Laminador lateral.
Laminador (1) lateral, o también laminador tangencial, para el laminado en frío de roscas,
con brazos(2, 1, 3.1, 2.2, 3.2) de cabezal de rodadura que, por un lado, están montados de manera pivotante y que,por otro lado, entre los extremos libres de los brazos de cabezal de rodadura, tienen incorporados en cadacaso un rodillo (5.1; 5.2) para laminar roscas montado de manera que puede girar libremente, estando ambosrodillos para laminar roscas acoplados entre sí de manera engranada a través de ruedas dentadas, correasdentadas o similares no accionadas y estando los rodillos para laminar roscas montados de manera intercambiableen pernos (6.1; 6.2) de rodillo, dentro de los extremos libres de los brazos de cabezal de rodadura,de modo que el huelgo axial de los rodillos para laminar roscas con respecto a sus superficies de apoyo lateralespuede ajustarse por medio de manguitos de ajuste giratorios, caracterizado porque los manguitos (40)de ajuste giratorios presentan una o varias secciones (43) de superficie en espiral dispuestas axialmente enun lado, que se soportan contra puntos fijos en el mismo número en el brazo (2.1, 2.2) de cabezal de rodadura.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11000858.
Solicitante: Wagner Werkzeugsysteme Müller GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Gutenbergstrasse 4/1 72124 Pliezhausen ALEMANIA.
Inventor/es: WIEHLER,JÜRGEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21H3/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 3/00 Fabricación de cuerpos helicoidales o de cuerpos con ciertas partes en forma helicoidal (engranajes helicoidales B21H 5/00; curvado en hélice de fleje o similar B21D 11/06; formación de tubos o de paredes de tubos en forma de hélice B21D 15/04). › Fabricación por medio de rodillos perfilados.
PDF original: ES-2402794_T3.pdf
Fragmento de la descripción:
LAMINADOR LATERAL
La invencion se refiere a un laminador lateral, o tambien laminador tangencial, para el laminado en frio de roscas, con brazos de cabezal de rodadura que, por un lado, estan montados de manera pivotante y que, por
otro lado, entre los extremos libres de los brazos de cabezal de rodadura, tienen incorporado en cada caso un rodillo para laminar roscas montado de manera que puede girar libremente, estando ambos rodillos para la
minar roscas acoplados entre si de manera engranada a traves de ruedas dentadas, correas dentadas o simi
lares no accionadas y los rodillos para laminar roscas estan montados de manera intercambiable sobre per
nos de rodillo, dentro de los extremos libres de los brazos de cabezal de rodadura, de modo que el huelgo axial de los rodillos para laminar roscas con respecto a sus superficies de apoyo laterales puede ajustarse por
medio de manguitos de ajuste giratorios.
Debido a las grandes ventajas, como tiempo de produccion de roscas corto, alta resistencia de las roscas de
bido a endurecimiento por deformacion en frio con desarrollo de fibras continuo, alta calidad de superficie de los flancos de rosca y alta calidad constante, en especial tambien en la produccion en masa, la tecnica de produccion de la laminacion de roscas se ha establecido con firmeza y tiene una gran importancia en la apli
cacion en maquinas herramienta programables de cualquier tipo constructivo. La produccion de roscas con laminadores de roscas se describe de manera detallada, por ejemplo, en el documento DE 93 12 116 U1 y el
estado de la tecnica general de los laminadores esta actualmente documentado de manera exhaustiva en los fabricantes de herramientas conocidos con presencia en Internet, como por ejemplo en el solicitante de esta invencion en la direccion de Internet www.wagnerwerkzeuge.de en la categoria 'Werkzeuge' (herramientas)
de los apartados que pueden seleccionarse, en particular para la laminacion de roscas. Ademas en el aparta
do 'Service' (servicio) puede consultarse entre una pluralidad de instrucciones de servicio tambien la 'Anlei
