Procedimiento para la producción de tubo de acero chapado en metal por pulverización en caliente.
Un tubo metálico (40) que comprende una primera porción de tubo metálico (6) compuesta de un primercomponente,
teniendo la primera porción de tubo metálico una sección unida por fusión longitudinalmente encontinuo en al menos parte de la sección transversal de la primera porción de tubo metálico, y un segunda capametálica (O) formada sobre cualquiera de las superficies de la primera porción de tubo metálico a través de unacapa de chapado en metal (N) compuesta de un componente que es diferente del primer componente, estandoformada la segunda capa metálica por una etapa de pulverización en caliente continua en las direccionescircunferencial y longitudinal, estando la superficie de la capa de chapado en metal semifundida.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2004/017202.
Solicitante: DAIWA STEEL TUBE INDUSTRIES CO., LTD.
Nacionalidad solicitante: Japón.
Dirección: KDX HAMAMATSU-CHO BLDG., 9TH FL. 2-7-19, HAMAMATSU-CHO, MINATO-KU TOKYO 105-0013 JAPON.
Inventor/es: NAKAMURA,SHINICHIRO, TAMAMURA,TADAYOSHI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C23C4/02 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 4/00 Revestimiento por pulverización del material de revestimiento en estado fundido, p. ej. por pulverización a la llama, con plasma o por descarga eléctrica (soldadura de recarga B23K, p. ej. B23K 5/18, B23K 9/04). › Pretratamiento del material a revestir, p. ej. por revestimiento de partes determinadas de la superficie.
- C23C4/16 C23C 4/00 […] › Hilos; Tubos.
PDF original: ES-2422415_T3.pdf
Fragmento de la descripción:
Procedimiento para la producción de tubo de acero chapado en metal por pulverización en caliente
Campo técnico
La presente invención se refiere a un procedimiento para la producción de un tubo de acero chapado en metal, que comprende una etapa de pulverización en caliente en la superficie interna o externa del tubo de acero.
Técnica anterior
Tradicionalmente, son conocidos procedimientos para producir tubos de acero chapados en metal que comprenden una etapa de conformación continua de una placa de acero que está chapada en ambos lados con un metal heterogéneo (típicamente, cinc) en una forma tubular usando laminación por rodillos, una etapa de soldadura continua de la placa de acero chapado tubular así formada en sus extremos terminales para formar un tubo, una etapa de corte continuo de cordones de soldadura que son formados en la superficie externa del tubo de acero durante la etapa anterior y una etapa de pulverización en caliente de las porciones en donde parte de la capa de chapado se ha eliminado debido al corte, con el mismo metal que el del chapado o con un metal heterogéneo (referencia de patente 1) .
En dichas etapas, también se contempla que el recubrimiento final de pulverización en caliente de las porciones sin chapar pueda ser sustituido con chapado por fusión continuo (solicitud de patente japonesa N. º 2002-225668 por el solicitante (no publicada) ) .
Referencia de patente 1: patente japonesa no examinada N. º 1993-148607.
En dicho campo de la técnica, la pulverización en caliente se utiliza exclusivamente para aplicaciones de reparación. Esto significa que existe la idea de pulverizar en caliente parcialmente tubos de metal con un metal en sus porciones sin chapar con el fin de proteger tales porciones y similares de la atmósfera ambiental. Sin embargo, no existe tal idea de pulverizar en caliente un tubo completo en lugar de porciones específicas del mismo para formar una capa de metal a lo largo de todo el tubo, con el fin de modificar una capa de chapado en su totalidad.
Por otro lado, con el propósito de modificar una capa de chapado en su totalidad en lugar de una reparación, son conocidas etapas en las que también se aplica chapado por fusión usando un metal similar o diferente al del tubo de acero producido de acuerdo con las etapas de producción descritas anteriormente. Por ejemplo, es sabido que mediante la incorporación de aluminio al cincado, puede ser conseguida una resistencia a la corrosión que no se puede obtener con el cinc por sí solo. Dado que los entornos en los que los productos son usados se vuelven cada vez más rigurosos año tras año, siendo deseable la prolongación de la resistencia a alta corrosión y la vida de servicio, existe una necesidad de nuevos chapados de aleación. Como tal, las características requeridas incluyen resistencia al desgaste, resistencia al calor, aislamiento eléctrico, blindaje electromagnético y conductividad eléctrica, además de resistencia a la corrosión, todas las cuales puedan ser conseguidas por recubrimiento con otros materiales metálicos y no metálicos de forma compuesta.
Convencionalmente, la etapa de recubrimiento con múltiples metales heterogéneos implica la formación de una placa de acero chapada con cinc en ambos lados usando laminación por rodillos y similares, seguido de la soldadura continua y la eliminación de los cordones y similares, antes del chapado por fusión con cinc o un metal diferente (aluminio, por ejemplo) . Sin embargo, proporcionar un baño de chapado por fusión nuevo a lo largo de una línea existente presenta una dificultad en términos de diseño y de organización del procedimiento y la inversión inicial será sustancial.
