Procedimiento para la fabricación de calzado impermeable al agua y permeable al vapor.
Procedimiento (100) para proporcionar un calzado impermeable al agua y permeable al vapor (10),
que consisteen
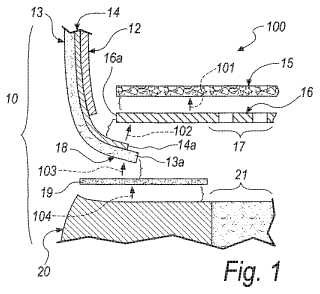
- construir un conjunto de calzado superior, compuesto por lo menos por un forro permeable al vapor (12), unapala permeable al vapor (13), y una membrana de la pala impermeable al agua y permeable al vapor (14),dispuesta entre ellos,
- fijar (101) a una plantilla de montaje permeable al vapor (15) una primera junta (16) realizada en materialimpermeable al agua, que presenta por lo menos una parte permeable al vapor o perforada (17),
- montar previamente (102), comprendiendo la asociación de los márgenes de montaje (18) de dicho conjunto decalzado superior con dicha primera junta (16), por lo menos de forma predominante según la construcciónconocida como montaje "AGO", con el fin de obtener un conjunto de pala (11) de dicho calzado (10),
- sellar (103) dichos márgenes de montaje (18) a dicha primera junta (16) mediante una segunda junta (19), quecomprende la adhesión de dicha segunda junta (16) para puentear dichos márgenes de montaje (18) y dichaprimera junta (16),
- montar (104), comprendiendo la conexión de una suela (20) a dicho conjunto de pala (11) mediante por lo menosla adhesión, con el fin de proporcionar un sellado impermeable al agua, de material que compone dicha suela(20) con dicha segunda junta (19).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09425138.
Solicitante: GEOX S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA FELTRINA CENTRO, 16 31044 MONTEBELLUNA LOCALITÀ BIADENE (TREVISO) ITALIA.
Inventor/es: POLEGATO MORETTI, MARIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A43B7/08 NECESIDADES CORRIENTES DE LA VIDA. › A43 CALZADOS. › A43B ELEMENTOS CARACTERISTICOS DEL CALZADO; PARTES CONSTITUTIVAS DEL CALZADO. › A43B 7/00 Calzados con dispositivos medicinales o higiénicos. › Calzados con orificios de aireación, con o sin cierres.
- A43B7/12 A43B 7/00 […] › Calzados impermeables especiales (chanclos A43B 3/16).
- A43B9/12 A43B […] › A43B 9/00 Calzados caracterizados por la forma del ensamblaje de sus diferentes partes. › Calzados pegados o soldados.
- A43D8/34 A43 […] › A43D MAQUINAS, HERRAMIENTAS, EQUIPOS O PROCEDIMIENTOS PARA LA FABRICACION O LA REPARACION DEL CALZADO (costura D05B). › A43D 8/00 Máquinas para cortar, decorar, marcar u otro tipo de trabajo de las piezas desbastadas del calzado (máquinas de montaje o ahormado A43D 9/00 - A43D 23/00; máquinas para la fabricación o fijación de suelas, tacones o visas A43D 25/00 - A43D 83/00). › Pulimento (A43D 8/48 tiene prioridad).
- B29D35/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 35/00 Fabricación de calzado. › con suelas o tacones formados y unidos sobre empeines preformados utilizando una técnica de moldeo, p. ej. moldeo por inyección, prensado y vulcanización.
PDF original: ES-2391874_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de calzado impermeable al agua y permeable al vapor.
La presente invención se refiere a un procedimiento para la fabricación de un calzado impermeable al agua y permeable al vapor, proporcionado de forma predominante mediante el procedimiento de trabajo conocido como montaje “AGO”.
Es sabido que la comodidad de un calzado está relacionada no solamente con sus propiedades anatómicas de encajar el pie, sino asimismo con su capacidad de disipar hacia el exterior el vapor de agua que se forma en el interior del calzado debido a la transpiración.
Por esta razón, desde hace años se conocen los calzados impermeables al agua con una pala acoplada a un forro laminado con una membrana impermeable al agua y no permeable.
La expresión “impermeable al agua y permeable al vapor” se refiere en general a las características de estanqueidad al agua en estado líquido en combinación con la permeabilidad al vapor de agua.
La parte del pie que conocida por presentar el mayor efecto de transpiración es la suela, y el sudor que ésta genera satura el aire con humedad y en la mayor parte se condensa, estancando en el lecho del pie.
Únicamente una parte de la humedad producida en el sudor se difusa a los lados de la pala y sale a través de ellos si son permeables al vapor.
Con el fin de permitir una disipación fácil del sudor que tiende a acumularse en la zona plantar, actualmente son conocidos unos calzados que comprenden diferentes tipos de suelas de caucho que son impermeables al agua en estado líquido y son permeables al vapor de agua y se consiguen mediante una membrana permeable al vapor e impermeable al agua, que está sellada al cuerpo de la suela con el fin de recubrir las aberturas pasantes de la misma.
Desde hace mucho tiempo en el campo de la fabricación del calzado, se conoce el procedimiento de fabricación conocido comúnmente como montaje "AGO" que permite, mediante una operación que se denomina premontaje, tirar del montaje de la parte superior del calzado y colocarlo en la horma, doblando sus bordes inferiores, denominados márgenes de montaje, bajo una plantilla, a la que están encolados en el perímetro, con el fin de interponerse parcialmente entre dicha plantilla y la suela que se subirá sobre ella.
Montar la suela consiste en unir la suela a la parte superior del calzado, mediante la cola o la inyección directa en un molde.
La construcción denominada montaje "AGO" se utiliza en general para el calzado del tipo clasificado generalmente como clásico o elegante.
El hecho de estirar la pala y el forro sobre la horma permite hacer que se adhieran a ella con precisión, consiguiendo una formación eficaz.
La plantilla de montaje está realizada en un material flexible que, sin embargo, presenta suficiente estructura para no experimentar deformación debido a la tracción aplicada a ella por los márgenes de montaje que le son aplicados con cola durante el premontaje.
Actualmente es conocido que incluso cuando el montaje del calzado superior dispone de una membrana impermeable al agua y permeable al vapor, entre la capa exterior de la pala y el forro interior sin refuerzos adicionales, existe entonces una falta substancialmente completa de la impermeabilidad.
La construcción de montaje "AGO", en la manera en la que se realiza actualmente, de hecho permite la penetración de agua hacia la parte interior del calzado a través de la capa exterior de la pala y a través de la plantilla.
Una necesidad particularmente evidente en la fabricación del calzado con una membrana impermeable al agua y permeable al vapor, en el montaje del calzado superior, consiste en conseguir un sellado eficaz de las zonas de unión entre la plantilla de montaje, el forro laminado con la membrana de la pala, la pala y la suela, con el fin de evitar incluso la más mínima infiltración de agua desde el exterior.
De hecho, resulta particularmente difícil sellar la suela a dicha membrana, dado que en la denominada construcción tipo montaje "AGO", la parte inferior del calzado no es liso y plano, tal y como ocurre por ejemplo en el caso de la construcción tipo “Strobel”, en la que los bordes de la plantilla se cosen a los bordes de la pala o del forro laminado con la membrana, pero los márgenes de premontaje de la pala están superpuestos sobre la plantilla de montaje, creando irregularidades a lo largo de su perímetro.
En particular, los pliegues producidos como consecuencia del montaje de los dedos y el talón de la pala sobre la plantilla de montaje constituyen unos auténticos canales para la infiltración de agua.
Sin embargo, no es posible retirar estas protuberancias mediante la operación común de desbaste de la pala con cepillos de acero, dado que dicha operación podría dañar la membrana impermeable al agua y permeable al vapor entre la pala y el forro.
Como consecuencia de ello, tal y como se describe por ejemplo en la solicitud de patente WO9316612, desde hace años se ha estudiado un calzado que dispone de una plantilla impermeable al agua y permeable al vapor que comprende una membrana impermeable al agua y permeable al vapor con la que los márgenes de montaje de un forro laminado con una membrana impermeable al agua y permeable al vapor están asociados mediante una primera operación de premontaje.
La zona de unión entre el forro con la membrana y la plantilla está sellado mediante una cinta de sellado adhesiva.
A continuación los márgenes de montaje de la capa exterior de la pala están asociados, mediante una segunda operación de premontaje, a la plantilla impermeable al agua y permeable al vapor.
Este procedimiento de fabricación no está libre de aspectos que se pueden mejorar, dado que el agua absorbida por la capa exterior de la pala y que pasa por acción capilar en su interior puede estancarse debajo de la plantilla impermeable al agua.
Además, esta construcción adolece de un inconveniente adicional si se utiliza una suela dotada de aberturas, dado que el agua podría entrar a través de dichas aberturas y humedecer los márgenes de premontaje de la pala, impregnándola y por lo tanto llegando a la zona donde se introduce el pie.
Además, el uso de una membrana impermeable al agua y permeable al vapor que recubre toda la superficie de la plantilla, si la superficie permeable al vapor de la suela no se extiende en todo su sentido longitudinal, resulta inútil y muy caro.
Una alternativa al uso de una plantilla impermeable al agua y permeable al vapor se describe en la patente US nº 5.426.869, en la que una capa impermeable al agua que actúa a modo de junta se proporciona mediante una tela de poliéster no tejida y revestida uniformemente en una de sus caras con una capa de adhesivo basado en policaprolactona.
Se utiliza esta junta impermeable al agua para llenar la zona comprendida en sentido transversal entre los márgenes de premontaje de forro o de la pala, si son impermeables al agua y permeables al vapor, y constituye una capa impermeable al agua entre la plantilla y la suela.
Dado que la junta está realizada en material impermeable al agua y permeable al vapor, esta construcción resulta no apta con una suela de caucho impermeable al agua en estado líquido y permeable al vapor de agua mediante unas zonas que están abiertas o perforadas, y están cubiertas y selladas con una membrana impermeable al agua y permeable al vapor.
Además, si la junta estuviera dotada de orificios en la zona de la suela que es permeable al vapor, con el fin de permitir el flujo hacia el exterior del vapor de agua que es generado por el sudor, los márgenes de montaje de la capa exterior de la pala, absorberían el agua por acción capilar, hacia la parte interior del calzado, y dicha agua migraría sobre la plantilla de hecho a través de los orificios practicados en la junta.
Una alternativa a estas soluciones consiste en utilizar un forro con una membrana impermeable al agua y permeable al vapor que está cerrada a modo de calcetín, para que envuelva el pie completamente.
En este caso, el procedimiento de fabricación supone aplicar una plantilla a la parte inferior del calcetín y los márgenes de montaje de la capa exterior de la pala se doblan y se encolan sobre dicha plantilla... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento (100) para proporcionar un calzado impermeable al agua y permeable al vapor (10) , que consiste en
- construir un conjunto de calzado superior, compuesto por lo menos por un forro permeable al vapor (12) , una pala permeable al vapor (13) , y una membrana de la pala impermeable al agua y permeable al vapor (14) , dispuesta entre ellos,
- fijar (101) a una plantilla de montaje permeable al vapor (15) una primera junta (16) realizada en material impermeable al agua, que presenta por lo menos una parte permeable al vapor o perforada (17) ,
- montar previamente (102) , comprendiendo la asociación de los márgenes de montaje (18) de dicho conjunto de calzado superior con dicha primera junta (16) , por lo menos de forma predominante según la construcción conocida como montaje "AGO", con el fin de obtener un conjunto de pala (11) de dicho calzado (10) ,
- sellar (103) dichos márgenes de montaje (18) a dicha primera junta (16) mediante una segunda junta (19) , que comprende la adhesión de dicha segunda junta (16) para puentear dichos márgenes de montaje (18) y dicha primera junta (16) ,
- montar (104) , comprendiendo la conexión de una suela (20) a dicho conjunto de pala (11) mediante por lo menos la adhesión, con el fin de proporcionar un sellado impermeable al agua, de material que compone dicha suela
(20) con dicha segunda junta (19) .
2. Procedimiento según la reivindicación 1, caracterizado porque por lo menos en una de dichas etapas destinadas a fijar (101) , montar previamente (102) y sellar (103) , se realiza el sellado impermeable al agua de dicho conjunto de pala (11) .
3. Procedimiento según la reivindicación 1, caracterizado porque dicha etapa destinada a construir un conjunto de calzado superior comprende la asociación de dicha membrana de la pala (14) con dicha pala (13) , de modo que no comprometa su permeabilidad al vapor, tal como mediante el encolado por puntos o similares.
4. Procedimiento según la reivindicación 1, caracterizado porque dicha etapa destinada a construir un conjunto de calzado superior comprende la asociación de dicha membrana de la pala (14) con dicho forro (12) , de modo que no comprometa su permeabilidad al vapor, tal como el encolado por puntos, laminación o similares.
5. Procedimiento según la reivindicación 1, caracterizado porque dicha etapa de fijación (101) comprende una operación para conectar, mediante encolado, calentamiento y prensado, dicha primera junta (16) , realizada en material polimérico impermeable al agua, a dicha plantilla de montaje (15) .
6. Procedimiento según la reivindicación 1, caracterizado porque dicha etapa de fijación (101) comprende una operación para encolar (105) por lo menos un inserto plantar impermeable al agua y permeable al vapor (22) a dicha primera junta (16) , realizada en material polimérico impermeable al agua, estando dispuesto dicho por lo menos un inserto plantar (22) entre dicha plantilla de montaje (15) y dicha primera junta (16) con el fin de recubrir, sellándola de forma impermeable al agua y permeable al vapor, dicha por lo menos una parte permeable al vapor o perforada
(17) de la misma.
7. Procedimiento según la reivindicación 6, caracterizado porque dicha operación de encolado (105) prevé el encolado, con el fin de formar un sellado impermeable al agua, de por lo menos el perímetro (23) de dicho por lo menos un inserto plantar impermeable al agua y permeable al vapor (22) por lo menos con una zona que rodea dicha por lo menos una parte permeable al vapor o perforada (17) .
8. Procedimiento según la reivindicación 6, caracterizado porque dicha operación de encolado (105) prevé la aplicación (106) de una película (24) de material polimérico termoplástico que proporciona un sellado perimétrico de dicho por lo menos un inserto plantar (22) , solapándose con su perímetro (23) , con dicha primera junta (16) , alrededor de dicha por lo menos una parte permeable al vapor o perforada (17) .
9. Procedimiento según la reivindicación 1, caracterizado porque dicha por lo menos una parte permeable al vapor
o perforada (17) de dicha primera junta (16) está realizada en material impermeable al agua y permeable al vapor.
10. Procedimiento según la reivindicación 9, caracterizado porque dicho material impermeable al agua y permeable al vapor se selecciona de entre politetrafluoroetileno expandido, poliuretano y similares.
11. Procedimiento según la reivindicación 1, caracterizado porque dicha etapa de premontaje (102) comprende doblar y encolar, con el fin de formar un sellado impermeable al agua, según la construcción conocida como montaje "AGO", debajo del borde perimétrico (16a) de dicha primera junta (16) , estando compuestos dichos márgenes de montaje (18) por el reborde inferior (14a) de dicha membrana de la pala (14) y el borde inferior (13a) de dicha pala (13) , con el fin de proporcionar un sellado impermeable al agua de dicha membrana de la pala (14) con dicha primera junta (16) .
12. Procedimiento según la reivindicación 1, caracterizado porque dicha etapa de premontaje (102) comprende un premontaje de forro (107) que consiste en doblar y encolar, por lo menos de forma predominante según la construcción conocida como montaje "AGO", debajo del borde perimétrico (16a) de dicha primera junta (16) , unos primeros márgenes de montaje (18a) de dichos márgenes de montaje (18) , compuestos por la aleta inferior (12a) de dicho forro (12) y del reborde inferior (14a) de dicha membrana de la pala (14) .
13. Procedimiento según la reivindicación 12, caracterizado porque dicho premontaje de forro (107) consiste en doblar y encolar, con el fin de proporcionar un sellado impermeable al agua, por lo menos de forma predominante según la construcción conocida como montaje "AGO", debajo del borde perimétrico (16a) de dicha primera junta (16) , unos primeros márgenes de montaje (18a) de dichos márgenes de montaje (18) , compuestos por la aleta inferior (12a) de dicho forro (12) y del reborde inferior (14a) de dicha membrana de la pala (14) , para proporcionar el sellado impermeable al agua de dicha membrana de la pala (14) con dicha primera junta (16) .
14. Procedimiento según la reivindicación 1, caracterizado porque dicha etapa de premontaje comprende un premontaje de forro que consiste en coser, según la construcción conocida como “Strobel”, los primeros márgenes de montaje (18a) de los márgenes de montaje (18) , que están compuestos por la aleta inferior (12a) del forro (12) y del reborde inferior (14a) de la membrana de la pala (14) , que están unidas de forma bastante coincidente, a la zona perimétrica (15a) y al borde perimétrico (16a) , respectivamente de la plantilla de montaje (15) y de la primera junta (16) .
15. Procedimiento según la reivindicación 12, caracterizado porque dicho premontaje de forro (107) está precedido de un rebajado (109) de dicha aleta inferior (12a) , para dejar expuesto dicho reborde inferior (14a) al que está unido, estando expuesto dicho reborde inferior (14a) a través de dicha aleta inferior (12a) para su encolado, con el fin de proporcionar un sellado con dicha primera junta (16) durante dicho premontaje de forro (107) .
16. Procedimiento según la reivindicación 12, caracterizado porque dicha etapa de premontaje (102) comprende un premontaje de la pala (109) , que consiste en doblar y encolar, según la construcción conocida como montaje "AGO" los segundos márgenes de montaje (18b) de dichos márgenes de montaje (18) , que están compuestos por el borde inferior (13a) de dicha pala (13) , debajo del borde perimétrico (16a) de dicha primera junta (16) , recubriendo por lo menos parcialmente dicho reborde inferior (14a) , el cual, unido a dicha aleta inferior (12a) , recubre dicho borde perimétrico (16a) .
17. Procedimiento según la reivindicación 16, caracterizado porque en dicho premontaje de la pala (109) dicho borde inferior (13a) de dicha pala (13) , que está doblado y encolado sobre dicho reborde inferior (14a) , deja expuesta una parte extrema (25) del mismo.
18. Procedimiento según la reivindicación 12, caracterizado porque dicha etapa de premontaje (102) comprende
- un presellado, que consiste en sellar el reborde inferior (14a) con dicha primera junta (16) , que comprende la aplicación (110) , para puentearlos, de una junta auxiliar (26) realizada en material polimérico termoplástico de sellado,
- un premontaje de la pala (109) , que consiste en doblar y encolar, por lo menos de manera predominante, según la construcción conocida como montaje "AGO", unos segundos márgenes de montaje (18b) de dichos márgenes de montaje (18) , compuestos por el borde inferior (13a) de dicha pala (13) , debajo del borde perimétrico (16a) de la primera junta (16) , que recubre por lo menos parcialmente la junta auxiliar (26) que se solapa con dicho reborde inferior (14a) .
19. Procedimiento según la reivindicación 14, caracterizado porque dicha etapa de premontaje (102) comprende
- un presellado, que consiste en sellar el reborde inferior (14a) con dicha primera junta (16) , que comprende la aplicación (110) , para puentearlos, de una junta auxiliar (26) realizada en material polimérico termoplástico de sellado,
- un premontaje de la pala, que consiste en doblar y encolar, por lo menos de manera predominante, según la construcción conocida como montaje "AGO", unos segundos márgenes de montaje (18b) de dichos márgenes de montaje (18) , compuestos por el borde inferior (13a) de dicha pala (13) , debajo del borde perimétrico (16a) de dicha primera junta (16) , que recubre por lo menos parcialmente dicha junta auxiliar (26) cosida a dicho reborde inferior (14a) .
20. Procedimiento según la reivindicación 1, caracterizado porque dicha etapa de premontaje (102) comprende un premontaje de forro (107) , que consiste en doblar y encolar, según la construcción conocida como montaje "AGO", debajo de la zona perimétrica (15a) de dicha plantilla de montaje (15) , unos primeros márgenes de montaje (18a) de dichos márgenes de montaje (18) compuestos por la aleta inferior (12a) de dicho forro (12) y por el reborde inferior (14a) de dicha membrana de la pala (14) .
21. