Procedimiento para la fabricación de cuchillas reversibles.
Procedimiento para la fabricación de cuchillas reversibles (W) de sección transversal perfilada,
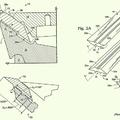
especialmentepara un uso en trituradoras para el astillado de madera, que en sección transversal se componen de una pieza desoporte (2) proximal con al menos un medio de ajuste (21, 22) para la fijación separable, a prueba de deslizamiento,de la cuchilla (W), y de una zona de arranque de virutas (5) distal en ambos lados de la pieza de soporte (2), quecomprende aristas cortantes (52), en el cual un material en bruto (1) con una gran extensión longitudinal se somete auna mecanización superficial (11) y a partir de ello se forma un perfil de soporte (2) mediante laminación,caracterizado por que las zonas distales (23) de la pieza de soporte (2) deformada en un calibre de laminaciónllenado en exceso, que presenta una gran extensión longitudinal, se desprenden de forma axialmente simétrica en elsentido longitudinal en pasada continua formando en cada caso una superficie de unión (31), después de lo cual acada una de estas superficies (31) mecanizadas de la pieza de soporte (2) se fija una pieza de extensión (4) deacero para herramientas, mediante enlace metálico (41), y a partir de las piezas de extensión (4) se conformanmediante mecanizado con arranque de virutas y/o mediante deformación en frío zonas de arranque de virutas (5)con una zona de filo (51) y una arista cortante (52) cada una, realizándose en dichas zonas de arista (5) untratamiento térmico del material y, a continuación, un tronzado formando cuchillas reversibles (W) listas para el uso
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2010/000392.
Solicitante: BÖHLER YBBSTAL PROFIL GMBH.
Nacionalidad solicitante: Austria.
Dirección: WAIDHOFNERSTRASSE 8 3333 BOHLERWERK AUSTRIA.
Inventor/es: MAISSER,HELMUT, PONEMAYR,HELMUT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21H7/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 7/00 Fabricación de artículos no previstos en los grupos B21H 1/00 - B21H 5/00, p. ej. herramientas para la agricultura, tenedores, cuchillos, cucharas (clavos, alfileres B21G 3/30). › de cuchillos; de hoces; de guadañas.
- B23P15/40 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de herramientas de cizallado.
- B27L11/00 B […] › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27L DESCORTEZADO O QUITADO DE VESTIGIOS DE RAMAS (silvicultura A01G ); RAJADO DE LA MADERA; FABRICACION DE HOJAS DE MADERA PARA CHAPADO, VARILLAS, BASTONCILLOS, VIRUTAS, FIBRAS O POLVO DE MADERA. › Fabricación de virutas, partículas, polvo, o productos similares, a partir de madera (desintegración en general B02C; hojas de sierra para desbastar o herramientas de serrar combinadas con medios para desmenuzar los recortes B27B 33/20; obtención de fibras para la hilatura D01B 1/00; por procedimientos húmedos D21B 1/12 ); Herramientas a este efecto.
PDF original: ES-2446348_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de cuchillas reversibles La invención se refiere a un procedimiento para la fabricación de cuchillas reversibles de sección transversal perfilada, especialmente para el uso en trituradoras para el astillado de madera, que en sección transversal se componen de una pieza de soporte proximal con al menos un medio de ajuste para la fijación separable, a prueba de deslizamiento, de la cuchilla, y de una zona de arranque de virutas distal en ambos lados de la pieza de soporte, que comprende aristas cortantes, en el cual un material en bruto con una gran extensión longitudinal se somete a una mecanización superficial y a partir de ello se forma un perfil de soporte mediante laminación.
Las cuchillas reversibles del tipo descrito anteriormente en diversas variantes forman parte del estado de la técnica. Generalmente, las variantes constituyen innovaciones económicas y/o técnicas, ventajosas, con vistas a un perfil de propiedades especial de la cuchilla.
Por ejemplo, el documento EP0271481A da a conocer un procedimiento para la fabricación de cuchillas especiales para máquinas, a partir de acero plano laminado en caliente, formándose sustancialmente en la superficie lateral, mediante un exceso de llenado del último calibre, una rebaba a de laminación con una estructura homogénea del material en la zona de la arista cortante.