tung Seitenrollwerkzeuge' (instrucciones para laminadores laterales) en formato descargable en PDF. Los la
minadores laterales se construyen en general de modo que pueden reequiparse y ajustarse para diferentes roscas, es decir, que los durisimos rodillos para laminar roscas que crean la rosca son intercambiables en el
marco del ambito de uso disenado para ello de la herramienta. Asimismo, una vez finalizada la vida util de un juego de rodillos para laminar roscas es posible la sustitucion por un nuevo juego de rodillos para laminar
roscas del mismo tipo. El modo de proceder en los trabajos de montaje para el intercambio de rodillos para laminar roscas se describe, entre otros, en el PDF de la empresa anteriormente mencionado, de este se des
prende que es muy importante mantener muy reducido el huelgo lateral entre el rodillo para laminar roscas y
los elementos constructivos asociados al mismo, como por ejemplo la rueda dentada de accionamiento en las superficies de apoyo en o dentro de los brazos de cojinete o engranaje, para no poner en peligro la calidad de las roscas laminadas con los mismos debido a un huelgo demasiado grande. Debido a la pluralidad de piezas que tambien pueden proceder de los mas distintos momentos de produccion, se entiende que una tolerancia que puede justificarse aun economicamente de las piezas individuales, en la tolerancia global que se obtiene de la suma de las tolerancias individuales, puede superar los estrechos limites de la magnitud de huelgo teo
rico exigida y por tanto debe preverse una posibilidad de compensacion. Asimismo, debido al desgaste es posible una modificacion del huelgo axial hasta valores mas grandes y entonces perjudiciales para la calidad
de la produccion. En la pagina 40 de las instrucciones mencionadas se describe una compensacion individual
de la tolerancia de suma real por medio de discos distanciadores, para establecer el huelgo teorico. Esta ope
racion de trabajo, a la hora de determinar los costes de fabricacion de las piezas que van a dotarse de la ros
ca, se suma a los costes de preparacion y por tanto carga los costes totales de manera considerable y tam
bien depende de la experiencia y destreza del trabajador al que se le confia. Aumentos de huelgo debido a
desgaste durante una produccion en serie continua, que puede observarse por ejemplo por un empeoramiento creciente de la calidad de las roscas laminadas, requieren el desmontaje, limpieza y adaptacion de nuevos discos distanciadores segun el procedimiento descrito con una parada simultanea de la produccion, con lo cual los costes de fabricacion aumentan adicionalmente o se disminuye el rendimiento.
Por tanto es deseable y ventajoso mejorar el procedimiento de ajuste del huelgo axial de los rodillos para laminar roscas en laminadores laterales de modo que se minimicen las desventajas de costes mencionadas.
Con el documento DE 10 2004 006 125 83, que forma la base para el preambulo de la reivindicacion 1, se propone que unos casquillos, que en cada caso estan en contacto con un pinon para los rodillos para laminar roscas, presenten en la circunferencia una seccion de rosca fina que actua conjuntamente con una seccion de rosca interna en una perforacion de alojamiento para el pinon y el casquillo. Por tanto, con ayuda de los casquillos puede realizarse un desplazamiento del pinon y el rodillo para laminar roscas hasta un huelgo axial "nulo". A partir de esta posicion "nula" el casquillo se gira en sentido contrario y por medio de tornillos de apriete que se enganchan en ranuras radiales, junto a la rosca fina del casquillo en el diametro externo, y posibilitan un bloqueo del casquillo en esta posicion de ajuste. Tal como se da a con ocer en el documento de patente, para lograr un huelgo ajustable maximo de 0, 05 mm es necesaria una rosca fina con un paso de 0, 5 mm en interaccion con 10 ranuras distribuidas por la circunferencia. Por tanto, en la construccion dada a conocer esta predefinida una graduacion basica de 0, 05 mm para la modificacion del huelgo ajustable de manera intencionada. Sin