Procedimiento para fabricar un lingote metálico que comprende un orificio mecanizado, lingote y dispositivo de moldeo asociados.
Procedimiento para fabricar un lingote metálico que comprende un orificio mecanizado longitudinal,
por colada demetal líquido en un molde (1) que comprende una cavidad de moldeo (3A) generalmente anular, delimitada por unalingotera (2) que se extiende verticalmente por encima de un soporte (17), comprendiendo la lingotera una cavidad(3) abierta hacia arriba, por un noyo (4) vertical dispuesto en el interior de la cavidad (3) y por un fondo (27),caracterizado porque
- el molde (1) está dispuesto en el interior de un recinto de colada al vacío (5) que comprende, en su partesuperior, un medio (9) de introducción de metal líquido;
- estando dispuesto en la parte superior de la cavidad de moldeo (3A) un medio (11A, 11') de recepción y dereparto de metal líquido adaptado para recibir el acero líquido introducido en el recinto de colada al vacío (5) ypara redistribuir el metal líquido en la cavidad de moldeo (3A),
y porque
- se introduce el metal líquido en el recinto de colada al vacío (5) de manera que forme un primer chorro deacero líquido (50) al vacío para verter el metal líquido sobre el medio de recepción y de reparto (11A, 11') yque forme al menos un segundo chorro de acero líquido (52) al vacío procedente del medio de recepción y dereparto (11A, 11') y que desemboca en la cavidad de moldeo (3A) de manera que llene con metal líquido lacavidad de moldeo (3A).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2009/052014.
Solicitante: Arcelormittal Investigación y Desarrollo SL.
Nacionalidad solicitante: España.
Inventor/es: FAUDAN,THIERRY, DABIN,JEAN-LUC, LACAGNE,GILBERT, LEROY,MAXIME, SAVALLI,BRUNO, BRACONNIER,FRANCK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D7/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 7/00 Colada de lingotes (equipos para el transporte del metal líquido B22D 35/00). › Colada de lingotes huecos.
PDF original: ES-2448547_T3.pdf
Fragmento de la descripción:
Procedimiento para fabricar un lingote metálico que comprende un orificio mecanizado, lingote y dispositivo de moldeo asociados.
La presente invención se refiere a la fabricación de un lingote metálico que comprende un orificio mecanizado longitudinal y en particular a un lingote de acero destinado a realizar unas piezas anulares forjadas.
Para realizar unas piezas anulares forjadas, tales como virolas, por ejemplo para la construcción de cubas de central
nuclear o para la construcción de reactores de petroquímica, es conocido utilizar unos lingotes que son o bien unos lingotes macizos, que deben ser objeto entonces de una operación de forjado que comprende la perforación de un orificio axial, o bien la colada directa de lingotes que comprenden un orificio mecanizado central que pueden ser transformados directamente en forma de virola.
Estos dos tipos de lingotes se distinguen en particular en las condiciones de colada que se traducen particularmente en unos contenidos en hidrógeno retenido en el estado líquido y que pueden tener unas incidencias al mismo tiempo sobre las propiedades de las piezas obtenidas y sobre las condiciones de fabricación.
En efecto, los lingotes macizos pueden ser colados al vacío, lo cual les permite estar realizados en acero que ha sido desgasificado en el momento de la colada al vacío, para obtener unos contenidos en hidrógeno garantizados inferiores a 1 ppm.
Por el contrario, los lingotes que comprenden un orificio mecanizado central están colados en sifón con aire. Estos lingotes están colados con la ayuda de metal o de acero líquido que ha sido desgasificado durante las operaciones de metalurgia en cuchara, y que tienen en general un contenido en hidrógeno garantizado inferior a 1, 5 ppm. Sin embargo, durante la colada en sifón, mediante el paso a través del aire y el contacto con los refractarios que constituyen el sifón, el acero recupera una cantidad de hidrógeno del orden de 0, 3 ppm, y resulta por tanto difícil obtener unos lingotes de los que se pueda garantizar, cuando el acero está en el estado líquido en la lingotera, un contenido en hidrógeno inferior a 1, 8 ppm.
