Dispositivo para la mecanización simultánea de un componente en varios puntos mediante un láser.
Dispositivo para la mecanización simultánea de un componente (1) en varios puntos mediante un láser,
- en el que mediante rayos láser (17, 17') cruzados de al menos un dispositivo láser (14, 14'), conforme a unafrecuencia de impulsos y una velocidad de movimiento adaptada correspondientemente del componente (1), sepueden conseguir simultáneamente remociones de material en forma de agujeros a lo largo de líneas opuestas,caracterizado por que
- está previsto un alojamiento (19) para posicionar el componente (1), que está configurado de forma ajustablepor motor a lo largo de una línea (A) de tal forma que la distancia entre el alojamiento (19) y la zona de cruce derayos de los rayos láser (17, 17') cruzados puede modificarse para conseguir un movimiento de avancepredeterminado.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E00710040.
Solicitante: BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT.
Inventor/es: LUCHNER, CLEMENS, POLLATH, HELMUT, HOCHSTEINER, HELMUT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23D31/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › Máquinas de cizallar o dispositivos de cizallado no incluidos en ninguno o en más de uno de los grupos B23D 15/00 - B23D 29/00; Combinaciones de máquinas para cizallar.
- C21D1/09 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › por aplicación directa de energía eléctrica u ondulatoria; por radiación particular.
PDF original: ES-2401566_T3.pdf
Fragmento de la descripción:
Dispositivo para la mecanización simultánea de un componente en varios puntos mediante un láser
La invención se refiere, según los preámbulos de las reivindicaciones 1 y 9, a un dispositivo o un procedimiento para la mecanización simultánea de un componente en varios puntos mediante un láser, en el cual mediante rayos láser cruzados de al menos un dispositivo láser, conforme a una frecuencia de impulsos y una velocidad de movimiento del componente, adaptada correspondientemente, se consiguen al mismo tiempo remociones de material en forma de agujeros a lo largo de líneas opuestas.
Un dispositivo y un procedimiento según el preámbulo de la reivindicación 1 ó 9 se conocen por el documento DE4328894C2 en el que un rayo láser procedente de una única fuente láser está dividido en al menos dos rayos parciales por un dispositivo divisor de rayo y cada uno de los rayos parciales está dividido en rayos láser cruzados mediante un dispositivo de enfoque, de tal forma que los rayos láser cruzados quedan enfocados de forma puntual en puntos diametralmente separados en la superficie de una pieza de trabajo movida por traslación para la formación de cadenas de agujeros o perforaciones situadas unas muy juntas a otras.
Otros dispositivos de este tipo se conocen por las patentes alemanas DE2922976C2 y DE2937914C2, en las que en el dispositivo divisor de rayos correspondiente, una cantidad de rayos parciales correspondiente a la cantidad de reflectores permeables a la luz está desviada hacia dispositivos de enfoque para realizar rayos láser que se cruzan de forma simétrica por una parte y usando otros medios ópticos para formar rayos láser que se cruzan de forma asimétrica por otra parte, estando los rayos láser cruzados en todo caso enfocados en la superficie de un material de banda movido por traslación para formar agujeros taladrados por láser en una disposición en fila o en cadenas de agujeros.
Este tipo de cadenas de agujeros o perforaciones, especialmente en la configuración como agujeros ciegos taladrados por láser según el documento DE2719275C2 en el estado de la técnica como líneas de debilitamiento a lo largo de planos de separación por rotura de un componente que ha de dividirse mediante separación por rotura. Como estado de la técnica correspondiente cabe mencionar por ejemplo el documento US4, 549, 063 que describe un procedimiento para realizar líneas de debilitamiento en una base fija de un laminado en forma de banda movido por traslación. Como se puede ver en la figura 4, mediante un láser se realizan agujeros ciegos alargados en forma de concavidades separados entre ellos por almas con cierto ancho. Durante una solicitación a rotura, la carga de rotura se concentra en estas almas, por lo que debido a dicha línea de debilitamiento o perforación, como consecuencia de una sección transversal reducida de la base fija, ésta se rompe a lo largo de dicha línea de debilitamiento.