embargo, este valor de 0, 05 mm es, segun la experiencia, ya un valor limite admisible maximo en la fabricacion de las roscas finas laminadas, que puede superarse por el desgaste de las superficies de apoyodurante el funcionamiento despues del ajuste. En cambio, segun l a experiencia, tambien es necesario sin embargo un huelgo minimo de 0, 02 mm, para lograr una rotacion libre de los rodillos para laminar roscas, de modo que, en caso desfavorable, ya durante el ajuste antes del inicio de la produccion, este presente un nuevo huelgo de apenas 0, 07 mm que puede ampliarse adicionalmente durante el posterior uso de produccion hasta valores todavia mas desfavorables. El bloqueo del casquillo de ajuste a traves de las ranuras radiales no visibles para el ajustador requiere un especial cuidado y una operacion iterativa durante el intento de enroscado, para evitar danos en la zona del enganche de los tornillos de apriete en la zona de canto de las ranuras radiales. El huelgo axial ajustado realmente no puede reconocerse facilmente. La rosca fina necesaria en esta construccion de ajuste fino axialcon un paso de 0, 5 mm se considera critica en cuanto a sus propiedades de uso. Esto explica especialmente la altura de rosca de h3 = 0, 61343 x 0, 5 = 0, 3067 mm, que se obtiene a partir del paso de una rosca fina ISO. Tal como se conoce en general, tales roscas tienen una alta tendencia a la corrosion, lo que en el presente caso de uso se provoca de manera intensificada por la acumulacion de virutas y de este modo refrigerante contaminado. Ademas los costes de fabricacion son altos yla manipulacion de piezas es mas costosa ya que los vertices finos de la rosca son muysensibles a los choques.
La invencion se basa por tanto en el objetivo de perfeccionar laminadores laterales del tipo descrito de modo que el huelgo axial de los rodillos para laminar roscas pueda ajustarse de manera sencilla, con incrementos inferiores a 0, 05 mm, evitando las desventajas mostradas de las soluciones hasta la fecha.
Este objetivo se soluciona mediante los rasgos caracterizadores de la reivindicacion 1.
Por consiguiente, el laminador lateral segun la invencion se caracteriza porque, por medio de un manguito de ajuste giratorio con una o var ias secciones de superficie en espiral dispuestas axialmente en un lado, al so
portarse estas contra puntos fijos en el mismo numero en el brazo de cabezal de rodadura, puede modificarse la distancia axial de las superficies de apoyo para los rodillos para laminar roscas. De esta disposicion segun la invencion... [Seguir leyendo]
Reivindicaciones:
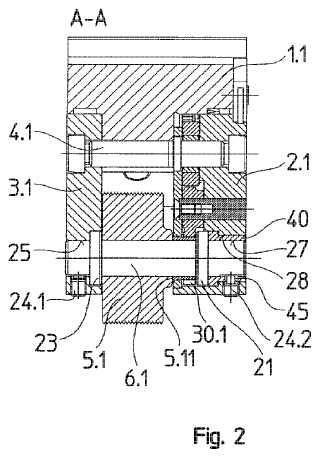
1. Laminador (1) lateral, o tambien laminador tangencial, para el laminado en frio de roscas, con brazos (2, 1, 3.1, 2.2, 3.2) de cabezal de rodadura que, por un lado, estan montados de manera pivotante y que, por otro lado, entre los extremos libres de los brazos de cabezal de rodadura, tienen incorporados en cada caso un rodillo (5.1; 5.2) para laminar roscas montado de manera que puede girar libremente, estando ambos rodillos para laminar roscas acoplados entre si de manera engranada a traves de ruedas dentadas, correas dentadas o similares no accionadas y estando los rodillos para laminar roscas montados de manera intercambiable en pernos (6.1; 6.2) de rodillo, dentro de los extremos libres de los brazos de cabezal de rodadura, de modo que el huelgo axial de los rodillos para laminar roscas con respecto a sus superficies de apoyo laterales puede ajustarse por medio de manguitos de ajuste giratorios, caracterizado porque los manguitos (40) de ajuste giratorios presentan una o varias secciones (43) de superficie en espiral dispuestas axialmente en un lado, que se soportan contra puntos fijos en el mismo numero en el brazo (2.1, 2.2) de cabezal de rodadura.
2. Laminador lateral segun la reivindicacion 1, caracterizado porque los puntos fij os consisten en espigas (33) cilindricas que estan unidas firmemente sin huelgo con el brazo (2.1, 2.2) de cabezal de rodadura.