Por el documento DE-OS-2704999 se conoce un procedimiento para la fabricación de cuchillas a partir de flejes de acero en pasada continua, en el cual el fleje se provee de un chaveta o ranura céntrica y, en dicha chaveta o ranura, el fleje se guía por las zonas de trabajo siguientes.
Una cuchilla reversible que se puede insertar en una posición prevista en un portacuchilla, mediante salientes o ahondamientos que actúan en conjunto para el ajuste, y que presenta dos piezas de trabajo aplicadas por soladura, distales en sección transversal, con filos de acero de alta aleación para herramientas, se da a conocer por el documento AT398401B. Este documento constituye el estado de la técnica más próximo y da a conocer las características del preámbulo de la reivindicación 1.
Cuchillas de acero plano, dado el caso, con una pieza dorsal recalcada o una pieza final doblada para la fijación, opuesta a la pieza cortante con una arista cortante, hecha de acero para herramientas, se conocen por el documento US2009/0217794A1.
Las cuchillas reversibles del tipo mencionado tienen desventajas económicas por un complicado modo de fabricación y/o desventajas de una calidad de producto insuficiente o la falta de determinadas características de uso deseadas.
La invención tiene el objetivo de proporcionar un procedimiento genérico para la fabricación de cuchillas reversibles,
cuyo perfil de características quede optimizado de forma económica incluso en el caso de duras solicitaciones durante el uso.
Este objetivo se consigue en un procedimiento del tipo mencionado al principio, porque las zonas distales de la pieza de soporte deformada en un calibre de laminación llenado en exceso, que presenta una gran extensión longitudinal,
se desprenden de forma axialmente simétrica en el sentido longitudinal en pasada continua formando una superficie de unión respectivamente, después de lo cual a dichas superficies mecanizadas de la pieza de soporte se fija respectivamente una pieza de extensión de acero para herramientas, mediante enlace metálico, y a partir de las piezas de extensión se conforman mediante mecanizado con arranque de virutas zonas de arranque de virutas con una zona de filo y con una arista cortante, respectivamente, realizándose en dichas zonas de arista un tratamiento 50 térmico del material y, a continuación, un tronzado formando cuchillas reversibles listas para el uso.
Las ventajas que se consiguen con el procedimiento según la invención se deben sustancialmente a que a partir del material en bruto se forman, mediante laminación en un calibre llenado en exceso, al mismo tiempo medios de ajuste proximales y zonas distales de la pieza de soporte, presentando dichas piezas distales ampliamente hacia el
eje longitudinal una estructura deformada en frío, sustancialmente no dirigida y, por tanto, una solidificación preferible del material. Dichas piezas distales solidificadas, en parte expulsadas por presión del calibre, se desprenden sustancialmente a temperatura ambiente formando una superficie plana y garantizando que se mantenga la solidez del material realizada en la zona de superficie por deformación en frío.
A las superficies de la pieza de soporte formadas de esta manera se unen por enlace metálico piezas de extensión de acero para herramientas, efectuándose la unión o la soldadura de forma altamente energética, es decir, sin efecto en profundidad desventajoso. De esta forma, se consigue una degradación sólo insignificante de la solidez del material de la pieza de soporte solidificada en frío en la zona de unión, lo que proporciona una alta estabilidad mecánica deseada de una fijación de la pieza de extensión.
Mediante mecanización con arranque de virutas, dado el caso, en combinación con una deformación parcial en frío se realiza, respectivamente en la pieza de extensión, la conformación de una zona de arranque de virutas con una arista cortante, manteniéndose un enlace altamente estable con la pieza de soporte.
Está previsto un tratamiento térmico del material de la zona de arista, de tal forma que no se produzca ninguna influencia térmica en la zona con el enlace metálico o la soladura exenta de material adicional en la pieza de extensión. Ahora, se puede realiza de manera sencilla un afilado definitivo del filo y un tronzado de las cuchillas.
