendo]
Reivindicaciones:
1. Un método de funcionamiento de una línea de producción (1) que comprende dos o más estaciones de ensamble (A1, A2, A3, A4, A5, A6) para el ensamble de máquinas pesadas tal como góndolas de aerogenerador (3) , el método comprende las etapas de:
-instalar un remolque de ensamble preparado (5, 5a, 5b, ....
5. 2.
5. 1, 5n) en la línea de producción (1) antes de
o en una primera estación de ensamble (A1) ,
-conectar dicho remolque de ensamble preparado (5, 5a, 5b, ....
5. 2.
5. 1, 5n) a por lo menos una barra de enganche en la línea de producción (37) ,
-si el remolque de ensamble preparado (5, 5a, 5b, ....
5. 2.
5. 1, 5n) se instala antes de dicha primera estación de ensamble (A1) entonces: mover dicho remolque de ensamble (5, 5a, 5b, ....
5. 2.
5. 1, 5n) a dicha primera estación de ensamble (A1) ,
-por lo tanto: mover todos los remolques de ensamble de línea de producción (5, 5a, 5b, ....
5. 2.
5. 1, 5n) a la siguiente estación de ensamble (A1, A2, A3, A4, A5, A6) , por lo que las etapas de mover los remolques de ensamble de línea de producción (5, 5a, 5b, ....
5. 2.
5. 1, 5n) se realizan en forma de etapas.
2. Un método de acuerdo con la reivindicación 1, en donde dicha conexión del remolque de ensamble preparado (5, 5a, 5b, ....
5. 2.
5. 1, 5n) se hace al activar un pasador hidráulico (39) en la barra de enganche (37) que se engancha a una área de recepción de pasador hidráulico (41) en el remolque (5, 5a, 5b, ....
5. 2.
5. 1, 5n) .
3. Un método de acuerdo con cualquiera de las reivindicaciones precedentes, en donde dicho remolque de ensamble preparado (5, 5a, 5b, ....
5. 2.
5. 1, 5n) se prepara con cables adecuados que se instalan en dicha máquina pesada (3) .
4. Un método de acuerdo con cualquiera de las reivindicaciones precedentes, que comprende adicionalmente la etapa de retirar un remolque de ensamble (5n) de la línea de producción (1) , dicho remolque de ensamble retirado (5n) es el remolque movido desde la última de las estaciones de ensamble (A6) .
5. Un método de acuerdo con cualquiera de las reivindicaciones precedentes, en donde dicha barra de enganche de línea de producción (37) conecta un remolque de ensamble (5, 5a, 5b, ....
5. 2.
5. 1, 5n) a otro remolque (5, 5a, 5b, ....
5. 2.
5. 1, 5n) con el fin de formar una conexión en serie entre los remolques de ensamble (5, 5a, 5b, ....
5. 2.
5. 1, 5n) .
6. Un método de acuerdo con cualquiera de las reivindicaciones precedentes, en donde dicha barra de enganche de línea de producción (37) se ubica y funciona en un hoyo avellanado (9) por debajo de los remolques de ensamble (5, 5a, 5b, ....
5. 2.
5. 1, 5n) .
7. Una línea de producción (1) para el ensamble de máquinas pesadas tal como góndolas de aerogenerador (3) con dos o más estaciones de ensamble (A1, A2, A3, A4, A5, A6) , que comprenden:
-una serie de remolques de ensamble (5, 5a, 5b, ....
5. 2.
5. 1, 5n) ,
-por lo menos una barra de enganche (37) que conecta por lo menos dos remolques de ensamble (5, 5a, 5b, ....
5. 2.
5. 1, 5n) ,
-medios de tracción (4) que funcionan de acuerdo con el siguiente esquema:
a) si el remolque de ensamble preparado (5a) se instala antes de dicha primera estación de ensamble (A1) entonces: mover dicho remolque de ensamble (5a) a dicha primera estación de ensamble (A1) ,
b) por lo tanto: mover todos los remolques de ensamble de línea de producción (5, 5a, 5b, ....
5. 2.
5. 1, 5n) a la siguiente estación de ensamble (A1, A2, A3, A4, A5, A6) , por lo que los medios de tracción (4) se ubican adicionalmente de tal manera que mueve los remolques de ensamble de línea de producción (A1, A2, A3, A4, A5, A6) en forma de etapas.
8. Una línea de producción de acuerdo con la reivindicación 7, en donde los medios de tracción (4) comprenden un sistema de pistones estacionario.
9. Una línea de producción de acuerdo con la reivindicación 7 o la reivindicación 8, que comprende un hoyo (9) para la barra de enganche (37) , en donde el hoyo (9) se extiende a lo largo de una longitud (d3) de la línea de producción (1) .
