Instrumento de rectificación dental y procedimiento para fabricarlo.
Procedimiento para fabricar una herramienta de rectificado dental que tiene una parte aplanada (10c) con unángulo predeterminado en la parte circunferencial exterior de la parte extrema de una base de metal columnar,
yque tiene granos abrasivos (2) en la cara final (10a) de la base de metal, comprendiendo las etapas de:
- formar dicha base de metal columnar (10) para t 5 ener una longitud predeterminada;
- fijar dichos granos abrasivos (2) a la cara final (10a) de dicha base de metal (10), y
- pulir, hasta obtener una forma cónica, dicha porción de extremo de la base de metal (10) que incluye dicha carafinal (10a) a la que están fijados dichos granos abrasivos (2).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06119696.
Solicitante: MANI, INC..
Nacionalidad solicitante: Japón.
Dirección: 8-3 Kiyohara Industrial Park Utsunomiya Tochigi 321-3231 JAPON.
Inventor/es: TETSUKA,SATOSHI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61C3/02 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61C TECNICA DENTAL; APARATOS O METODOS PARA HIGIENE ORAL O DENTAL (cepillos dentales no accionados mecánicamente A46B; preparaciones para la técnica dental A61K 6/00; preparaciones para la limpieza de los dientes o enjuagado de la boca A61K 8/00, A61Q 11/00). › A61C 3/00 Herramientas o instrumentos dentales (herramientas para la implantación A61C 8/00; herramientas para la fijación de dientes artificiales A61C 13/12; dispositivos para la inspección visual, p. ej. espejos dentales, A61B 1/24). › Instrumentos para taladrar o cortar; Instrumentos que actúan a la manera de un decapante de chorro de arena.
- A61C3/06 A61C 3/00 […] › Discos para fresar o pulir los dientes; Sus soportes.
PDF original: ES-2404283_T3.pdf
Fragmento de la descripción:
Instrumento de rectificación dental y procedimiento para fabricarlo
ANTECEDENTES DE LA INVENCIÓN
Campo de la invención [0001] La presente invención se refiere a un instrumento de rectificación dental, en particular, una herramienta de pulido dental que tiene una parte de pulido en la cara final, y un procedimiento para la fabricación del mismo.
Descripción de la técnica relacionada [0002] En la salud dental o técnica dental, se utiliza una herramienta de pulido que gira a gran velocidad a través de una turbina de aire. Para tal fin, se utiliza una herramienta de rectificado que está hecha de acero o de acero inoxidable y tiene una parte de pulido formada en la parte de la punta de una base de metal cilíndrica. Granos de diamante abrasivos son por lo general fijados en la parte de pulido, y tienen una capacidad de abrasión mayor en el campo de muelas. Al conducir la parte de pulido equipada con grano de diamante por la turbina de aire, los dientes y las prótesis dentales, como coronas que consisten en piezas de fundición de níquel-cromo, o similares, se puede moler y procesar de manera eficiente.
Aunque la base metálica de la herramienta de rectificación tiene por lo general una forma cilíndrica común, la forma de la parte de pulido es más diversa. Por ejemplo, la parte de pulido puede ser cilíndrica y tener el mismo diámetro que el de la base de metal, afilada y gradualmente cada vez más delgada hacia la parte de la punta, esférica, etc. Además, la parte de pulido se clasifica en algunas clases por el tamaño de los granos abrasivos, tales como los cereales secundarios, intermedio y fino.
Cuando se coloca una corona en un diente, una parte rayada "d" del diente "a" se retira con una herramienta de rectificado tal como se muestra en la figura. 3. Entonces, una parte la formación de "c", que sirve como una superficie unida con la corona está formada en una parte límite entre el diente "a" y la goma "b", se toma una impresión para formar la corona, y se rellena con cemento o similar entre la corona y el diente "a" para obtener la unión. En esta unión, no puede quedar ningún hueco entre la parte de formación de "c" y la superficie unida de la corona (no mostrada) . Si se deja algún hueco, de debe utilizar una mayor cantidad de cemento. Esto provoca un problema, ya que el cemento se disuelve después de unirse y la corona se puede retirar fácilmente. Por lo tanto, si la parte de la formación de "c" se forma con precisión y se toma una impresión exacta, no puede dejarse ningún hueco entre la corona y la superficie de unión, y la corona se puede fijar firmemente con una pequeña cantidad de cemento. Para formar esta parte de la formación "c", se utiliza una herramienta de pulido en la cual la porción de extremo de una base cilíndrica de metal se aplana en forma de cono truncado y se forma una parte de pulido mediante la fijación de granos abrasivos sólo en la cara final de la base de metal.
Las figuras 4A a 4D son diagramas para ilustrar un procedimiento convencional para la fabricación de una herramienta de este tipo de pulido. En primer lugar, como se muestra en la figura. 4A, una parte cónica aplanada 1b está formada en la parte extrema de una base de metal cilíndrica 1 hecha de acero o acero inoxidable. Entonces, como se muestra en la figura 4B, el enmascaramiento se aplica en la superficie externa que no sea la cara final 1a de la base de metal 1. Este enmascaramiento evita que los granos abrasivos 2 se adhieran cuando los granos 2 son posteriormente electrogalvanizados. La base de metal 1 con el enmascaramiento así aplicado se carga en un aparato de electrodeposición, y los granos de diamante abrasivos se electrodepositan sólo en la cara final del extremo desenmascarado 1a por el procedimiento de chapado compuesto. El enmascaramiento se retira posteriormente para obtener un instrumento de rectificado en el que los granos abrasivos 2 se fijan firmemente a la cara final 1a, como se muestra en la figura 4C.
Sin embargo, es difícil de aplicar enmascaramiento dejando sólo la cara final desenmascarada. La máscara se aplica a veces erróneamente sobre la superficie frontal o partes enmascaradas (huecos) se quedan en la parte aplanada. Por lo tanto, con el procedimiento convencional, la cara final se electrodeposita en parte con los granos abrasivos o los granos abrasivos se electrodepositan en la parte aplanada. Cuando se utiliza un instrumento de este tipo de pulido, la parte límite entre el diente y las encías no puede tener una superficie lisa y plana, porque la cara final tiene un área donde no hay granos abrasivos fijados o los granos abrasivos fijados a la parte aplanada pueden dañar las encías al moler la parte límite mencionada anteriormente. Por lo tanto, no se podía utilizar un instrumento de pulido, y fue considerado como un producto defectuoso. Por tal motivo, la tasa de rechazo del instrumento de rectificado ha alcanzado casi el 30% en el procedimiento de fabricación convencional.
Si los granos abrasivos se fijan a la cara final y los granos estaban ausentes en la parte aplanada 1b, el producto se considera al menos como no defectuoso. Incluso en este producto no defectuoso, sin embargo, algunos de los granos abrasivos, los granos de 2', que sobresalían por encima de una línea circunferencial exterior de demarcación 1c de la cara final 1a, como se muestra en la figura Fig. 4C y 4D. Estos granos que sobresalen 2' pueden a menudo estar en contacto con las encías y dañarlas. Por otra parte, la parte de la formación de "c" que tiene que crearse en el diente mediante el pulido no podría tener una forma fina. Por consiguiente, se hizo imposible obtener una impresión precisa. Esto provocó el problema que consistía en la formación de una brecha entre la corona y la parte de formación de "c".
Recientemente, los estereoscópicos son cada vez más populares, y los dentistas son ahora capaces de confirmar la parte de formación con más detalle. Por lo tanto, un problema como éste se está haciendo cada vez más notable y es necesario que se soluciones el problema.
