Procedimiento para la introducción de radios de transición en un cigüeñal y dispositivo para llevar a cabo el procedimiento.
Procedimiento para la introducción de radios de curvatura de transición en un cigüeñal (1) entre las muñequillas decigüeñal (2) y el brazo de cigüeñal (3) y/o entre muñón de apoyo (10) y los brazos de cigüeñal (3),
presentando elcontorno de las transiciones entre los brazos de cigüeñal (3), las muñequillas de cigüeñal (2) y puntos de apoyo (4) delas muñequillas de cigüeñal /2) y/o los muñones de apoyo (10) y brazos de cigüeñal (3) en cada caso al menos dosradios de curvatura parciales (R1, R2) de magnitud diferente que son incorporados en al menos dos pasos de trabajo,en el cual
a) en un primer paso de trabajo se realiza en un radio continuo (R1) un procedimiento mecánico de remoción dematerial en la transición de los brazos de cigüeñal (3) y la muñequilla de cigüeñal (2),
b) a continuación, en un segundo paso de trabajo, se realiza un endurecimiento en frío mediante un proceso delaminado de superficie en la transición con un segundo radio de curvatura (R2) continuo,
c) finalmente, en un tercer paso de trabajo en otro proceso mecánico de remoción de material se insertan diferentesradios de curvatura finales en forma de un radio de curvatura principal (R01) y un segundo radio de curvatura (R02) queforma la transición al punto de apoyo (4) de la muñequilla de cigüeñal (2), conectándose el radio de curvatura (R02) alradio de curvatura principal (R01) siendo menor que el radio de curvatura principal (R01), caracterizado porque elendurecimiento en frío se realiza mediante un proceso de laminado de superficie y las transiciones (5) con sus paredesde transición (10) a los brazos de cigüeñal (3) se incorporan a los brazos de cigüeñal (3) en un ángulo (W1, W2, W3) demenos de 55º respecto de los ejes longitudinales (11) del brazo de cigüeñal (3).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/006790.
Solicitante: MASCHINENFABRIK ALFING KESSLER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: AUGUSTE-KESSLER-STRASSE 20 73433 AALEN ALEMANIA.
Inventor/es: REEB,ALFONS, SCHMIDT,JOCHEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21H7/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 7/00 Fabricación de artículos no previstos en los grupos B21H 1/00 - B21H 5/00, p. ej. herramientas para la agricultura, tenedores, cuchillos, cucharas (clavos, alfileres B21G 3/30). › de alfileres acanalados; Laminado de ranuras sobre las piezas, p. ej. ranuras de engrase.
- B24B39/04 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 39/00 Máquinas o dispositivos para bruñir, es decir, que utilizan órganos de presión para endurecer las superficies; Accesorios a este efecto (B24B 3/00 tiene prioridad). › para trabajar exteriormente superficies de revolución.
- B24B5/42 B24B […] › B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00). › para rectificar cigüeñales o muñequillas de cigüeñales.
- F16C3/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16C ARBOLES; ARBOLES FLEXIBLES; MEDIOS MECANICOS PARA TRANSMITIR MOVIMIENTO EN UNA FUNDA FLEXIBLE; ELEMENTOS DE LOS MECANISMOS DEL CIGÜEÑAL; PIVOTES; UNIONES PIVOTANTES; PIEZAS ROTATIVAS DE INGENIERIA DISTINTAS A LAS PIEZAS DE TRANSMISION MECANICA, ACOPLAMIENTOS, EMBRAGUES O FRENOS; COJINETES. › F16C 3/00 Arboles (árboles flexibles F16C 1/00; ejes portahélices para propulsión o gobierno marino B63H 23/34 ); Ejes; Manivelas; Excéntricas. › Cigüeñales.
PDF original: ES-2401353_T3.pdf
Fragmento de la descripción:
Procedimiento para la introducción de radios de transición en un cigüeñal y dispositivo para llevar a cabo el procedimiento.
La invención se refiere a un procedimiento para la introducción de radios de transición en un cigüeñal entre las muñequillas de cigüeñal y los brazos de cigüeñal y/o entre el muñón de apoyo y los brazos de cigüeñal, presentando, en cada caso, el contorno de las transiciones entre los brazos de cigüeñal, las muñequillas de cigüeñal y puntos de apoyo de las muñequillas de cigüeñal y/o los muñones de apoyo y brazos de cigüeñal al menos dos radios de curvatura parciales de magnitud diferente que son incorporados en al menos dos pasos de trabajo.
Para el aumento de la resistencia a los esfuerzos de cigüeñales se conocen, entre otros, procesos de endurecimiento en frío mediante el laminado de superficie o mediante el endurecimiento por impactos, en parte también por granallado.
