Dispositivo y procedimiento para fabricar calzado dotado de suela con puntera.
La invención describe un dispositivo, y procedimiento, para fabricar calzado de suela con puntera,
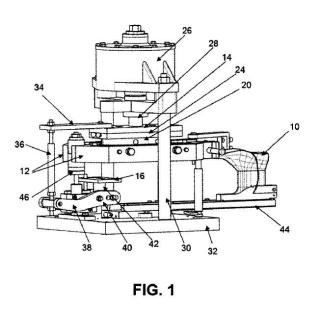
que comprende una horma; medios de moldeo laterales, de suela y puntera; medios de calentamiento de medios de moldeo; un único cilindro para desplazar medios de moldeo de suela sobre la horma; medios de accionamiento del cilindro; medios de desplazamiento de medios de moldeo laterales sobre la horma; y medios de desplazamiento de medios de moldeo de puntera sobre la horma constituidos por un mecanismo de transmisión que comprende un árbol conectado por un primer extremo al cilindro, transmitiéndose el movimiento del cilindro al árbol; un balancín conectado por un primer extremo al segundo extremo del árbol, pivotando el balancín alrededor de un eje intermedio, moviéndose el segundo extremo del balancín en sentido inverso al primero; y un eslabón conectado al segundo extremo del balancín transmitiéndose su movimiento a medios de moldeo de puntera.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201300579.
Solicitante: TALLERES CORBLAN,S.A.
Nacionalidad solicitante: España.
Inventor/es: BLANCO NAVARIDAS,Óscar.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
B29D35/06TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 35/00 Fabricación de calzado. › con suelas o tacones formados y unidos sobre empeines preformados utilizando una técnica de moldeo, p. ej. moldeo por inyección, prensado y vulcanización.
Fragmento de la descripción:
DISPOSITIVO Y PROCEDIMIENTO PARA FABRICAR CALZADO DOTADO DE SUELA CON PUNTERA Campo de la invencien 5 La presente invencion se refiere de manera general al campo de la fabricacion de calzado. Mas concretamente, la presente invencion da a conocer un dispositivo para fabricar calzado del tipo dotado de suela con puntera, asi como un procedimiento para fabricar calzado de este tipo. 10 Antecedentes de la invencion Desde hace tiempo se conocen en la tecnica dispositivos y procedimientos para fabricar calzado, concretamente calzado del tipo que comprende un cuerpo principal (por ejemplo, de 15 material tejido) y una suela generalmente de goma o caucho, asi coma una puntera de refuerzo del mismo material que la suela y unida a esta Ultima. SegUn la tecnica anterior, la fabricacion de este tipo de calzado se realiza de manera clasica colocando el cuerpo 20 principal de calzado (tambien conocido coma quot;cortequot;) en un molde de una primera maquina, en la cual se le aplica la suela de goma. Posteriormente, se lleva el carte de calzado con la suela incorporada a un molde de una segunda maquina en la cual se realiza la colocacion de una puntera, generalmente 25 vulcanizada de manera previa. Este sistema de fabricacion presenta el inconveniente principal de que se necesitan dos maquinas distintas: una para la colocacion de la suela y otra para la colocacion de la puntera. Esto conlleva costes adicionales en la produccion 30 debidos a la propia adquisicion de dos maquinas distintas, a la necesidad de espacio disponible adicional para instalar ambas maquinas, a los gastos de alimentaciOn (electrica, neumatica, ...) de las maquinas, gastos de mantenimiento de las maquinas y tiempo de fabricaciOn del calzado. Para solucionar estos problemas, se conoce en la tecnica 5 anterior la fabricación de calzado dotado de suela con puntera de refuerzo mediante un procedimiento que incluye el uso de una Unica maquina dotada de dos pistones que actUan sobre dos mecanismos distintos. Un primer piston actua sobre un mecanismo que realiza la colocacion de la puntera de 10 refuerzo, mientras que un segundo piston actua sobre un mecanismo que realiza la colocacion de la suela. Asi, segun este procedimiento, debe realizarse una primera etapa de accionamiento del primer piston mediante la cual se aplica un molde contra la zona de puntera del corte de calzado, seguida 15 por una segunda etapa de accionamiento del segundo piston mediante la cual se aplica un molde contra la zona de suela del corte de calzado. Este procedimiento soluciona en parte algunos de los inconvenientes anteriormente mencionados, ya que se reduce el 20 espacio disponible necesario para la fabricaciOn de calzado (al incorporar las dos maquinas en una sola) asi como tambien se reduce parcialmente el tiempo de fabricaciOn (al no necesitar transportar el corte de calzado de una maquina a otra) . Sin embargo, sigue presentando ciertos inconvenientes 25 que afectan al rendimiento y a los costes derivados de la fabricaciOn de calzado. Por un lado, sigue necesitandose alimentar dos pistones distintos, como en la tecnica anterior, lo cual supone costes de alimentaciOn de los mismos. Ademas, se requieren intervenciones de mantenimiento 30 (tanto preventivo como de reparaciOn) sobre ambos pistones, intervenciones que implican una parada temporal de la maquina y por tanto influyen sabre el rendimiento de fabricacion. Par Ultimo, se necesitan dos etapas independientes de accionamiento de cada uno de los pistones, cada una de las cuales aftade una cierta cantidad de tiempo necesario para la 5 fabricacion del calzado. For tanto, sigue existiendo en la tecnica la necesidad de un dispositivo y procedimiento que superen, al menos parcialmente, los inconvenientes anteriormente mencionados. Concretamente, seria deseable disponer de un dispositivo para 10 fabricar calzado dotado de suela con puntera que requiera menos intervenciones de mantenimiento y ocasione menos gastos de alimentacion. Asimismo, seria deseable disponer de un procedimiento para fabricar calzado dotado de suela con puntera que permita fabricar dicho calzado de una manera mds 15 rdpida. Sumario de la invencion La presente invencion resuelve los problemas mencionados de la tecnica anterior dando a conocer un dispositivo y 20 procedimiento para fabricar calzado que permiten la fabricacion de calzado dotado de suela can puntera en un numero reducido de etapas, y con un numero reducido de elementos. Concretamente, segUn un primer aspecto, la presente 25 invencion da a conocer un dispositivo para fabricar calzado del tipo dotado de suela can puntera. El dispositivo de la presente invencion comprende: - una horma para la colocacion de un carte de calzado; - medios de moldeo laterales, de suela y de puntera; 30 - medios de calentamiento de los medios de moldeo; - un Unica cilindro, alimentado par un circuito de alimentacion, conectado el cilindro a los medics de moldeo de suela para proporcionar el desplazamiento de los mismos sobre una zona de suela de la horma; - unos medics de accionamiento del cilindro; 5 - unos medics de desplazamiento de los medics de moldeo laterales para proporcionar el cierre de los mismos alrededor de la henna; y - unos medics de desplazamiento de los medics de moldeo de puntera sobre una zona de puntera de la horma; 10 El dispositivo de la presente invencion se caracteriza per que los medics de desplazamiento de los medics de moldeo de puntera estan constituidos per un mecanismo de transmision que transmite el movimiento del cilindro anteriormente mencionado al elemento porta-molde de puntera, de mode que un 15 Unico cilindro proporciona el desplazamiento tanto del elemento porta-molde de suela come del elemento porta-molde de puntera. El mecanismo de transmisiOn comprende: - un arbol conectado per un primer extreme, a traves de al menos una pieza de union, al cilindro, de mode que 20 se transmite el movimiento del cilindro a dicho arbol; - un balancin conectado per un primer extreme al segundo extreme del arbol, pudiendo el balancin pivotar alrededor de un eje intermedio, de mode que 25 el segundo extreme del balancin experimenta un movimiento en sentido inverse al del primer extreme del balancin; y - un eslabon conectado al segundo extreme del balancin, el cual transmite el movimiento del segundo extreme 30 del balancin directamente a los medics de moldeo de puntera. Par tanto, el accionamiento de un Unico cilindro provoca automdticamente el desplazamiento simultAneo tanto de los medios de moldeo de suela, directamente conectado al cilindro, coma de los medios de moldeo de puntera (a traves 5 de al menos una pieza de union, Arbol, balancin pivotante y eslabon) . Ademas, tal coma se verd can mds detalle a continuacion en el presente documento, la presencia del balancin pivotante hace que el movimiento transmitido a los medios de moldeo de suela (directamente conectado al 10 cilindro) sea en sentido inverso al transmitido a los medios de moldeo de puntera (a traves del balancin pivotante) . Segun un segundo aspecto, la presente invencion tambien da a conocer un procedimiento para fabricar calzado del tipo dotado de suela can puntera. El procedimiento de la invencion 15 comprende las etapas de: accionar unos medios de calentamiento de unos medios de moldeo; colocar un carte de calzado sabre una horma; colocar material de suela alrededor del contorno de 20 la suela, en la zona de puntera y en la zona de suela del carte de calzado; cerrar unos medios de moldeo laterales precalentados, dicho cierre se puede realizar de forma manual o automatizada; 25 accionar un circuito de alimentacion para desplazar automatica y simultaneamente, mediante un Unico cilindro, unos medios de moldeo de suela sabre la zona de suela del carte y unos medios de moldeo de puntera sabre la zona de puntera del carte; 30 esperar un tiempo suficiente para el vulcanizado del material de suela; - alejar los diversos medios de moldeo de la horma; y - extraer de la horma el carte de calzado can suela y puntera incorporadas. Par tanto, la invenciOn proporciona un procedimiento de 5 fabricacion de calzado rads rapid° y eficaz que el conocido en la tecnica anterior, ya que tan solo requiere una etapa para desplazar simultdneamente los medios de moldeo de suela y los medios de moldeo de puntera. El dispositivo y el procedimiento de la presente 10 invencion proporcionan varias ventajas can respecto a la tecnica anterior, tales coma par ejemplo un menor consumo de aire comprimido al emplearse un Unica cilindro, lo cual repercute en un menor coste de fabricaciOn del calzado. El dispositivo de la invencion tambien proporciona la ventaja de 15 ocupar un menor espacio que el de la tecnica anterior, al presentar un Unico cilindro en lugar de dos. Dada que el acoplamiento de los medios de moldeo de puntera y los medios de moldeo de suela se realiza de manera simultemea mediante un Unico cilindro, se reducen los esfuerzos de fatiga 20 experimentados par el...
Reivindicaciones:
1. Dispositivo para fabricar calzado del tipo dotado de suela con puntera, comprendiendo el dispositivo: una horma (10) para la colocacion de un corte de 5 calzado; medics de moldeo laterales, de suela y de puntera; medics de calentamiento de los medics de moldeo; un Unico cilindro (26) , alimentado per un circuito de alimentacion, conectado dicho cilindro a los medics 10 de moldeo de suela para proporcionar el desplazamiento de los mismos sobre una zona de suela de la horma (10) ; unos medics de accionamiento del cilindro (26) ; unos medics de desplazamiento de los medios de moldeo 15 laterales para proporcionar el cierre de los mismos alrededor de la horma (10) ; y unos medics de desplazamiento de los medios de moldeo de puntera sobre una zona de puntera de la horma (10) ; 20 caracterizado por que los medics de desplazamiento de los medics de moldeo de puntera estAn constituidos per un mecanismo de transmision del movimiento del cilindro (26) a los medics de moldeo de puntera, que comprende: 25 un Arbol (36) conectado per un primer extreme, a traves de al menos una pieza de union (34) , al cilindro (26) , de mode que se transmite el movimiento del cilindro (26) a dicho Arbol (36) ; un balancin (38) conectado per un primer extremo 30 al segundo extreme del Arbol (36) , pudiendo el balancin (38) pivotar alrededor de un eje intermedio (40) , de modo que el segundo extremo del balancin (38) experimenta un movimiento en sentido inverso al del primer extremo del balancin (38) ; .
5. un eslabon (42) conectado al segundo extremo del balancin (38) , el cual transmite el movimiento del segundo extremo del balancin (38) directamente a los medios de moldeo de puntera; de modo que el accionamiento de un Unico cilindro (26) 10 provoca autometicamente el desplazamiento simultAneo tanto de los medios de moldeo de suela como de los medios de moldeo de puntera. 2. Dispositivo segun la reivindicacion anterior, caracterizado por que comprende ademAs una varilla de 15 guiado vertical (58) , que se introduce en un orificio dispuesto en los medios de moldeo de puntera, manteniendo asi una posicion esencialmente horizontal de los medios de moldeo de puntera durante su desplazamiento proporcionado por el balancin (38) . 20 3. Dispositivo segun cualquiera de las reivindicaciones anteriores, caracterizado por que los medios de calentamiento de los medios de moldeo consisten en un circuito electrico que comprende resistencias electricas laterales (22) , de suela (24) y de puntera proximas a 25 cada uno de los medios de moldeo para aumentar la temperatura de los mismos. 4. Dispositivo segUn la reivindicacion 3, caracterizado por que comprende medios de accionamiento del circuito electric°. 30 5. Dispositivo segun la reivindicacion 4, caracterizado por que dichos medios de accionamiento del circuito el6ctrico comprenden un termostato para controlar una temperatura de trabajo en los medios de moldeo. 6. Dispositivo segun cualquiera de las reivindicaciones anteriores, caracterizado por que los medios de moldeo 5 consisten en elementos porta-moldes adecuados para alojar moldes recambiables, comprendiendo dichos medios de moldeo: - elementos porta-moldes laterales (12) ; - elemento porta-molde de suela (14) ; .
10. elemento porta-molde de puntera (16) . 7. Dispositivo segan cualquiera de las reivindicaciones 1 a 5, caracterizado por que los medios de moldeo consisten en moldes fijos no recambiables laterales (18) , de suela (20) y de puntera. 15 8. Dispositivo segun cualquiera de las reivindicaciones anteriores, caracterizado por que comprende ademas un carril de desplazamiento (44) sobre el que esta montada la horma (10) , pudiendo desplazarse la horma (10) sobre dicho carril (44) entre una posicion exterior y una 20 posicion interior en la que se aplican los medios de moldeo sobre la horma (10) . 9. Dispositivo segun cualquiera de las reivindicaciones anteriores, caracterizado por que la horma (10) esta dispuesta con una zona de suela hacia arriba. 25 10. Dispositivo segon cualquiera de las reivindicaciones anteriores, caracterizado por que el cilindro (26) es de simple efecto. 11. Dispositivo segUn cualquiera de las reivindicaciones 1 a 9, caracterizado por que el cilindro (26) es de doble 30 efecto. 12. Dispositivo segUn cualquiera de las reivindicaciones anteriores, caracterizado par que el cilindro (26) es de tipo hidraulico, neumdtico o similar. 13. Procedimiento para fabricar calzado del tipo dotado de suela can puntera, que comprende las etapas de.
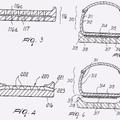
5. accionar unos medios de calentamiento de unos medios de moldeo; colocar un carte de calzado sobre una horma; colocar material de suela alrededor del contorno de la suela, en la zona de puntera y en la zona de suela 10 del carte de calzado; cerrar unos medics de moldeo laterales precalentados; accionar un circuito de alimentacion para desplazar automdtica y simultaneamente, mediante un Unico cilindro, unos medios de moldeo de suela sabre la 15 zona de suela del carte y unos medios de moldeo de puntera sabre la zona de puntera del carte; esperar un tiempo suficiente pan el vulcanizado del material de suela; alejar los diversos medics de moldeo de la horma; y 20 extraer el carte de calzado can suela y puntera incorporadas de la horma. 14. Procedimiento sequn la reivindicacion 13, caracterizado par que comprende una etapa inicial de colocar moldes recambiables en elementos porta-moldes para constituir 25 los medios de moldeo. 15. Procedimiento sequn cualquiera de las reivindicaciones 13 y 14, caracterizado par que comprende la etapa adicional de desplazar la horma sabre un carril desde una posicion exterior en la que se coloca el carte sabre 30 la horma hasta una posicion interior en la que pueden cerrarse los moldes sabre la horma. FIG. 1 10 FIG. 2 38 34 FIG. 3 FIG. 4
Patentes similares o relacionadas:
Artículo de calzado y método para formar el artículo, del 15 de Mayo de 2019, de ECCO SKO A/S: Un artículo de calzado que comprende una pala , dicho artículo de calzado provisto de una suela interior , dicho pala y suela […]
Procedimiento de fabricación de un calzado respirable, del 28 de Septiembre de 2016, de GEOX S.P.A.: Procedimiento para la fabricación de un calzado respirable que consta de las etapas de formar un conjunto unitario de pala que incluye una membrana (10; 310; 11; […]
Procedimiento y molde para fabricación de calzado y calzado así obtenido, del 11 de Mayo de 2016, de DESARROLLO INTEGRAL DEL MOLDE, S.L: La presente invención consiste en un procedimiento de inyección en el que se inyecta un material que sirve de unión entre el corte y la suela del calzado, el […]
Procedimiento de fabricación de un calzado respirable, del 16 de Marzo de 2016, de GEOX S.P.A.: Procedimiento para la fabricación de un calzado respirable que consiste en una primera etapa de formación de un conjunto unitario de pala que incluye una membrana […]
Procedimiento para fabricar un zapato, del 7 de Enero de 2015, de PUMA SE (100.0%): Procedimiento para fabricar un zapato , en particular un zapato deportivo, con una parte superior de zapato y una entresuela dispuesta adyacentemente a la parte superior […]
Calzado ligero y procedimiento de fabricación del mismo, del 2 de Septiembre de 2014, de LABORA LORIZ, María Pilar: Calzado ligero, que comprende un corte y una suela , disponiéndose entre ambos una base de cierre inferior del corte , la cual se compone […]
Procedimiento de fabricación de zapatos empleando un apresto multifuncional, del 1 de Enero de 2014, de HENKEL AG & CO. KGAA: Un método de fabricación de un zapato empleando un apresto multifuncional, que consta de los pasos siguientes:recubrir una suela externa de caucho fabricada […]
CALZADO QUE PRESENTA UNA SUELA Y UNA PALA RESPIRABLES E IMPERMEABLES, del 22 de Febrero de 2012, de GEOX S.P.A.: Calzado provisto de una suela y una pala respirables e impermeables, que comprende una suela respirable e impermeable y un conjunto , […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Procedimiento de fabricación de un calzado respirable, del 16 de Marzo de 2016, de GEOX S.P.A.: Procedimiento para la fabricación de un calzado respirable que consiste en una primera etapa de formación de un conjunto unitario de pala que incluye una membrana […]
Procedimiento de fabricación de un calzado respirable, del 16 de Marzo de 2016, de GEOX S.P.A.: Procedimiento para la fabricación de un calzado respirable que consiste en una primera etapa de formación de un conjunto unitario de pala que incluye una membrana […] Calzado ligero y procedimiento de fabricación del mismo, del 2 de Septiembre de 2014, de LABORA LORIZ, María Pilar: Calzado ligero, que comprende un corte y una suela , disponiéndose entre ambos una base de cierre inferior del corte , la cual se compone […]
Calzado ligero y procedimiento de fabricación del mismo, del 2 de Septiembre de 2014, de LABORA LORIZ, María Pilar: Calzado ligero, que comprende un corte y una suela , disponiéndose entre ambos una base de cierre inferior del corte , la cual se compone […]