RESUMEN DE LA INVENCIÓN
La presente invención está definida por las reivindicaciones 1, 3 y 5 y tiene una configuración óptima para lograr los objetivos anteriores y resolver los problemas anteriormente descritos. De acuerdo con el objetivo, la presente invención tiene la intención de proporcionar una herramienta de rectificado dental que es poco probable que dañe las encías y puede dar forma a una parte de la formación de forma precisa, y para proporcionar un procedimiento para la fabricación de la misma.
Con el fin de alcanzar el objetivo antes mencionado, el instrumento de rectificado dental de la presente invención se hace mediante la formación de una parte aplanada que tiene un ángulo predeterminado en la parte circunferencial exterior de la parte extrema de una base de metal columnar, y mediante la fijación de los granos abrasivos en la cara final de la base de metal, en el que todos estos granos abrasivos están dentro de la línea circunferencial exterior de la cara extrema de la base de metal. Los granos abrasivos son granos de diamante.
Además, la presente invención tiene otra configuración para resolver los problemas descritos anteriormente. En otras palabras, la presente invención proporciona un procedimiento para la fabricación de una instrumento de rectificación dental que tiene una parte aplanada con un ángulo predeterminado en la parte circunferencial exterior de la parte extrema de una base de metal columnar, y que tiene granos abrasivos en la cara final de la base de metal, comprendiendo una etapa de formación de la base de metal columnar que tiene una longitud predeterminada, una etapa para fijar los granos abrasivos a la cara final de la base de metal y una etapa de pulido, hasta obtener una forma cónica, en la porción final de la base de metal incluyendo la cara final a la que están fijados los granos abrasivos.
La etapa de fijación se lleva a cabo mediante un procedimiento de electrodeposición, que incluye además una etapa de enmascarar la superficie de la base de metal que no sea la cara final antes de la electrodeposición.
La presente invención tiene todavía otra configuración para resolver los problemas descritos anteriormente. En otras palabras, la presente invención proporciona un procedimiento para la fabricación de una instrumento de rectificación dental que tiene una parte aplanada con un ángulo predeterminado en la parte circunferencial exterior de la parte extrema de una base de metal columnar, y que tiene granos abrasivos en la cara final del metal de base, comprendiendo una etapa de formación de la base de metal columnar que tiene una longitud predeterminada, una etapa de pulido de la porción... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar una herramienta de rectificado dental que tiene una parte aplanada (10c) con un ángulo predeterminado en la parte circunferencial exterior de la parte extrema de una base de metal columnar, y que tiene granos abrasivos (2) en la cara final (10a) de la base de metal, comprendiendo las etapas de:
- formar dicha base de metal columnar (10) para tener una longitud predeterminada;
- fijar dichos granos abrasivos (2) a la cara final (10a) de dicha base de metal (10) , y
- pulir, hasta obtener una forma cónica, dicha porción de extremo de la base de metal (10) que incluye dicha cara final (10a) a la que están fijados dichos granos abrasivos (2) .
2. Procedimiento para la fabricación de una herramienta de rectificado dental como se describe en la reivindicación 1, en el que dicho paso de fijación se lleva a cabo mediante un procedimiento de electrodeposición, y que incluye además un paso de enmascaramiento de la superficie de dicho metal base (10) diferente a dicha cara final (10a) antes de dicha electrodeposición.
3. Procedimiento para fabricar una herramienta de rectificado dental que tiene una parte aplanada (10c) con un ángulo predeterminado en la parte circunferencial exterior de la parte extrema de una base de metal cilíndrica (10) , y que tiene granos abrasivos (2) en la cara final (10a ) de la base de metal (10) , comprendiendo las etapas de:
- formar dicha base de metal columnar (10) para tener una longitud predeterminada;
- pulir dicha porción final de la base de metal (10) para tener una forma cónica;
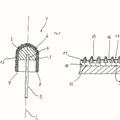
- colocar en dicha base de metal (10) una tapa de enmascaramiento, que es elástica para cubrir la superficie de dicha base de metal (10) diferente a dicha cara final (10a) de modo que dicha cara final (10a) de la base de metal
(10) está expuesta, y
- fijar dichos granos abrasivos (2) sólo a dicha superficie final expuesta (10a) .