El documento de la técnica anterior US-A-5 732 874 proporciona un procedimiento para formar un tubo metálico con junta que tiene un recubrimiento de metal de la presente invención e incluye la aplicación de un recubrimiento metálico en la cara superior de una banda de metal antes de la soldadura. La banda se conforma a continuación en un tubo de junta abierta y se suelda, preferentemente en una atmósfera no oxidante con la junta situada preferentemente en la parte inferior del tubo. Por último, al menos una porción inferior de dicho tubo se vuelve a calentar con la junta situada en la parte inferior del tubo, provocando de este modo que el recubrimiento metálico fluya hacia abajo sobre la junta, revistiendo la junta. En un modo de realización, la banda se preforma en forma de arco y recubierta, en el que el recubrimiento de metal aumenta en espesor hacia los bordes laterales de la banda, de modo que el recubrimiento fluirá sobre la junta tras la soldadura. El tubo con junta recubierto interiormente también se puede sumergir en un baño de galvanizado o de recubrimiento metálico para recubrir el exterior del tubo. En un modo de realización preferente, los recubrimientos interior y exterior comprenden sustancialmente el mismo metal y se utiliza un único aparato de baño de galvanizado para recubrir las superficies interior y exterior del tubo con junta. En otro modo de realización, el recubrimiento sobre la superficie interior del tubo con junta tiene una temperatura de fusión sustancialmente por debajo de la temperatura de fusión de la banda de metal, pero superior a la temperatura de fusión del recubrimiento metálico exterior. En otro modo de realización, se proporciona una lanza que tiene un extremo libre que se extiende a través de los bordes laterales adyacentes de una banda en forma de tubo y una boquilla que aplica el material de recubrimiento metálico sobre la junta. Asimismo se describe un bucle de control para mejorar el reflujo del recubrimiento metálico sobre la junta.
El documento JP 07 292482 A propone pasar una banda de acero por un baño de Zn fundido que contiene una ligera cantidad de Al, por lo cual sus superficies son sometidas a galvanización. La banda de acero es entonces extraída en una dirección perpendicular y la adherencia del cinc Zn fundido en las superficies de la banda de acero es regulada por dispositivos de regulación de gas a un valor deseado para formar la banda de acero galvanizado. Dicha banda de acero se coloca en una cámara de una atmósfera inerte con un contenido de oxígeno <= 2%, en donde una aleación de Zn-Al fundida que contiene una cantidad específica de Al es soplada a la banda de acero galvanizado 2 desde boquillas 6 de una bomba de metal 5. La temperatura en la cámara 4 se mantiene en el punto de fusión de una aleación de Zn-Al fundida 9 o por encima mediante un calentador. Las partículas de la aleación de Zn-Al, convertidas en una forma particular promedio de <= 250 mum, son sopladas a las superficies de la banda de acero galvanizado 2, mediante lo cual la capa de chapado de aleación Zn-Al que tiene la composición arbitraria se forma en las superficies de la banda de acero.
Divulgación de la invención Problemas que debe resolver la invención Los tubos de acero chapados en metal como los producidos por procedimientos que usan pulverización en caliente continua sufren las desventajas siguientes. Dado que la fuerza de unión de las capas de metal pulverizado en caliente en la interfaz con los tubos de acero es peor en comparación con la de las capas de chapado por fusión, cuando se aplica un procesamiento tal como doblado, las capas de metal pulverizado en caliente desarrollarán delaminación y/o formación de grietas, causando potencialmente problemas de resistencia a la corrosión de los tubos de acero. Además, es difícil controlar con precisión el espesor de las capas de metal pulverizado en caliente, por lo que es difícil formar capas de metal pulverizado en caliente de una manera uniforme.
Propuesta a la luz de lo anterior, la presente invención tiene un objetivo de proporcionar un procedimiento para producir un tubo de acero chapado en metal pulverizado en caliente, que tiene una capa metálica sustancialmente uniforme y favorable sobre toda la superficie de una manera altamente productiva. La presente invención tiene otro objetivo de formar una capa de metal que tiene la suficiente fuerza de unión con una capa metálica de una capa de chapado.