Para una realización técnicamente eficaz del proceso se requiere en ambos procesos de endurecimiento en frío, o sea laminado de superficie o endurecimiento por impactos, una adaptación al contorno del cigüeñal a mecanizar. En tanto la adaptación al contorno y/o el desarrollo del contorno de las transiciones sigan radios de curvatura continuos, puede realizarse un endurecimiento en frío de este tipo sin grandes complicaciones respecto de una adaptación de herramientas.
Sin embargo, se torna problemático cuando para el desarrollo del contorno de las transiciones se requieren radios de curvatura parciales de diferentes magnitudes, con lo cual las transiciones deben ser diseñadas, correspondientemente, con dos o más radios de curvatura parciales diferentes que convergen uno en otro. Las transiciones de este tipo también se denominan radios de curvatura apainelados.
Un problema sustancial en la inserción de transiciones en forma de radios de curvatura apainelados consiste en que en los procesos de endurecimiento en frío descritos para la realización del proceso de endurecimiento es necesario usar una herramienta adaptada a la forma del radio de curvatura, lo que en la fabricación es muy complicado y, consecuentemente, de costes extremadamente altos. Además, con estas herramientas adaptadas especialmente tampoco es posible fabricar en todos los casos los radios de curvatura apainelados deseados. Una herramienta tan complicada con dos radios de curvatura diferentes se conoce por el documento DE 10 2004 008 728 A1, formador de clase genérica.
En el documento DE 103 28 453 A1 se describe y muestra un cigüeñal en el cual los radios de curvatura de transición entre los brazos de cigüeñal y las muñequillas de cigüeñal están realizados en forma de radios de curvatura apainelados, pudiendo existir tres o más radios de curvatura parciales. Sin embargo, en dicha documentación no se encuentran indicaciones sobre cómo se insertan dichos radios de curvatura apainelados.
Aún más complicado se torna la situación cuando no se permite que el radio de la transición al punto de apoyo se desarrolle tangencialmente, sino que entremedio está previsto un escalón. Mediante un escalón de este tipo disminuye la capacidad de carga del punto de apoyo debido a la salida del radio de curvatura. Mediante la mencionada configuración de radio de curvatura apainelado, la capacidad de carga del punto de apoyo puede ser aumentada gracias a una anchura mayor definida.
Por ello, la presente invención tiene el objetivo de crear un procedimiento del tipo mencionado al comienzo para la inserción de radios de transición en un cigüeñal entre muñequillas de cigüeñal y brazos de cigüeñal, diseñados para una elevada capacidad de carga que, sin embargo, puedan ser fabricados con menos complicaciones que los conocidos hasta ahora.
De acuerdo con la invención, dicho objetivo es conseguido según la reivindicación 1.
Como es posible ver, mediante el procedimiento en tres pasos según la invención se pueden usar herramientas sencillas, por lo que el procedimiento se puede realizar más económicamente.
Mientras que en el primer paso de trabajo se introduce un radio de curvatura continuo R1 de determinada magnitud, en el segundo paso de trabajo se realiza el proceso de endurecimiento en frío y, después, en el tercer paso de trabajo se labra el contorno final con los radios de curvatura apainelados compuestos.
En este caso, los radios de transición pueden ser realizados como transiciones axiales y radiales con radios de curvatura incorporados en las muñequillas de cigüeñal y/o brazos de cigüeñal, pero también pueden tener sólo transiciones incorporadas unilateralmente o también transiciones tangentes.
Mediante el radio de curvatura continuo R1, que de manera ventajosa es mayor que el radio de curvatura R2 insertado durante el segundo paso de trabajo, para el endurecimiento en frío es posible usar sin problemas una herramienta para un proceso de laminado de superficie. A continuación, mediante el procedimiento mecánico con remoción de material según la invención del tercer paso de trabajo se inserta mediante un correspondiente mecanizado posterior la forma apainelada deseada. En este caso, sólo es necesario cuidar de que sea desprendida solamente la cantidad de material para que se conserve, en lo esencial, las tensiones residuales compresivas generadas mediante el proceso de endurecimiento en frío, con lo cual se aprovecha la ventaja de un endurecimiento en frío con un efecto de penetración correspondientemente elevado y, concretamente, sin que sean necesarias grandes modificaciones constructivas con correcciones subsiguientes de otra manera muy costosas.
Es ventajoso cuando el radio de curvatura final R02, que se encuentra en la transición al punto de apoyo, desemboque en un escalón en el punto de apoyo. De esta manera resulta una mayor capacidad de carga, pudiendo, no obstante, para el mejoramiento de la superficie manteniendo el escalón realizar el mecanizado ulterior del punto de apoyo mediante, por ejemplo, rectificación.