En una variante de la invención resulta ventajoso que, después de una mecanización con dimensiones exactas de su superficie y antes de la laminación formando una pieza de soporte, el material en bruto de gran extensión longitudinal se caliente mediante calentamiento rápido en un período de tiempo de menos de 50 seg., especialmente de menos de 15 seg., preferentemente mediante calentamiento por inducción, en pasada continua, a una temperatura inferior a 900 ºC, con la condición de que la estructura del material mantenga una estructura de átomos cúbica centrada en el espacio. De esta manera, mediante una mecanización de la superficie con dimensiones exactas, realizada inmediatamente antes, se realizan una precisión de las dimensiones del producto laminado, por una parte, y por otra parte una alta calidad de superficie, exenta de cascarilla, del perfil de soporte, especialmente de las superficies de contacto del medio de ajuste. Para evitar la formación desventajosa de óxido, resulta ventajoso prever para el material en bruto un calentamiento rápido en un período de tiempo de menos de 50 seg., realizándose dicho calentamiento preferentemente por inducción en pasada continua. La temperatura máxima para una conformación del material en bruto está determinada por la composición química o por el contenido en carbono del material. Para una solidificación en frío del material durante la conformación se requiere como mucho una temperatura a la que se evite la recristalización de la estructura y, por tanto, se produzca una conformación de la pieza en el intervalo de temperaturas con estructura de átomos cúbica centrada en el espacio.
Para conseguir condiciones favorables para la unión de las piezas de extensión mediante soldadura por fusión, sin material adicional, siendo reducida la zona sometida a la acción del calor, puede resultar ventajoso con vistas a una buena adhesividad y una continuidad precisa a lo largo de la extensión longitudinal, que de la pieza de soporte deformada se desprendan durante su guiado por los medios de ajuste en pasada continua zonas distales axialmente simétricas, quedando formadas superficies planas mecanizadas, siendo el ancho de las superficies superior a 0, 9 mm, pero inferior a 2.9 mm.
Para la unión resulta ventajoso que con una colocación en el sentido del eje longitudinal y el guiado de la pieza de soporte por los medios de ajuste, ésta se fije con piezas de extensión de acero para herramientas con un grosor superior a 0, 9 mm, pero inferior a 2, 9 mm, y con un ancho de 1, 0 mm a 4 mm, de forma metálica, mediante fusión sin material adicional, especialmente mediante soldadura láser.
De manera ventajosa, el contenido en carbono de la pieza de soporte que generalmente es de baja aleación ha de adaptarse a la actividad de carbono debida a la aleación de las piezas de extensión, para mantener reducidos o sin efecto la difusión de carbono hacia el acero de alta aleación para herramientas y, por tanto, el peligro de la formación... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de cuchillas reversibles (W) de sección transversal perfilada, especialmente para un uso en trituradoras para el astillado de madera, que en sección transversal se componen de una pieza de 5 soporte (2) proximal con al menos un medio de ajuste (21, 22) para la fijación separable, a prueba de deslizamiento, de la cuchilla (W) , y de una zona de arranque de virutas (5) distal en ambos lados de la pieza de soporte (2) , que comprende aristas cortantes (52) , en el cual un material en bruto (1) con una gran extensión longitudinal se somete a una mecanización superficial (11) y a partir de ello se forma un perfil de soporte (2) mediante laminación, caracterizado por que las zonas distales (23) de la pieza de soporte (2) deformada en un calibre de laminación 10 llenado en exceso, que presenta una gran extensión longitudinal, se desprenden de forma axialmente simétrica en el sentido longitudinal en pasada continua formando en cada caso una superficie de unión (31) , después de lo cual a cada una de estas superficies (31) mecanizadas de la pieza de soporte (2) se fija una pieza de extensión (4) de acero para herramientas, mediante enlace metálico (41) , y a partir de las piezas de extensión (4) se conforman mediante mecanizado con arranque de virutas y/o mediante deformación en frío zonas de arranque de virutas (5)
con una zona de filo (51) y una arista cortante (52) cada una, realizándose en dichas zonas de arista (5) un tratamiento térmico del material y, a continuación, un tronzado formando cuchillas reversibles (W) listas para el uso.