Medios para resolver los problemas Con el fin de alcanzar los objetivos descritos, un procedimiento para la producción de un chapado en metal por pulverizado en caliente de acuerdo con la presente invención comprende una etapa de pulverización en caliente continua en una placa de acero, una etapa de conformación continua de la placa de acero, una etapa de soldadura continua de la placa de acero conformada de forma tubular mediante la unión de las caras longitudinales terminales para formar un tubo de acero, una etapa de chapado por fusión continuo de la superficie externa del tubo de acero... [Seguir leyendo]
Reivindicaciones:
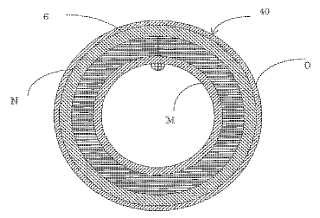
1. Un tubo metálico (40) que comprende una primera porción de tubo metálico (6) compuesta de un primer componente, teniendo la primera porción de tubo metálico una sección unida por fusión longitudinalmente en continuo en al menos parte de la sección transversal de la primera porción de tubo metálico, y un segunda capa metálica (O) formada sobre cualquiera de las superficies de la primera porción de tubo metálico a través de una capa de chapado en metal (N) compuesta de un componente que es diferente del primer componente, estando formada la segunda capa metálica por una etapa de pulverización en caliente continua en las direcciones circunferencial y longitudinal, estando la superficie de la capa de chapado en metal semifundida.
2. Un procedimiento para producir un tubo metálico (40) que comprende conformar en continuo una placa de metal (6) compuesta de un primer componente en una forma tubular y soldar en continuo sus extremos unidos a tope para formar el tubo metálico, en el que, antes de la soldadura continua, se forma una capa de metal (O) compuesta de un segundo componente por pulverización en caliente sobre al menos una superficie de la placa de metal a lo largo de toda la anchura de la placa de metal a través de una capa de chapado en metal (N) compuesta de un componente que es diferente del primer componente, en el que la pulverización en caliente se lleva a cabo estando la superficie de la capa de chapado en metal semifundida.
3. Un procedimiento para producir un tubo metálico (40) que comprende conformar en continuo una placa de metal (6) compuesta de un primer componente en una forma tubular y soldar en continuo sus extremos unidos a tope para formar el tubo metálico, en el que, después de la soldadura continua, se forma una capa de metal (O) que no tiene discontinuidades en las direcciones circunferencial y longitudinal por pulverizado en caliente sobre una superficie del tubo metálico a través de una capa de chapado en metal (N) compuesta de un componente que es diferente del primer componente, en el que la pulverización en caliente se lleva a cabo estando la superficie de la capa de chapado en metal semifundida.
4. El procedimiento de acuerdo con la reivindicación 3, que comprende además una etapa de procedimiento de laminación en frío para hacer la distribución del espesor de la capa de metal más uniforme después de la 25 formación de la capa de metal que no tiene discontinuidades en las direcciones circunferencial y longitudinal.
[Fig. 1]
Patentes similares o relacionadas:
Elemento deslizante y método de producción de elemento deslizante, del 1 de Abril de 2020, de SENJU METAL INDUSTRY CO. LTD.: Un elemento deslizante caracterizado por que el elemento deslizante comprende: una capa de soporte compuesta de un primer material metálico basado en Fe; […]
Método para producir un material de embalaje recubierto, del 28 de Agosto de 2019, de MAYR-MELNHOF KARTON AG: Método para producir un material de embalaje recubierto , en particular un laminado, que comprende al menos las etapas de: a) proporcionar un sustrato […]
Procedimiento de fabricación de una pieza de aeronave que incluye un substrato y una pieza que incluye un substrato cubierto con una capa de recubrimiento, del 14 de Agosto de 2019, de Safran Landing Systems: Procedimiento de fabricación de una pieza que incluye un substrato metálico (Sub) al menos parcialmente cubierto con una capa de recubrimiento […]
Procedimiento para la deposición galvánica de revestimientos de cinc y de aleación de cinc a partir de un baño de recubrimiento alcalino con degradación reducida de aditivos de baño orgánicos, del 15 de Mayo de 2019, de DR.ING. MAX SCHLÖTTER GMBH & CO. KG: Procedimiento para la deposición galvánica de revestimientos de cinc-níquel a partir de un baño de recubrimiento alcalino con electrolitos de cinc-níquel y aditivos […]
Pulverización térmica de materiales cerámicos, del 29 de Noviembre de 2018, de SERAM COATINGS AS: Un proceso para pulverizar térmicamente partículas cerámicas recubiertas con óxido metálico sobre un sustrato que comprende: (i) obtener una pluralidad […]
Sistema de protección balística, del 15 de Noviembre de 2018, de RHEINMETALL WAFFE MUNITION GMBH: Utilización de una capa de cermet, aplicada sobre el material de base y/o el sustrato , como capa de protección de efecto balístico en un sistema de protección balística […]
Cuerpo base de un objeto revestido, del 29 de Noviembre de 2017, de Swiss Diamond International SA: Cuerpo base de un objeto , preferentemente metálico, provisto de un revestimiento , en particular, utensilio de cocina ,caracterizado […]
Útil de bruñido, del 28 de Junio de 2017, de Hahn, Karlheinz: Útil de bruñido con un porta-rodillos que sobresale en una dirección de avance (V), en el que en una dirección circunferencial están dispuestos […]