Las transiciones son incorporadas a los brazos de cigüeñal con un ángulo respecto de los ejes longitudinales del cigüeñal. De este modo resulta una integración o inserción correspondiente en el cigüeñal.
Los perfeccionamientos y las configuraciones ventajosos resultan de las reivindicaciones secundarias y del ejemplo de realización descrito a continuación en base al dibujo de acuerdo con el principio.
Muestran:
La figura 1, un detalle de un cigüeñal con una muñequilla de cigüeñal, dos brazos de cigüeñal y dos puntos de apoyo principales;
la figura 2, el procedimiento según la invención en el primer paso de trabajo, con un radio de transición R1 integrado axialmente de manera continua;
la figura 3, el segundo paso de trabajo con una herramienta para el endurecimiento en frío;
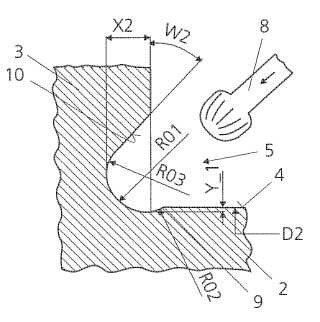
la figura 4, el tercer paso de trabajo con la inserción de la transición en forma de radio de curvatura apainelado con un radio de curvatura principal R01 y dos segundos y terceros radios de curvatura R02 y R03 menores;
la figura 5, un ejemplo de realización para un tercer paso de trabajo, estando previsto, además del radio de curvatura principal R01, solamente un segundo radio de curvatura R02 al punto de apoyo.
la figura 6, una representación esquemática de los dos desarrollos de contorno como transición entre el brazo de cigüeñal y la muñequilla de cigüeñal con contorno de estado inicial y contorno de estado final.
De principio, las máquinas y dispositivos para la inserción de radios de curvatura de transición y para su endurecimiento son conocidas en general, por lo que a continuación no nos ocuparemos de los mismos. Para ello remitimos, entre otros, a los documentos DE 10 2004 008 728 A1 y DE 102 02 547 C1 ya mencionados.
La figura 1 muestra un detalle de un cigüeñal 1 con una muñequilla de cigüeñal 2, dos brazos de cigüeñal 3 dispuesto a su lado y un muñón de apoyo 1a (también denominado punto principal de apoyo) dispuesto, en cada caso, al lado de un brazo de cigüeñal 3. La muñequilla de cigüeñal 2 está provista de un punto de apoyo 4 para una biela (no mostrada) . Entre la muñequilla de cigüeñal 2 y los dos brazos de cigüeñal 3 dispuestos a su lado se han previsto transiciones 5 con radios de curvatura. Lo mismo es válido para las transiciones 5 entre los muñones de apoyo 1a y los brazos de cigüeñal
3.
En la figura 2 se muestra un detalle de un cigüeñal 1 con una muñequilla de cigüeñal 2 y un brazo de cigüeñal 3. La muñequilla de cigüeñal 2 está provista de un punto de apoyo 4 para el apoyo de una biela (no mostrada) . Según la figura 2, mediante una herramienta de fresado... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la introducción de radios de curvatura de transición en un cigüeñal (1) entre las muñequillas de cigüeñal (2) y el brazo de cigüeñal (3) y/o entre muñón de apoyo (10) y los brazos de cigüeñal (3) , presentando el contorno de las transiciones entre los brazos de cigüeñal (3) , las muñequillas de cigüeñal (2) y puntos de apoyo (4) de las muñequillas de cigüeñal /2) y/o los muñones de apoyo (10) y brazos de cigüeñal (3) en cada caso al menos dos radios de curvatura parciales (R1, R2) de magnitud diferente que son incorporados en al menos dos pasos de trabajo, en el cual
a) en un primer paso de trabajo se realiza en un radio continuo (R1) un procedimiento mecánico de remoción de material en la transición de los brazos de cigüeñal (3) y la muñequilla de cigüeñal (2) ,
b) a continuación, en un segundo paso de trabajo, se realiza un endurecimiento en frío mediante un proceso de laminado de superficie en la transición con un segundo radio de curvatura (R2) continuo,
c) finalmente, en un tercer paso de trabajo en otro proceso mecánico de remoción de material se insertan diferentes radios de curvatura finales en forma de un radio de curvatura principal (R01) y un segundo radio de curvatura (R02) que forma la transición al punto de apoyo (4) de la muñequilla de cigüeñal (2) , conectándose el radio de curvatura (R02) al radio de curvatura principal (R01) siendo menor que el radio de curvatura principal (R01) , caracterizado porque el endurecimiento en frío se realiza mediante un proceso de laminado de superficie y las transiciones (5) con sus paredes de transición (10) a los brazos de cigüeñal (3) se incorporan a los brazos de cigüeñal (3) en un ángulo (W1, W2, W3) de menos de 55º respecto de los ejes longitudinales (11) del brazo de cigüeñal (3) .