2. Procedimiento según la reivindicación 1, caracterizado por que, después de una mecanización con dimensiones exactas de su superficie y antes de una laminación formando un perfil de soporte (2) , el material en bruto (1) de gran extensión longitudinal se calienta mediante calentamiento rápido en un período de tiempo de menos de 50 seg., especialmente de menos de 15 seg., preferentemente mediante calentamiento por inducción, en pasada continua, a una temperatura inferior a 900 ºC, con la condición de que la estructura del material mantenga una estructura de átomos cúbica centrada en el espacio.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado por que las zonas de filo (51) con las aristas cortantes (52) en la zona de arranque de virutas (5) de la pieza de soporte (2) se someten, después de un acabado con arranque de virutas para la presentación axialmente simétrica exacta de las aristas cortantes (52) , en pasada continua, a un tratamiento térmico del material mediante el endurecimiento y el revenido de la zona de filo (51) de acero para herramientas.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado por que una pieza de soporte (2) de gran extensión longitudinal se somete, tras la conformación de las zonas (5, 51) distales de arranque de virutas y de filo y un tratamiento térmico de las aristas cortantes (52) preparadas, a un tronzado y a un acabado formando cuchillas reversibles listas para el uso.
Patentes similares o relacionadas:
Procedimiento de fabricación de polvo de nudos de madera enriquecido, del 1 de Julio de 2020, de Norske Skog Golbey, SASU: Procedimiento de fabricación de polvo de nudos de madera enriquecida, que comprende las siguientes etapas: a) Recuperación de astillas de […]
Dispositivo para el recorte de madera, del 1 de Enero de 2020, de Eschlböck - Maschinenbau Gesellschaft m.b.H: Dispositivo para el recorte de madera, que comprende una pluralidad de discos de rotor dispuestos sobre un eje de rotor de un rotor, […]
UN PROCESO DE OBTENCIÓN DE UN MATERIAL FIBROSO A PARTIR DE CORTEZA ÚTIL PARA FABRICAR MATERIALES AISLANTES, del 5 de Julio de 2018, de UNIVERSIDAD DE CONCEPCION: : Un proceso de obtención de un material fibroso a partir de corteza útil para fabricar materiales aislantes, el cual utiliza corteza de Eucalyptus […]
MAQUINA PARA PROCESAR TRONCOS DE ALCORNOQUE, del 6 de Noviembre de 2017, de MARTORELL BUSQUETS, Joan: 1. Máquina para procesar troncos de alcornoque, caracterizado por comprender una unidad dentada , para recepcionar los troncos a procesar y conducirlos […]
CUCHILLO INDUSTRIAL DE ASTILLADORA Y PROCEDIMIENTO DE FABRICACIÓN DE UN CUCHILLO INDUSTRIAL DE ASTILLADORA, del 19 de Octubre de 2017, de CARPENTER, Trenton Lee: Una astilladora tiene un cuchillo sujeto entre una abrazadera y un contra cuchillo situado en el soporte. El cuchillo, la abrazadera y el contra cuchillo […]
Procedimiento para la fabricación de cuchillas de corte, del 1 de Febrero de 2017, de Böhler Profil GmbH: Procedimiento para la fabricación de cuchillas de corte desechables con una sección transversal perfilada para un dispositivo para el arranque […]
 Cuchilla, del 13 de Enero de 2016, de KEY KNIFE, INC.: Una cuchilla para uso en un aparato astillador de madera, la cuchilla tiene un eje alargado (L) y unos lados frontal y trasero […]
Cuchilla, del 13 de Enero de 2016, de KEY KNIFE, INC.: Una cuchilla para uso en un aparato astillador de madera, la cuchilla tiene un eje alargado (L) y unos lados frontal y trasero […]
Dispositivo para la trituración de madera, del 15 de Julio de 2015, de Eschlböck Maschinenbau GmbH: Dispositivo para la trituración de madera con un rotor con al menos dos discos de rotor distanciados en la dirección axial del rotor […]