Procedimiento para la fabricación de un anillo de rodamiento para grandes rodamientos mediante endurecimiento por inducción.
Procedimiento para la fabricación de un anillo de rodamiento (1) para grandes rodamientos con al menos una pista derodadura (3) con capa de borde endurecida,
en el que la capa de borde a endurecer es expuesta para calentamiento alcampo eléctrico de un inductor y a continuación es enfriada y
a) al menos dos inductores (2) están dispuestos al comienzo del endurecimiento sobre una zona común (a) dela pista de rodadura (3) anular a endurecer y calientan ahí la capa de borde opuesta hasta la temperatura deendurecimiento,
b) para el calentamiento de las zonas intermedias (b) siguientes los inductores (2) son movidos en direcciónopuesta a lo largo de la pista de rodadura anular,
c) tras un tramo recorrido corto son conectados rociadores (5) orientados hacia las capas de borde calentadasy éstas son enfriadas partiendo del centro de la zona (a) calentada al comienzo,
d) los inductores (2) y los rociadores (5) continúan siendo movidos sobre sus mitades de anillo hasta que sereúnen otra vez en una zona (c) opuesta al punto de partida y forman ahí nuevamente una zona decalentamiento común,
e) tras alcanzarse la temperatura de endurecimiento necesaria de la zona (c), ambos inductores (2) sonlevantados perpendicularmente de la superficie de la pista de rodadura (3), caracterizado porque
f) los rociadores (5) son orientados hacia la zona (c),
g) en que la zona (c) es precalentada por un inductor (4) adicional ya durante el calentamiento de las zonas (a)y/o de las zonas (b).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/001266.
Solicitante: ROTHE ERDE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: TREMONIASTRASSE 5-11 44137 DORTMUND ALEMANIA.
Inventor/es: STAKEMEIER,BERND, SPINTIG,WILFRIED, ROLLMANN,JÖRG, BERGGREN,KRISTIAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C21D1/10 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › por inducción eléctrica.
- C21D9/40 C21D […] › C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos. › para anillos; para cojinetes.
- F16C33/64 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16C ARBOLES; ARBOLES FLEXIBLES; MEDIOS MECANICOS PARA TRANSMITIR MOVIMIENTO EN UNA FUNDA FLEXIBLE; ELEMENTOS DE LOS MECANISMOS DEL CIGÜEÑAL; PIVOTES; UNIONES PIVOTANTES; PIEZAS ROTATIVAS DE INGENIERIA DISTINTAS A LAS PIEZAS DE TRANSMISION MECANICA, ACOPLAMIENTOS, EMBRAGUES O FRENOS; COJINETES. › F16C 33/00 Elementos de los cojinetes; Procedimientos especiales de fabricación de los cojinetes o de sus elementos (trabajo de los metales u operaciones análogas, véanse las clases apropiadas). › Procedimientos especiales de fabricación.
PDF original: ES-2394074_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de un anillo de rodamiento para grandes rodamientos mediante endurecimiento por inducción La invención se refiere a un procedimiento para la fabricación de un anillo de rodamiento para grandes rodamientos con 5 al menos una pista de rodadura con capa de borde endurecida, en el que la capa de borde a endurecer es expuesta para calentamiento al campo eléctrico de un inductor y a continuación es enfriada.
A partir del documento GB 735 378 A es conocido un procedimiento de tratamiento térmico para artículos anulares, en el que la capa de borde a endurecer es expuesta para calentamiento al campo eléctrico de un inductor y a continuación es enfriada. El artículo anular consta en este caso de un anillo de engranaje de gran diámetro, como por ejemplo un 10 anillo de motor de arranque para un motor de combustión interna. En comparación con los anillos para grandes rodamientos, que pueden tener un diámetro de aproximadamente 10 metros, estos anillos de engranaje son sin embargo relativamente pequeños. En el procedimiento conocido 2 inductores para el calentamiento de los anillos son dispuestos sobre una zona común de la superficie a endurecer, son movidos en dirección opuesta a lo largo de la pista de rodadura anular hasta que se encuentran en un lugar opuesto y son nuevamente desconectados. Durante el
movimiento de los inductores, se aplica líquido refrigerante, respectivamente a través de una boquilla, a las superficies calentadas para el endurecimiento. Simultáneamente, se aplica un rociado adicional automáticamente a la zona extrema.