Ahora bien, para ciertas aplicaciones, y en particular para las aplicaciones en el campo de la construcción de los reactores nucleares, es necesario obtener unas piezas cuyo contenido en hidrógeno en las piezas acabadas sea inferior a 0, 8 ppm. Se pueden obtener unos contenidos de este tipo con unos lingotes macizos colados al vacío cuando la presión en el recinto de colada al vacío es en particular del orden de 0, 1 Torr. Sin embargo, con los lingotes colados en sifón, y en particular con los lingotes que comprenden un orificio mecanizado longitudinal, esta garantía se puede obtener únicamente sometiendo las piezas en curso de forjado a una sucesión de tratamientos térmicos largos y costosos destinados en particular a hacer difundir el hidrógeno. Se desprende por lo tanto de estas diferencias que aunque los lingotes que presentan un orificio mecanizado longitudinal pueden ser forjados con un proceso de forjado simplificado con respecto al lingote macizo, necesitan por el contrario unos tratamientos de desgasificado muy largos y muy costosos que complican más el proceso.
Por el contrario, los lingotes macizos, aunque tienen un bajo contenido en hidrógeno y no necesitan por lo tanto tratamientos de desgasificación, necesitan un proceso de forjado más complicado. Efectivamente, este proceso debe comprender al menos una etapa destinada a realizar un orificio mecanizado que requiere varias operaciones 45 de forjado y de recalentamiento en hornos.
Un objetivo de la presente invención es evitar estos inconvenientes proponiendo un medio para obtener unos lingotes de forja que presentan un orificio mecanizado longitudinal, teniendo al mismo tiempo desde el principio un contenido en hidrógeno suficientemente bajo, con el fin de poder garantizar unas condiciones de bajo contenido en 50 hidrógeno en las piezas acabadas, sin que se necesiten numerosos tratamientos térmicos de desgasificación.
Con este fin, la invención tiene por objeto un procedimiento para fabricar un lingote metálico que comprende un orificio mecanizado longitudinal, mediante la colada de metal líquido en un molde que comprende una cavidad de moldeo generalmente anular, delimitada por una lingotera que se extiende verticalmente por encima de un soporte,
comprendiendo la lingotera una cavidad abierta hacia arriba, por un noyo vertical dispuesto en el interior de la cavidad de la lingotera, y por un fondo.
Según el procedimiento 60 - el molde está dispuesto en el interior de un recinto de colada al vacío que comprende, en su parte superior, un medio de introducción de metal líquido;
-en la parte superior de la cavidad de moldeo está dispuesto un medio de recepción y de reparto de metal
líquido adaptado para recibir el acero líquido introducido en el recinto de colada al vacío y para redistribuir el 65 metal líquido en la cavidad de moldeo, y
- se introduce el metal líquido en el recinto de colada al vacío de manera que se forme un primer chorro de acero líquido al vacío para verter el metal líquido sobre el medio de recepción y de reparto y que se forme al menos un segundo chorro de acero líquido al vacío procedente del medio de recepción y de reparto y que desemboca en la cavidad de moldeo de manera que el metal líquido se cuela en la cavidad de moldeo.
El procedimiento según la invención puede comprender una o varias de las características siguientes:
- el medio de recepción y de reparto del metal líquido es un repartidor en forma de cubeta que comprende al
menos un canal de evacuación, que desemboca en la cavidad de moldeo. El canal de evacuación puede 10 tener diferentes formas (tubo, codo, etc.) y diferentes posiciones (horizontal, inclinada, etc.) ;
- el medio de recepción y de reparto del metal líquido es un cono de material refractario cuya punta está adaptada para recibir el primer chorro de acero líquido;
- el medio de recepción y de reparto del metal líquido está apoyado sobre el extremo superior del noyo;
- el noyo está constituido por un cuerpo generalmente cilíndrico de material refractario que comprende una armadura axial metálica;
-la armadura del noyo es un tubo metálico, por ejemplo de acero, cuya pared comprende una pluralidad de orificios;
-el molde es generalmente de revolución; 25 -el metal líquido es acero líquido;
- la presión en el recinto al vacío es inferior a 0, 2 Torr.