10. Una línea de producción de acuerdo con cualquiera de las reivindicaciones 7 a 9, que comprende una barra de 5 enganche única (37) que conecta todos los remolques (5, 5a, 5b, ....
5. 2.
5. 1, 5n) de la línea de producción (1) .
11. Una línea de producción de acuerdo con la reivindicación 10, en donde la barra de enganche (37) tiene una longitud (d5) esencialmente igual a aquella de la línea de producción (1) .
12. Una línea de producción de acuerdo con cualquiera de las reivindicaciones 7 a 11, en donde un remolque de
ensamble (5, 5a, 5b, ....
5. 2.
5. 1, 5n) comprende adaptadores de carga (49, 51) para vigas centrales (40) para 10 llevar una estructura de transporte de góndola (25) .
13. Una línea de producción de acuerdo con cualquiera de las reivindicaciones 7 a 12, que comprende una primera estación técnica (T1) , y una segunda estación técnica (T2) al final de la línea de producción (1) .
14. Una línea de producción de acuerdo con cualquiera de las reivindicaciones 7 a 13, que comprende unidades de elevación (59) en la segunda estación técnica (T2) para levantar y bajar un remolque de ensamble cargado (5) .
15. Una línea de producción de acuerdo con cualquiera de las reivindicaciones 7 a 14, en donde los medios de tracción (4) se ubican al sacar un peso de por lo menos 500 t, preferiblemente por lo menos 650 t, más preferiblemente por lo menos 750 t.
Patentes similares o relacionadas:
 Puesto de mecanizado, del 25 de Septiembre de 2019, de HOMAG GmbH: Puesto de mecanizado, en particular puesto de trabajo de montaje, en el que pueden ejecutarse operaciones de mecanizado manuales y/o parcialmente automatizadas, en particular […]
Puesto de mecanizado, del 25 de Septiembre de 2019, de HOMAG GmbH: Puesto de mecanizado, en particular puesto de trabajo de montaje, en el que pueden ejecutarse operaciones de mecanizado manuales y/o parcialmente automatizadas, en particular […]
Instalación de fabricación y procedimiento de fabricación, del 4 de Septiembre de 2019, de KUKA SYSTEMS GMBH: Planta de fabricación para piezas de trabajo , especialmente para componentes de carrocería, presentando la instalación de fabricación una zona de fabricación con […]
Línea de fabricación provista de uno o varios módulos para transportar recipientes para suministrar piezas o componentes a puestos de montaje a lo largo de la línea, del 21 de Agosto de 2019, de COMAU S.P.A.: Línea de fabricación , que comprende: - como mínimo un puesto de montaje , - un dispositivo transportador de cadena que comprende una cadena […]
 Dispositivo y procedimiento para la sincronización del movimiento de un medio de mecanizado automático con el movimiento de una pieza de trabajo, del 31 de Julio de 2019, de SIEMENS AKTIENGESELLSCHAFT: Dispositivo para la sincronización del movimiento de un medio de mecanizado automático (BM) con el movimiento de una pieza de trabajo (WS) transportada durante el mecanizado […]
Dispositivo y procedimiento para la sincronización del movimiento de un medio de mecanizado automático con el movimiento de una pieza de trabajo, del 31 de Julio de 2019, de SIEMENS AKTIENGESELLSCHAFT: Dispositivo para la sincronización del movimiento de un medio de mecanizado automático (BM) con el movimiento de una pieza de trabajo (WS) transportada durante el mecanizado […]
 Sistema de transporte flexible, del 31 de Mayo de 2019, de Kuka Systems North America LLC: Sistema de transporte flexible para la fabricación de líneas de montaje, que comprende:
- un raíl que transporta piezas;
- un elemento […]
Sistema de transporte flexible, del 31 de Mayo de 2019, de Kuka Systems North America LLC: Sistema de transporte flexible para la fabricación de líneas de montaje, que comprende:
- un raíl que transporta piezas;
- un elemento […]
Sistema integrado de entrega y construcción de piezas de vehículo, del 14 de Mayo de 2019, de Comau LLC: Un procedimiento para proporcionar una entrega de piezas coordinada para su uso en una secuencia de construcción aleatoria predeterminada en líneas de montaje […]
Sistema y procedimiento de montaje guiado por luz, del 20 de Marzo de 2019, de OPS Solutions, LLC: Un método para proyectar indicadores visuales sobre un objeto físico para guiar las acciones de un individuo, comprendiendo dicho método: […]
Línea de producción, del 21 de Febrero de 2019, de COMAU S.P.A.: Línea de producción que comprende: - al menos una estación de ensamblaje , - un dispositivo transportador de cadena que comprende una cadena […]