La mecánica de rotura antes descrita se aplica además en el procedimiento conocido por el documento EP0613765A1 para la fabricación de plaquitas a partir de una placa grande, estando realizadas mediante un láser líneas de debilitamiento con agujeros ciegos en forma de embudo en una placa de metal, plástico, cerámica o un material compuesto.
Finalmente, por el modelo de utilidad alemán DE-U29519126 se conoce una perforación formada por agujeros ciegos cilíndricos, taladrados por láser, como línea de debilitamiento o punto de rotura controlada para la separación por rotura de una disposición de alojamiento en un componente, preferentemente en una biela. El dispositivo propuesto para ello para la disposición de puntos de rotura controlada opuestos en un taladro de alojamiento grande de una biela prevé que mediante un dispositivo láser con dispositivos de enfoque separados, en dos bielas contiguas quede formado, en un primer paso de trabajo, simultáneamente un punto de rotura controlada en cada biela. Para realizar el otro punto de rotura opuesto en cada biela, en un caso, los dos dispositivos de enfoque separados se hacen pivotar para realizar el segundo paso de trabajo y, en el segundo caso de dispositivos de enfoque dispuestos rígidamente, las bielas se recolocan para realizar el segundo paso de trabajo.
Esta configuración conocida de líneas de debilitamiento o puntos de rotura controlada para la separación por rotura de un componente en una disposición de alojamiento es compleja en cuanto a los aparatos y al trabajo, estando sometido a considerables cargas cada uno de los dispositivos por el uso múltiple para realizar puntos de rotura controlada o perforaciones opuestos en una sola disposición de alojamiento.
La invención tiene el objetivo de perfeccionar el dispositivo y el procedimiento según la invención de tal forma que con una estructura sencilla, los puntos de rotura controlada se realicen con un menor gasto.
Este objetivo se consigue mediante la combinación de características de las reivindicaciones 1 y 9.
Con la invención, de manera ventajosa es posible un dispositivo de estructura sencilla para la realización simultánea de puntos de rotura controlada previstos diametralmente en una sola cavidad de un componente. Asimismo, resulta ventajosa una velocidad de fabricación considerablemente más elevada para los puntos de rotura controlada con una posición especialmente exacta de los puntos de rotura controlada. Como ventaja adicional se considera que para cuidar la óptica láser, el componente posicionado en un alojamiento realiza con respecto a los dispositivos láser el movimiento de avance para realizar los ahondamientos dispuestos a una distancia entre ellos.
Una configuración ventajosa del dispositivo se consigue además si para dos ópticas separadas están previstas dos vías ópticas para el menos dos rayos láser proporcionados mediante un dispositivo láser, cruzándose las vías ópticas rayo hacia debajo de las ópticas separadas, estando orientadas o enfocadas hacia la superficie de la cavidad del componente.
Además, según una forma de realización ventajosa, las dos ópticas separadas se disponen en dos unidades que están unidas rígidamente con una parte inferior en la que se encuentra la zona de cruce de las dos vías ópticas.
Según una variante ventajosa, el dispositivo comprende dos toberas fijadas a la parte inferior y dispuestas respectivamente en la prolongación de las dos vías ópticas, de modo que los dos rayos láser salen por bocas de las dos boquillas que sirven para el suministro de aire u oxígeno para expulsar soplando el material fundido del respectivo ahondamiento de cada punto de rotura controlada.
Según una primera configuración, además de propone que están previstos dos dispositivos láser separados con rayos láser cruzados, en los que los rayos láser salen por bocas de boquillas que sirven para el suministro de aire u oxígeno para expulsar soplando el material fundido del respectivo ahondamiento de cada punto de rotura controlada.
Según una segunda configuración, se usa un único dispositivo láser en combinación con un divisor de rayos para generar rayos láser cruzados.
Según otra configuración, el dispositivo según la invención se usa preferentemente para realizar puntos de separación por rotura controlada en una biela de un motor de combustión interna.