La invención tiene además como objeto un lingote de acero que comprende un orificio mecanizado longitudinal 30 obtenido mediante colada al vacío. Le lingote puede tener por ejemplo una forma generalmente de revolución.
El lingote puede tener un contenido en hidrógeno inferior a 1, 2 ppm, preferentemente inferior o igual a 1 ppm y de manera más particularmente preferida, inferior o igual a 0, 8 ppm.
La invención tiene asimismo por objeto un dispositivo para la colada al vacío de un lingote metálico que comprende un orificio mecanizado longitudinal, que comprende una cavidad de moldeo delimitada por:
-una lingotera; 40 -un noyo de material refractario armado dispuesto verticalmente en la lingotera; y
- un fondo,
- y un medio de recepción y de reparto de metal líquido dispuesto apoyado sobre el extremo superior del noyo.
Según unas variantes:
- el medio de recepción y de reparto del metal líquido es un repartidor en forma de cubeta que comprende al
menos un canal de evacuación que desemboca en la cavidad de moldeo; 50
- el medio de recepción y de reparto del metal líquido es un cono de material refractario cuya punta está adaptada para recibir el primer chorro de acero líquido.
La invención se describirá ahora de manera más precisa, pero no limitativa, haciendo referencia a las figuras 55 adjuntas, en las que:
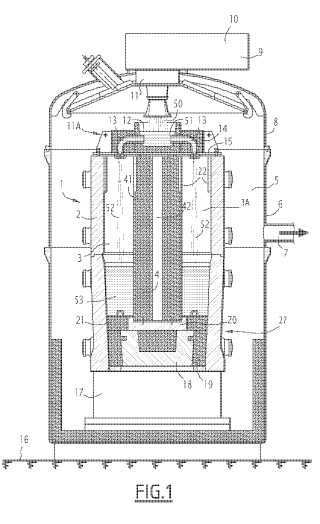
- la figura 1 representa en corte una instalación de colada al vacío de un lingote metálico que comprende un orificio mecanizado longitudinal;
-la figura 2 es una vista por encima de una lingotera para la colada de un lingote que comprende un orificio mecanizado longitudinal provisto de un medio de recepción y de reparto del metal líquido;
- la figura 3 es una representación esquemática en corte de un segundo modo de realización del dispositivo de
reparto de metal líquido en el vértice de la lingotera de colada de lingote que comprende un orificio 65 mecanizado longitudinal;
- la figura 4 es una vista explosionada ampliada del dispositivo de recepción y de reparto de metal líquido representado... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar un lingote metálico que comprende un orificio mecanizado longitudinal, por colada de metal líquido en un molde (1) que comprende una cavidad de moldeo (3A) generalmente anular, delimitada por una lingotera (2) que se extiende verticalmente por encima de un soporte (17) , comprendiendo la lingotera una cavidad
(3) abierta hacia arriba, por un noyo (4) vertical dispuesto en el interior de la cavidad (3) y por un fondo (27) , caracterizado porque
- el molde (1) está dispuesto en el interior de un recinto de colada al vacío (5) que comprende, en su parte superior, un medio (9) de introducción de metal líquido;
- estando dispuesto en la parte superior de la cavidad de moldeo (3A) un medio (11A, 11') de recepción y de reparto de metal líquido adaptado para recibir el acero líquido introducido en el recinto de colada al vacío (5) y para redistribuir el metal líquido en la cavidad de moldeo (3A) ,
y porque
- se introduce el metal líquido en el recinto de colada al vacío (5) de manera que forme un primer chorro de acero líquido (50) al vacío para verter el metal líquido sobre el medio de recepción y de reparto (11A, 11') y que forme al menos un segundo chorro de acero líquido (52) al vacío procedente del medio de recepción y de reparto (11A, 11') y que desemboca en la cavidad de moldeo (3A) de manera que llene con metal líquido la cavidad de moldeo (3A) .
2. Procedimiento según la reivindicación 1, caracterizado porque el medio (11A) de recepción y de reparto del metal líquido es un repartidor (12) en forma de cubeta que comprende al menos un canal de evacuación (13) que desemboca en la cavidad de moldeo (3A) .