3. Laminador lateral segun la reivindicacion 2, caracterizado porque el manguito (40) de ajuste, en su zona giratoria de ajuste, esta interrumpido con una abertura que discurre radialmente, preferiblemente en forma de un orificio (45) oblongo radial, que sigue a las superficies (43) en espiral y girada 900 con respecto a las mismas, asi como en paralelo a la superficie (40.1) frontal plana del manguito (40) de ajuste, hacia su perforacion de eje de rodillo.
4. Laminador lateral segun la reivindicacion 3, caracterizado porque la fijacion del manguito (40) de ajuste se realiza a traves deal menos un tornillo (24.1 o 24.2) , que atraviesa el orificio (45) oblongo radialy presiona a traves del eje (6.1) o (6.2) de cojinete del rodillo sobre el lado contrario apretando el manguito (40) de ajuste contra su perforacion (2º) de cojinete.
5. Laminador lateral segun una de las reivindicaciones 14, caracterizado porque un elemento (26) de resorte que actua axialmente sobre una de las superficies de apoyo con fuerza variable, ejerce fuerza solo en la zona del huelgo restante conforme a su curva caracteristica de elasticidad.
Patentes similares o relacionadas:
Cabezal laminador de rosca tangencial, del 1 de Abril de 2020, de LMT Fette Werkzeugtechnik GmbH & Co. KG: Cabezal laminador de rosca tangencial que comprende dos brazos de cabezal laminador en forma de horquilla (12, 12', 14, 14'), en los que en cada caso […]
Cabezal tangencial para rodar roscas, del 12 de Diciembre de 2018, de LMT Fette Werkzeugtechnik GmbH & Co. KG: Cabezal tangencial para rodar roscas que comprende dos brazos de cabezal de rodadura con forma de horquilla (12, 12', 14, 14'), en los que en cada caso está alojado […]
Sistema y procedimiento de control de humedad, del 11 de Diciembre de 2018, de Huntleigh Technology Limited: Un sistema de control de humedad , que incluye: un cobertor de control de humedad que incluye una ruta de fluido en el mismo para el fluido de eliminación […]
Cabezal laminador de rosca, del 20 de Julio de 2016, de LMT Fette Werkzeugtechnik GmbH & Co. KG: Cabezal laminador de rosca que comprende una carcasa de apoyo (LG), en la que al menos dos rodillos de perfil, preferentemente al menos tres rodillos de perfil […]
Cabezal para rodar roscas, del 29 de Junio de 2016, de LMT Fette Werkzeugtechnik GmbH & Co. KG: Cabezal para rodar roscas que comprende una unidad de cojinete , en la que están montados de forma rotativa al menos dos rodillos de perfil, preferentemente al menos […]
Dispositivo para el mecanizado de una pieza de trabajo, del 25 de Mayo de 2016, de ROLLWALZTECHNIK ABELE + HOLTICH GMBH: Herramienta rotativa para el mecanizado de una pieza de trabajo, especialmente de un tubo con una pared de poco grosor, caracterizado en que la herramienta consiste al […]
CABEZAL TANGENCIAL CON CUCHILLA DE CORTE PIVOTANTE, del 17 de Febrero de 2015, de ALARSIS CORTE INDUSTRIAL, S.L: 1. Cabezal tangencial con cuchilla de corte pivotante, que comprende una cuchilla para realizar cortes en "V" sobre unas planchas para conformar piezas independientes […]
 Mordaza de laminación, del 4 de Diciembre de 2013, de HILTI AKTIENGESELLSCHAFT: Mordaza de laminación para moldear una rosca de tornillo sobre una pieza cruda de tornillo, con variasranuras , en donde las ranuras presentan […]
Mordaza de laminación, del 4 de Diciembre de 2013, de HILTI AKTIENGESELLSCHAFT: Mordaza de laminación para moldear una rosca de tornillo sobre una pieza cruda de tornillo, con variasranuras , en donde las ranuras presentan […]