Además, a partir del documento JP 06 200326 A es conocido un dispositivo para el endurecimiento de anillos de rodamiento, en que mediante dos inductores, que arrancan desde un punto de arranque común y recorren en direcciones opuestas la pista anular, los segmentos de pista anular son correspondientemente calentados y mediante dos rociadores de refrigeración fijados a los inductores los segmentos calentados de pista anular son enfriados durante el recorrido. En este caso está previsto en el punto de encuentro común de ambos inductores un tercer rociador de refrigeración adicional para enfriar.
Por grandes rodamientos en el sentido de esta solicitud hay que entender rodamientos cuyos anillos de rodamiento están atornillados a las estructuras de conexión mediante taladros de paso y/o roscados realizados axialmente. Los grandes rodamientos pueden, según sea la realización, tener una o más filas de bolas o rodillos. A cada fila de bolas o rodillos pertenecen dos pistas de rodadura, que son realizadas por mecanizado en dos hasta tres anillos de rodamiento y a continuación son endurecidas. Anillos de rodamiento de este tipo pueden estar conformados como anillos de apéndice, anillos de soporte, anillos de sujeción, anillos axiales en forma de disco, anillos exteriores o anillos interiores,
etc.
Las pistas de rodadura de los anillos de rodamiento de grandes rodamientos son endurecidas según un procedimiento conocido con uno o dos inductores en avance. Para este procedimiento de endurecimiento progresivo inductivo están dispuestos para calentar la pista de rodadura un denominado inductor, es decir una bobina de inducción o un par de bobinas de inducción, y para enfriar un rociador fijado al inductor para la aplicación de fluido refrigerante a una zona de la pista de rodadura a endurecer pequeña en comparación con el diámetro anular. Durante el endurecimiento, el inductor y el rociador barren una vez el contorno de la pista de rodadura de todo el anillo en dirección perimetral con un avance constante del anillo, de modo que continuamente cada segmento de la pista de rodadura es calentado y enfriado.
En este procedimiento conocido queda respectivamente un pequeño segmento (salto) insuficientemente endurecido por
motivos de procedimiento en el punto extremo del endurecimiento, en cuya zona la pista de rodadura se mantiene más blanda.
Además, las pistas de rodadura de los anillos de rodamiento de grandes rodamientos pueden ser calentadas, según el procedimiento descrito en el documento DE 10228333 C1, con inductores anulares en un procedimiento de calentamiento circular por toda la superficie, también denominado endurecimiento conjunto, simultáneamente sobre todo 45 el perímetro y a continuación endurecidas por enfriamiento. La ventaja de este procedimiento estriba en que se evita la zona blanda anteriormente descrita.
Este procedimiento está asociado a costes relativamente altos para los inductores y a potencias de generador necesarias altas. Para anillos muy grandes, además de ello un calentamiento uniforme es problemático debido a la dilatación asociada a la temperatura.
La invención tiene como base la tarea de proporcionar un procedimiento para la fabricación de anillos de rodamiento para grandes rodamientos, con el que pueda establecerse una elevada dureza constante, es decir sin saltos, a lo largo de las pistas de rodadura.
La solución a esta tarea está indicada en la reivindicación 1. Las reivindicaciones dependientes 2 hasta 6 contienen medidas complementarias útiles.