3. Procedimiento según la reivindicación 1, caracterizado porque el medio (11') de recepción y de reparto del metal líquido es un cono (110) de material refractario cuya punta está adaptada para recibir el primer chorro de acero líquido.
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, caracterizado porque el medio (11A, 11') de recepción y de reparto del metal líquido está apoyado sobre el extremo superior del noyo (4) .
5. Procedimiento según cualquiera de las reivindicaciones 1 a 4, caracterizado porque el noyo (4) está constituido por un cuerpo (41) generalmente cilíndrico de material refractario que comprende una armadura axial metálica (42) .
6. Procedimiento según la reivindicación 5, caracterizado porque la armadura del noyo es un tubo metálico (42) , por ejemplo de acero, cuya pared comprende una pluralidad de orificios.
7. Procedimiento según cualquiera de las reivindicaciones 1 a 6, caracterizado porque el molde es generalmente de revolución.
8. Procedimiento según cualquiera de las reivindicaciones 1 a 7, caracterizado porque el metal líquido es acero líquido.
9. Procedimiento según cualquiera de las reivindicaciones 1 a 8, caracterizado porque la presión en el recinto de colada al vacío (5) es inferior a 0, 5 Torr.
10. Lingote de acero que comprende un orificio mecanizado longitudinal, caracterizado porque ha sido obtenido por colada al vacío, y porque tiene un contenido de hidrógeno inferior a 1, 2 ppm.
11. Dispositivo de moldeo (1) para la colada al vacío de un lingote metálico que comprende un orificio mecanizado longitudinal, caracterizado porque comprende:
- un molde (1) que comprende una cavidad de moldeo (3A) delimitada por:
- una lingotera (2) ;
- un noyo (4) de material refractario armado dispuesto en la lingotera (2) ; y
- un fondo (27) ;
- y un medio (11A, 11') de recepción y de reparto de metal líquido dispuesto apoyado sobre el extremo superior del noyo.
12. Dispositivo de moldeo según la reivindicación 11, caracterizado porque el medio (11A) de recepción y de reparto del metal líquido es un repartidor (12) en forma de cubeta que comprende al menos un canal (13) de evacuación que
desemboca en la cavidad de moldeo (3A) .
13. Dispositivo de moldeo (1) según la reivindicación 11, caracterizado porque el medio (11') de recepción y de reparto del metal líquido es un cono (110) de material refractario cuya punta está adaptada para recibir el primer chorro de acero líquido.
Patentes similares o relacionadas:
"DISPOSITIVO DE FABRICACION DE UN LINGOTE HUECO DE ACERO", del 3 de Abril de 1984, de CREUSOT-LOIRE: DISPOSITIVO PARA LA FABRICACION DE LINGOTES HUECOS DE ACERO.CONSTA DE UNA LINGOTERA COLOCADA SOBRE LA BASE DE FUENTE , A TRAVES DE LA CUAL LLEGA […]
PROCEDIMIENTO DE FABRICACION DE UN LINGOTE HUECO DE ACERO., del 31 de Enero de 1984, de CREUSOT-LOIRE: PROCEDIMIENTO PARA LA FABRICACION DE UN LINGOTE HUECO DE ACERO, EN PARTICULAR PARA COLAR GRANDES LINGOTES HUECOS UTILIZADOS LUEGO COMO PIEZAS SEMIACABADAS PARA FORJAR PIEZAS […]
UN DISPOSITIVO PARA LA FABRICACION DE LINGOTES METALICOS HUECOS., del 1 de Enero de 1980, de INSTITUT ELEKTROSVARKI IMENI E.O. PATONA: Un dispositivo para la fabricación de lingotes metálicos huecos por refusión bajo escoria conductora de electricidad de un electrodo consumible en un cristalizador […]
UN PROCEDIMIENTO DE FABRICACION DE LINGOTES METALICOS HUECOS, del 16 de Octubre de 1979, de INSTITUT ELEKTROSVARKI IMENI E.O. PATONA: Un procedimiento de fabricación de lingotes metálicos huecos por refusión bajo escoria conductora de electricidad de un electrodo consumible en un cristalizador […]