La invención se describe con la ayuda de un ejemplo de realización de un dispositivo de mecanización para una biela, representado en el dibujo, con dispositivos láser dispuestos fijamente.
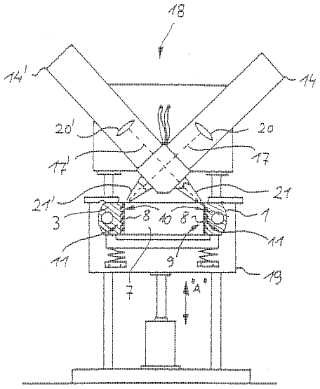
La única figura muestra un dispositivo 18 que no está representado a escala y en el que dos rayos láser 17 y 17' cruzados, pulsados, inciden, rayo hacia debajo de la zona de cruce de rayos, a una distancia diametral, en la superficie de componente 9 del taladro de alojamiento 7, estando previsto un movimiento relativo entre los rayos láser 17 y 17' y el componente 1. Los rayos láser 17 y 17' están definidos y representados por las dos vías ópticas correspondientes.
El dispositivo 18 comprende dos dispositivos láser 14, 14' con rayos láser 17 y 17' que se cruzan, preferentemente compenetrándose, y que sirven para la realización simultánea de los dos puntos de rotura controlada 8 en un ojo de alojamiento 3 de un componente 1 configurado como biela. Además, el dispositivo 18 está equipado con un alojamiento 19 para el posicionamiento de la biela 1. Para cuidar las sensibles ópticas láser 20, 20', los dispositivos láser 14, 14' están dispuestos fijamente en el dispositivo 18 y el alojamiento 19 está realizado de tal forma que puede ajustarse por motor con respecto a los dispositivos láser 14, 14' para conseguir un movimiento de avance predeterminado según la flecha "A". El movimiento... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para la mecanización simultánea de un componente (1) en varios puntos mediante un láser,
- en el que mediante rayos láser (17, 17') cruzados de al menos un dispositivo láser (14, 14') , conforme a una
frecuencia de impulsos y una velocidad de movimiento adaptada correspondientemente del componente (1) , se 5 pueden conseguir simultáneamente remociones de material en forma de agujeros a lo largo de líneas opuestas,
caracterizado por que
- está previsto un alojamiento (19) para posicionar el componente (1) , que está configurado de forma ajustable por motor a lo largo de una línea (A) de tal forma que la distancia entre el alojamiento (19) y la zona de cruce de rayos de los rayos láser (17, 17') cruzados puede modificarse para conseguir un movimiento de avance
predeterminado.
2. Dispositivo según la reivindicación 1, caracterizado por que
- están previstas dos ópticas (20, 20') separadas para dos vías ópticas (17, 17') para dos rayos láser (17, 17') suministrados mediante al menos un dispositivo láser (14, 14') ,
- las vías ópticas (17, 17') se cruzan rayo hacia debajo de las ópticas (20, 20') separadas y están orientadas o 15 enfocadas hacia la superficie de componente (9) de la cavidad (7) del componente (1) .
3. Dispositivo según la reivindicación 2, caracterizado por que las dos ópticas (20, 20') separadas están dispuestas respectivamente en dos unidades que están unidas rígidamente con una parte inferior (figura) en la que se encuentra la zona de cruce de las dos vías ópticas, a lo largo de las que se ensanchan respectivamente los dos rayos láser (17, 17') .
4. Dispositivo según la reivindicación 3, caracterizado por que comprende dos boquillas (21, 21') que están fijadas a la parte inferior (figura) y están dispuestas respectivamente en la prolongación de las dos vías ópticas, de forma que los dos rayos láser salen por bocas de las dos boquillas (21, 21') que sirven para el suministro de aire u oxígeno para expulsar soplando el material fundido del respectivo ahondamiento (11) de cada punto de rotura controlada (8) .
5. Dispositivo según cualquiera de las reivindicaciones anteriores, caracterizado por que los dos rayos láser (17, 25 17') son suministrados por dos dispositivos láser (14, 14') diferentes.
6. Dispositivo según cualquiera de las reivindicaciones 1 a 4, caracterizado por que los dos rayos láser son suministrados por un único dispositivo láser al que está asignado un divisor de rayos.
7. Dispositivo según cualquiera de las reivindicaciones anteriores, caracterizado por que el al menos un dispositivo
láser está dispuesto fijamente en este dispositivo (18) , estando asignados los medios para la realización de un 30 movimiento relativo en un alojamiento (19) para al menos un componente (1) .
8. Dispositivo según cualquiera de las reivindicaciones anteriores, caracterizado por que el uso para la realización de puntos de separación por rotura controlada (8) en un taladro de alojamiento (7) de una biela (1) de un motor de combustión interna.
9. Procedimiento para la mecanización simultánea de un componente (1) en varios puntos mediante un láser,
- en el que remociones de material en forma de agujeros se consiguen simultáneamente a lo largo de líneas opuestas mediante rayos láser (17, 17') cruzados de al menos un dispositivo láser (14, 14') conforme a una frecuencia de impulsos y una velocidad de movimiento del componente (1) , adaptada a la misma, caracterizado por que
- para posicionar el componente (1) se usa un alojamiento (19) realizado de forma ajustable por motor a lo largo
de una línea (A) de tal forma que la distancia entre el alojamiento (19) y la zona de cruce de los rayos láser (17, 17') cruzados puede modificarse para conseguir un movimiento de avance predeterminado.
Patentes similares o relacionadas:
Método para dividir la parte del extremo de una placa metálica o una barra metálica y método para unir tales partes metálicas, del 21 de Agosto de 2019, de SEKI PRESS CO. LTD: Un método para dividir una parte del extremo de una pieza de trabajo en la dirección longitudinal con respecto a la pieza de trabajo, en el que la […]
 Bloque de dientes para una herramienta de demolición, del 21 de Noviembre de 2018, de Caterpillar Work Tools B. V: Un bloque de dientes para una herramienta de demolición , comprendiendo el bloque de dientes :
un primer refuerzo de dientes y un segundo […]
Bloque de dientes para una herramienta de demolición, del 21 de Noviembre de 2018, de Caterpillar Work Tools B. V: Un bloque de dientes para una herramienta de demolición , comprendiendo el bloque de dientes :
un primer refuerzo de dientes y un segundo […]
Cizalla, del 3 de Octubre de 2018, de DOMECO MAQUINARIA Y SISTEMAS PARA EL RECICLAJE S.L: Cizalla , para corte de material en balas , con una zona de carga , unos medios de corte con una primera cuchilla y, unos primeros […]
Método de división del extremo para placa metálica o barra metálica y método para unir el mismo, del 25 de Abril de 2018, de SEKI PRESS CO. LTD: Un método para dividir una parte del extremo de una pieza de trabajo en la dirección longitudinal con respecto a la pieza de trabajo, en el que la pieza […]
Dispositivo de separación por ruptura, del 10 de Mayo de 2017, de ALFING KESSLER SONDERMASCHINEN GMBH: Dispositivo de separación por ruptura de un componente del motor , en particular de una biela , con una disposición del conjunto del elemento extensor o separador […]
Procedimiento para la rotura de una biela, del 10 de Mayo de 2017, de GAINDU, S.L: Método de rotura de una biela que tiene un pie y una cabeza, en una parte de cuerpo y una parte de sombrerete , usando una máquina […]
Procedimiento y aparato de corte, del 25 de Enero de 2017, de CROWN PACKAGING TECHNOLOGY, INC: Un procedimiento de fabricación de un artículo de dos partes de una copa que tiene una pared lateral y una base integral, formado […]
Cizalla para chatarra, del 18 de Enero de 2017, de Lefort, Christian: Cizalla para chatarra que se compone de una cuba para recibir la chatarra que se debe cortar, un empujador para sacar la chatarra de la cuba […]