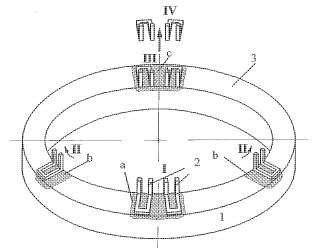
En el procedimiento conforme a la invención, respectivamente al menos dos inductores, preferentemente dos bobinas de inducción o dos pares de bobinas de inducción y preferentemente rociadores fijados a ellos están dispuestos sobre una zona, relativamente pequeña en comparación con el diámetro del anillo, de la pista de rodadura a endurecer. Al comienzo del procedimiento, ambos inductores están dispuestos inmediatamente uno junto a otro y calientan la capa de 5 borde de la pista de rodadura situada debajo uniformemente hasta la temperatura de endurecimiento (véase la posición I en las figuras 1 y 3 adjuntas) . La configuración de una zona de calentamiento común de profundidad constante puede conseguirse mediante un movimiento pendular de los inductores o del anillo y mediante un control de potencia adaptado. A continuación, ambos inductores se mueven en una dirección perimetral respectivamente opuesta a lo largo de la capa de borde anular a endurecer de la pista de rodadura con un avance constante. Tras un tramo de recorrido 10 corto, los rociadores fijados preferentemente de forma basculante a los inductores son activados, enfrían el centro de la zona calentada al principio y dividen en dos mitades la zona calentada a la temperatura de endurecimiento. Cada inductor barre a continuación con avance constante la superficie de la pista de rodadura de una mitad del perímetro anular en dirección opuesta (posición II) , hasta que ambos se encuentran nuevamente en un segmento de la pista de rodadura opuesto al punto de partida y forman una zona de calentamiento común (posición III) . Está previsto un 15 precalentamiento simultáneo de la zona opuesta al punto de partida mediante un tercer inductor (véase la figura 2) . El tercer inductor es retirado tan pronto como los dos inductores restantes se aproximan para el endurecimiento de esta zona y forman análogamente a la posición III de la figura 1 una zona de calentamiento común. Cuando ambos inductores han formado una zona de calentamiento cerrada común, en la que la temperatura de la superficie de la pista de rodadura es la temperatura de endurecimiento, ambos inductores se separan perpendicularmente de la superficie.
Mediante basculación del chorro de rociado en el espacio entre la superficie de la pista de rodadura y los inductores, la zona de calentamiento común es enfriada simultáneamente.
Como medida para el calentamiento uniforme de la pista de rodadura en las áreas de zonas de calentamiento comunes de ambos inductores pueden estar previstas adicionalmente ranuras o taladros, que discurren preferentemente radial o axialmente, en los bordes de la pista de rodadura.
La invención es explicada más detalladamente a modo de ejemplo con ayuda de las figuras 1 hasta 4 adjuntas. Muestran las figuras 1 y 2 representaciones en perspectiva de un anillo de rodamiento con diferentes posiciones I hasta IV de inductores la figura 3 esquemáticamente en sección transversal los inductores 2 y los rociadores 5 en las diferentes 30 posiciones I hasta IV de inductores la figura 4a un segmento circular de la pista de rodadura 3 con la representación de las zonas de calentamiento comunes a, c y
la figura 4b una forma de realización modificada respecto a la figura 4a con taladros o ranuras 6 realizados en los bordes de la pista de rodadura 3, que llevan al agrandamiento representado de las zonas de 35 calentamiento comunes a, c.
La figura 1 muestra el anillo de rodamiento 1 con la pista de rodadura 3 axial a endurecer y los inductores 2 en las diferentes posiciones I hasta IV de inductores. En la posición I al comienzo del... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un anillo de rodamiento (1) para grandes rodamientos con al menos una pista de rodadura (3) con capa de borde endurecida, en el que la capa de borde a endurecer es expuesta para calentamiento al 5 campo eléctrico de un inductor y a continuación es enfriada y
a) al menos dos inductores (2) están dispuestos al comienzo del endurecimiento sobre una zona común (a) de la pista de rodadura (3) anular a endurecer y calientan ahí la capa de borde opuesta hasta la temperatura de endurecimiento,
b) para el calentamiento de las zonas intermedias (b) siguientes los inductores (2) son movidos en dirección 10 opuesta a lo largo de la pista de rodadura anular,
c) tras un tramo recorrido corto son conectados rociadores (5) orientados hacia las capas de borde calentadas y éstas son enfriadas partiendo del centro de la zona (a) calentada al comienzo,
d) los inductores (2) y los rociadores (5) continúan siendo movidos sobre sus mitades de anillo hasta que se reúnen otra vez en una zona (c) opuesta al punto de partida y forman ahí nuevamente una zona de 15 calentamiento común,
e) tras alcanzarse la temperatura de endurecimiento necesaria de la zona (c) , ambos inductores (2) son levantados perpendicularmente de la superficie de la pista de rodadura (3) , caracterizado porque f) los rociadores (5) son orientados hacia la zona (c) ,
g) en que la zona (c) es precalentada por un inductor (4) adicional ya durante el calentamiento de las zonas (a) 20 y/o de las zonas (b) .
2. Procedimiento según la reivindicación 1, caracterizado porque pistas de rodadura (3) axiales y/o radiales de un anillo de rodamiento (1) son endurecidas consecutiva o simultáneamente según el procedimiento conforme a la invención.
3. Procedimiento según al menos una de las reivindicaciones precedentes, caracterizado porque los rociadores (5) son
desplazados conjuntamente con o independientemente de los inductores (2) a lo largo de la pista de rodadura (3) a 25 endurecer.
4. Procedimiento según al menos una de las reivindicaciones precedentes, caracterizado porque los chorros de rociado son orientados también hacia la superficie de la pista de rodadura bajo los inductores (2) .
5. Procedimiento según al menos una de las reivindicaciones precedentes, caracterizado porque los inductores (2) y/o los rociadores (5) son movidos pendularmente durante el movimiento a lo largo de la pista de rodadura a endurecer.
6. Procedimiento según al menos una de las reivindicaciones precedentes, caracterizado porque en las zonas de calentamiento comunes al comienzo (a) y/o al final (c) son realizados en los bordes de la pista de rodadura taladros o ranuras (6) que discurren radial o axialmente.
Patentes similares o relacionadas:
MÉTODO DE SINCRONISMO Y CONTROL DE POTENCIA PARA UN INVERSOR DE POTENCIA RESONANTE DE UN GENERADOR DE CALENTAMIENTO POR INDUCCIÓN, del 28 de Mayo de 2020, de GH ELECTROTERMIA, S.A: Método de sincronismo y control de potencia para inversores de potencia resonantes, basado en la utilización de un algoritmo de tipo PLL capaz de estimar […]
Método de sincronismo y control de potencia para un inversor de potencia resonante de un generador de calentamiento por inducción, del 22 de Mayo de 2020, de GH ELECTROTERMIA, S.A: Método de sincronismo y control de potencia para inversores de potencia resonantes, basado en la utilización de un algoritmo de tipo PLL […]
Procedimiento para el endurecimiento de al menos una vía de rodadura de un anillo de rodamiento para un rodamiento grande, del 7 de Agosto de 2019, de thyssenkrupp rothe erde Germany GmbH: Procedimiento para el endurecimiento de al menos una vía de rodadura (2, 2a) de un anillo de rodamiento para un rodamiento grande que comprende las […]
 Máquina de templado y procedimiento de templado en útiles de sujeción mediante inducción, del 29 de Mayo de 2019, de Ema Indutec GmbH: Máquina de templado para el templado en útiles de sujeción de una pieza de trabajo , presentando la máquina de templado un inductor para calentar […]
Máquina de templado y procedimiento de templado en útiles de sujeción mediante inducción, del 29 de Mayo de 2019, de Ema Indutec GmbH: Máquina de templado para el templado en útiles de sujeción de una pieza de trabajo , presentando la máquina de templado un inductor para calentar […]
Procedimiento y disposición para el temple superficial progresivo, del 3 de Abril de 2019, de ThyssenKrupp Rothe Erde GmbH: Procedimiento para el temple superficial progresivo por inducción de un trazado en curva cerrada de una pieza de trabajo , en particular […]
Aleación austenitica que contiene Cr, del 27 de Marzo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Una aleación austenítica que contiene Cr que tiene una película de óxido de cromo con un grosor de 5 nm o superior, e inferior a 180 nm en la superficie, donde […]
Inductor para el endurecimiento por inducción de piezas de trabajo metálicas alargadas, del 14 de Marzo de 2019, de EFD INDUCTION GMBH: Inductor para el endurecimiento por inducción de piezas de trabajo metálicas alargadas , en particular cremalleras, en donde el inductor se […]
Profundidad de endurecimiento variable en eslabón de oruga para una oruga de acoplamiento al suelo, del 16 de Enero de 2019, de CATERPILLAR INC.: Un eslabón de oruga para una oruga de acoplamiento con el suelo en una máquina que comprende: un cuerpo de eslabón alargado que incluye […]