Máquina de bolsas rotativa.
Una máquina de bolsas rotativa (100) para fabricar bolsas a partir de una película,
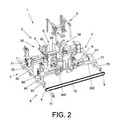
que comprende un tambor rotativo (101), una línea de tangencia de acumulaciónconfigurada para suministrar la película al tambor para un sellado bajo poca oninguna presión, y una mantilla (116) dispuesta para colocar la película contra eltambor, caracterizada porque la máquina de bolsas rotativa comprende ademásun sensor de acumulación (114).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09015068.
Solicitante: CMD CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 2901 EAST PERSHING STREET APPLETON, WI 54911 ESTADOS UNIDOS DE AMERICA.
Inventor/es: JOHNSON PAUL, STICKNEY, MICHAEL, SELLE, PAUL, NACKERS,GREGORY.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31B1/28
PDF original: ES-2398933_T3.pdf
Fragmento de la descripción:
CAMPO DE LA INVENCIÓN [0001] La presente invención hace referencia de forma general a la técnica de 5 fabricación de bolsas. Más concretamente, hace referencia a las máquinas de bolsas rotativas, y las bolsas que se hacen a partir de estas.
ANTECEDENTES DE LA INVENCIÓN [0002] Las máquinas de bolsas rotativas son ya conocidas en el sector. Otras máquinas de bolsas rotativas anteriores se describen, por ejemplo, en las patentes estadounidenses 6, 117, 058; 5, 587, 032; 5, 518, 559; 4, 642, 084; y 4, 934, 993, las cuales se incluyen aquí por referencia. [0003] Generalmente, una máquina de bolsas rotativa incluye una pieza de alimentación, un tambor rotativo, y unos módulos de procesamiento posteriores. La pieza de alimentación suministra película al tambor rotativo a una velocidad deseada. El tambor rotativo tiene una o más barras de sellado fijadas al mismo. La película se sujeta al tambor por medio de una mantilla bajo tensión, y la barra selladora sella la película, creando así bolsas entre sellados sucesivos. El número de barras de sellado y el diámetro del tambor determina la distancia entre los sellados, que es la longitud de la bolsa. Para ajustar la longitud de la bolsa se activan diferentes números de barras de sellado en el tambor, y/o el diámetro del tambor se cambia para ajustar la distancia entre los sellados. [0004] Máquinas de bolsas rotativas previas usaban un rodillo aplicador como parte del dispositivo tensor de la mantilla de sellado, tales como rodillos cuya posición controla la tensión de la mantilla y el recorrido de la mantilla. (El rodillo aplicador también puede llamarse línea de tangencia de acumulación porque el exceso de película se acumula tras la línea de tangencia) . El rodillo aplicador regulaba la tensión de la mantilla para asegurar que se realizaban sellados apropiados. Sin embargo, la posición de la línea de tangencia cambiaba con un cambio en el diámetro o en el
tamaño del tambor (para hacer bolsas de diferente longitud) . El hecho de que la posición de la línea de tangencia cambiara, resultaba en un cambio en la cantidad de acumulación de película (acumular película se refiere al exceso de película suministrado que resulta en que la película no se queda a ras de la superficie) , y requería que el rodillo aplicador se reajustara. Además, la posición de la película en la línea de tangencia aplicadora tenía que ajustarse manualmente. Esto dificultaba el ajuste de la longitud de la bolsa. Esto también cambiaba la longitud del recorrido desde cualquier cosa anterior, tal como un sensor de marcas de registro, hacia el tambor (o la ubicación en la que la película alcanzaba la barra de sellado y era sellada) .
Generalmente las máquinas de bolsas rotativas tienen módulos para varias funciones de procesamiento (tal como insertar una cinta de cierre fácil, desenrollar, perforar, etc.) . Los módulos estaban en carcasas separadas, lo que hace que la línea de equipamiento sea flexible y versátil para diferentes necesidades, y permite que las piezas se desplacen fácilmente. Sin embargo, cada módulo era una máquina independiente en sí misma, e incluía su propio controlador y aumentaba el coste y complejidad de la línea. También incrementa el número de zonas de tensión y requiere un recorrido de bobina muy largo, que puede tener un efecto negativo en el proceso. [0006] Técnicas precedentes de bolsas rotativas regulan la tensión de la bobina antes del tambor sellador, para tratar de asegurar que no existe tensión en la película mientras se sella. Esto normalmente implica que la película tiene exceso de acumulación ya que es difícil no ejercer ninguna tensión sin exceso de acumulación. El ajuste lo realiza un operador que observa visualmente mientras el rodillo aplicador se ajusta una y otra vez hasta que se ve la cantidad deseada de acumulación. La burbuja de acumulación normalmente se absorbe dentro del tambor de sellado entre las barras de sellado de manera irregular. [0007] La tensión inconsistente y la burbuja de acumulación antes y después del tambor de sellado pueden provocar un número de problemas en el procesamiento, incluyendo hacer que los sellados no estén donde se espera que estén en el procesamiento posterior, tal como cuando la cuchilla de perforación realiza un corte.
Por lo tanto, se desea una máquina de bolsas rotativa que genere una acumulación consistente. La ubicación de la línea de tangencia de acumulación no debería cambiar cuando el diámetro del tambor se ajuste, ni tampoco la longitud del recorrido desde la línea de tangencia de acumulación (y ubicaciones anteriores) a la ubicación en la que el sellado ha empezado a realizarse.
US2002/0058754 revela una máquina para la fabricación de bolsas de plástico. La máquina para la fabricación de bolsas de plástico incluye un conjunto de rodillos bailarines que recibe la película a partir de las cuales se fabrican las bolsas. La película viaja desde el conjunto de rodillos bailarines a una línea de tangencia de entrada al tambor y después a un tambor de sellado. Después del tambor de sellado,
la película viaja por una línea de tangencia de salida del tambor. A continuación la película viaja por una línea de tangencia de entrada al dispositivo, verticalmente a través de un dispositivo de procesamiento, y después por una línea de tangencia de salida del dispositivo. Se conecta un controlador y controla la línea de tangencia de entrada al tambor, la línea de tangencia de salida del tambor, la línea de tangencia de entrada al dispositivo, línea de tangencia de salida del dispositivo, el conjunto de rodillos bailarines y el tambor de sellado (incluyendo las barras de sellado y/o las transmisiones de la mantilla de sellado. El controlador incluye una memoria en la que se almacena al menos un conjunto de parámetros de funcionamiento usado para controlar la máquina.
RESUMEN DE LA PRESENTE INVENCIÓN [0010] De acuerdo con un aspecto de la invención se presenta una máquina de bolsas rotativa como se describe en la reivindicación 1. [0011] De acuerdo con un aspecto de la invención se presenta un método para la fabricación de bolsas a partir de una película como se describe en la reivindicación 9. [0012] El tambor puede tener un diámetro regulable para bolsas de diferente longitud, y la línea de tangencia de acumulación puede tener una posición fija independiente de los cambios en el diámetro del tambor. [0013] La línea de tangencia de acumulación puede hacerse funcionar a una primera velocidad y el tambor puede hacerse funcionar a una segunda velocidad, y el sistema puede además comprender un controlador que recibe como entrada una salida del sensor de acumulación y genera una señal de control para controlar la primera velocidad en relación con la segunda velocidad como respuesta a la entrada. [0014] El controlador puede además generar la señal de control como respuesta a la velocidad de la película, la velocidad de cambio de una función de la entrada y un valor de referencia. [0015] El controlador puede además regular la señal de control como respuesta a al menos el historial de la entrada y el historial de la señal de control. [0016] El método puede además consistir en regular el diámetro del tambor para bolsas de diferente longitud, y fijar la línea de tangencia de acumulación con una posición independiente de los cambios del diámetro del tambor. [0017] El método puede además consistir en hacer funcionar la línea de tangencia de acumulación a una primera velocidad, hacer funcionar el tambor a una segunda velocidad, detectar la cantidad de película acumulada, y controlar la primera velocidad
como respuesta a la detección. El método puede además consistir en controlar la primera velocidad y la segunda velocidad en respuesta a la detección. [0018] El método puede además consistir en controlar como respuesta a la velocidad de la película, la velocidad de cambio de una función de la cantidad detectada de película acumulada y un valor de referencia.
El método puede además consistir en controlar como respuesta al historial de la cantidad detectada de película acumulada y al historial del control. [0020] El método puede consistir además en regular el diámetro del tambor para bolsas de diferente longitud, y mantener una longitud de recorrido de película fija desde la línea de tangencia de acumulación al tambor.
También se presenta aquí una máquina de bolsas rotativa para fabricar bolsas a partir de una película, compuesta por un tambor rotativo con al menos una barra de sellado fijada al mismo, una línea de tangencia de acumulación dispuesta para suministrar la película al tambor rotativo, una mantilla que coloca la película contra el tambor para el sellado, y un tensor de la mantilla,... [Seguir leyendo]
Reivindicaciones:
1. Una máquina de bolsas rotativa (100) para fabricar bolsas a partir de una película, que comprende un tambor rotativo (101) , una línea de tangencia de acumulación configurada para suministrar la película al tambor para un sellado bajo poca o ninguna presión, y una mantilla (116) dispuesta para colocar la película contra el tambor, caracterizada porque la máquina de bolsas rotativa comprende además un sensor de acumulación (114) .
2. Sistema de acuerdo con la reivindicación 1, en el que el tambor (101) incluye al menos una barra de sellado (103-106) fijada en él.
3. Sistema de acuerdo con la reivindicación 2, en el que el tambor (101) se hace funcionar a una segunda velocidad y la línea de tangencia de acumulación se hace funcionar a una primera velocidad, primera velocidad que se controla como respuesta al sensor (114) .
4. Sistema de acuerdo con la reivindicación 3, en el que el sistema comprende además un controlador (112) que recibe como entrada una salida del sensor de acumulación (114) y genera una señal de control para controlar la primera velocidad en relación con la segunda velocidad como respuesta a la entrada.
5. Sistema de acuerdo con la reivindicación 4, en el que el controlador (112) genera además una señal de control como respuesta a la velocidad de la película, una 20 velocidad de cambio de una función de la entrada y un valor de referencia.
6. Sistema de acuerdo con la reivindicación 4, en el que el controlador (112) regula además la señal de control como respuesta a al menos el historial de entrada y el historial de la señal de control.
7. Sistema de acuerdo con la reivindicación 1, en el que el tambor (101) tiene un
diámetro regulable para bolsas de diferente longitud, y en el que la línea de tangencia de acumulación tiene una posición fija independiente de los cambios del diámetro del tambor (101) .
8. Sistema de acuerdo con cualquier reivindicación anterior, en el que el sensor de acumulación (114) es un sensor de ultrasonidos analógico (114) .
9. Un método para fabricar bolsas a partir de una película, que consiste en suministrar la película a un tambor rotativo (101) desde una línea de tangencia de acumulación para sellar bajo poca o ninguna presión y usar una mantilla (116) para colocar la película contra el tambor, caracterizado porque el método consiste además en detectar una cantidad de película acumulada usando un sensor de acumulación (114) .
10. Método de acuerdo con la reivindicación 9, en el que el tambor (101) incluye al menos una barra de sellado (103-106) fijada al mismo.
11. Sistema de acuerdo con la reivindicación 10, en el que el tambor (101) se hace funcionar a una segunda velocidad y la línea de tangencia de acumulación se
hace funcionar a una primera velocidad, primera velocidad que se controla como respuesta al sensor (114) .
12. Sistema de acuerdo con la reivindicación 11, en el que la primera velocidad y la segunda velocidad se controlan como respuesta al sensor (114) .
13. Método de acuerdo con la reivindicación 11 o la reivindicación 12, que controla
además como respuesta a la velocidad de la película, la velocidad de cambio de una función de la cantidad detectada de película acumulada y un valor de referencia.
14. Método de acuerdo con la reivindicación 13, que además controla como respuesta a al menos el historial de la cantidad detectada de película acumulada y el historial 15 del control.
15. Método de acuerdo con la reivindicación 9, en el que el tambor (101) tiene un diámetro regulable para bolsas de diferente longitud, y en el que la línea de tangencia de acumulación tiene una posición fija independiente de los cambios del diámetro del tambor (101) .
Patentes similares o relacionadas:
Método y aparato para fabricar bolsas, del 9 de Noviembre de 2016, de CMD CORPORATION: Máquina de bolsas, que comprende: una sección de entrada; un tambor rotativo , dispuesto para recibir una banda desde la sección de entrada, […]
Caja de material de hoja de cartón, pieza en bruto o conjunto de piezas en bruto, y procedimiento para formar una caja de este tipo, del 25 de Mayo de 2016, de OTOR: Caja de material de hoja de cartón corrugado que presenta una sección poligonal, comprendiendo dicha caja una cintura que comprende por lo menos cuatro lamas […]
Mandril perfeccionado para conformación de cajas ajustable en sus tres dimensiones, del 27 de Febrero de 2015, de GARCIA GRANADOS, FRANCISCO: 1. Mandril perfeccionado para conformación de cajas ajustable en sus tres dimensiones, para formar una caja a partir un corte de cartón o material similar (C), generalmente […]
 DISPOSITIVO DE FORMATO PARA MAQUINARIA DE CONFORMACIÓN DE CAJAS DE CARTÓN O SIMILAR, del 31 de Julio de 2012, de TAMEGAR S.L.: Dispositivo de formato para maquinaria de conformación de cajas de cartón o similar.
El dispositivo se emplea para formar cajas a partir de un corte […]
DISPOSITIVO DE FORMATO PARA MAQUINARIA DE CONFORMACIÓN DE CAJAS DE CARTÓN O SIMILAR, del 31 de Julio de 2012, de TAMEGAR S.L.: Dispositivo de formato para maquinaria de conformación de cajas de cartón o similar.
El dispositivo se emplea para formar cajas a partir de un corte […]
Procedimiento y dispositivo para la realización de cajas a partir de un conjunto de troquelados, del 16 de Mayo de 2012, de OTOR SOCIETE ANONYME: Procedimiento para la realización de una caja de embalaje de sección poligonal a partir de por lo menos dostroquelados de material de lámina de cartón o […]
MÉTODO Y APARATO PARA FORMAR UN ENVASE, del 7 de Noviembre de 2011, de MEADWESTVACO PACKAGING SYSTEMS LLC: Un método para formar un envase a partir de una pieza elemental de envase de cartón , que comprende; disponer una pieza elemental de […]
MANDRIL PERFECCIONADO PARA CONFORMACION DE CAJAS., del 16 de Julio de 2006, de TAMEGAR S.L.: 1. Mandril perfeccionado para conformación de cajas a partir un corte de cartón o material similar (C), generalmente rectangular, con respectivas líneas de plegado […]