4. Procedimiento para la fabricación de una herramienta de rectificado dental como se describe en la reivindicación 3, en el que dicha tapa de enmascaramiento es hueca en el interior para entrar en contacto a presión con dicha superficie de la base de metal (10) , incluyendo dicha porción final en forma cónica.
5. Herramienta de rectificado dental fabricada con un procedimiento según con cualquiera de las reivindicaciones precedentes.
6. Herramienta de pulido dental según la reivindicación 5, en la que los granos abrasivos (2) son granos de diamante.
Patentes similares o relacionadas:
Procedimiento para la fabricación de un instrumento dental o instrumento médico, del 15 de Mayo de 2019, de GEBR. BRASSELER GMBH & CO. KG: Procedimiento para la fabricación de un instrumento dental o de un instrumento médico, en el que se genera una pieza bruta , que se recubre […]
Fresa de acero inoxidable, del 27 de Marzo de 2019, de MANI, INC.: Una fresa de acero inoxidable que comprende: un mango , que incluye un accesorio (21a, 31a) que se puede conectar a una pieza manual y una parte […]
FRESA PARA EL TRATAMIENTO DE LA PERIMPLANTITIS, del 18 de Diciembre de 2018, de SERVIZO GALEGO DE SAÚDE: 1. Fresa para el tratamiento de la periimplantitis, que es un cuerpo alargado respecto a un eje (X), y que tiene un extremo conformado (es decir adecuado en tamaño y forma) […]
HERRAMIENTA DE FRESADO DE UNA ESTRUCTURA DENTAL, del 9 de Febrero de 2017, de XAM-MAR MANGRANE,ESTEBAN: 1. Herramienta de fresado de una superestructura dental, empleada para el fresado interno del asentamiento de un tornillo y de un canal recto en superestructuras […]
Herramienta para el tratamiento de superficies de materiales dentales, del 30 de Noviembre de 2016, de Intensiv SA: Herramienta para el tratamiento de superficies de materiales dentales, con un husillo, del que un extremo está provisto de una capa abrasiva que forma […]
DISPOSITIVO PARA EL ALISADO DE LA SUPERFICIE DE UN IMPLANTE DENTAL CON PERIIMPLANTITIS, del 30 de Noviembre de 2016, de POSE NIETO, Angel Dario: Dispositivo para el alisado de la superficie de un implante dental con periimplantitis que, aplicable para pulir la superficie roscada de un implante […]
 Cuerpo de rectificado, del 17 de Febrero de 2016, de LUKAS-ERZETT VEREINIGTE SCHLEIF- UND FRÄSWERKZEUGFABRIKEN GMBH & CO. KG: Herramienta de rectificado con un cuerpo de rectificado y medios de rectificado , para la unión de la herramienta de rectificado con un dispositivo de accionamiento […]
Cuerpo de rectificado, del 17 de Febrero de 2016, de LUKAS-ERZETT VEREINIGTE SCHLEIF- UND FRÄSWERKZEUGFABRIKEN GMBH & CO. KG: Herramienta de rectificado con un cuerpo de rectificado y medios de rectificado , para la unión de la herramienta de rectificado con un dispositivo de accionamiento […]
 Procedimiento de fabricación de un sistema abrasivo de dos componentes, del 12 de Noviembre de 2015, de DENTSPLY INTERNATIONAL, INC.: Un procedimiento de fabricación de un sistema abrasivo de dos componentes para el acabado y pulido de superficies que comprende
(i) un primer […]
Procedimiento de fabricación de un sistema abrasivo de dos componentes, del 12 de Noviembre de 2015, de DENTSPLY INTERNATIONAL, INC.: Un procedimiento de fabricación de un sistema abrasivo de dos componentes para el acabado y pulido de superficies que comprende
(i) un primer […]