2. Procedimiento según la reivindicación 1, caracterizado porque el radio de curvatura (R2) insertado en el segundo paso de trabajo es menor que el radio de curvatura (R1) insertado en el primer paso de trabajo.
3. Procedimiento según la reivindicación 2, caracterizado porque el radio de curvatura (R2) es entre 3 y 15 % menor que el radio de curvatura (R1) .
4. Procedimiento según la reivindicación 3, caracterizado porque el radio de curvatura (R2) es entre 5 y 10 % menor que el radio de curvatura (R2) .
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque el al menos un segundo radio de curvatura final (R02) se encuentra en la transición al punto de apoyo (4) o al muñón de apoyo (1a) y desemboca en un escalón 9 en el punto de apoyo (4) o en la muñequilla de cigüeñal (1a) .
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque se inserta un tercer radio de curvatura final (R03) en la transición al brazo de cigüeñal (3) .
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque después del tercer paso de trabajo, el punto de apoyo 4 es rectificado mecánicamente.
8. Procedimiento según la reivindicación 7, caracterizado porque el mecanizado mecánico final se realiza mediante rectificación.
9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque los procesos mecánicos de remoción de material se producen mediante el torneado de forma, rectificación, o fresado.
10. Procedimiento según la reivindicación 1, caracterizado porque los ángulos están entre 30 y 45º.
Patentes similares o relacionadas:
Máquina herramienta y procedimiento para medir una pieza de trabajo, del 29 de Abril de 2020, de FRITZ STUDER AG: Máquina herramienta, en particular una rectificadora, que comprende lo siguiente: - un asiento de pieza de trabajos con al menos una sujeción de pieza de […]
Procedimiento y dispositivo para amolar cigüeñales de gran tamaño, del 1 de Enero de 2020, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Procedimiento para el amolado completo de cigüeñales de gran tamaño de motores de camión, de barco o de motores estacionarios, en el que a) al menos cojinetes […]
Mejoras relativas al rectificado de superficies cilíndricas y de paredes laterales adyacentes, del 25 de Diciembre de 2019, de Fives Landis Limited: Un método de operación de una máquina rectificadora que incluye una muela de rectificado para rectificar una superficie cilíndrica sobre una pieza de […]
Aparato para verificar las dimensiones diametrales de muñequillas, del 15 de Mayo de 2019, de MARPOSS SOCIETA PER AZIONI: Aparato para la verificación de las dimensiones diametrales de una muñequilla , que gira alrededor de un eje geométrico , en el transcurso […]
Luneta de medición para apoyar y medir zonas céntricas de piezas de trabajo, amoladora con una luneta de medición de este tipo así como procedimiento para apoyar y medir zonas céntricas de piezas de trabajo, del 27 de Febrero de 2019, de ERWIN JUNKER MASCHINENFABRIK GMBH: Luneta de medición para apoyar y medir zonas de piezas de trabajo céntricas , especialmente puntos de soporte en piezas de árbol , especialmente […]
Rectificadora con una luneta para el apoyo de zonas de pieza de trabajo céntricas durante la mecanización de zonas de pieza de trabajo céntricas y/o excéntricas, en particular de áreas de cojinete en cigüeñales, del 23 de Mayo de 2018, de ERWIN JUNKER MASCHINENFABRIK GMBH: Rectificadora para rectificar zonas de pieza de trabajo céntricas y/o excéntricas en piezas de trabajo , en particular áreas de cojinete en particular […]
Método para el rectificado cilíndrico sin centros de una pieza de trabajo, del 16 de Noviembre de 2016, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Método para el rectificado cilíndrico de una pieza de trabajo de una pieza, cuyo contorno está definido por un eje longitudinal continuo y, […]
 Procedimiento y rectificadora para medir y producir un contorno nominal exterior de una pieza de trabajo mediante rectificado, del 26 de Octubre de 2016, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Procedimiento para medir y producir un contorno nominal exterior de al menos de una zona de una pieza de trabajo, en especial de un árbol de cigüeñal […]
Procedimiento y rectificadora para medir y producir un contorno nominal exterior de una pieza de trabajo mediante rectificado, del 26 de Octubre de 2016, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Procedimiento para medir y producir un contorno nominal exterior de al menos de una zona de una pieza de trabajo, en especial de un árbol de cigüeñal […]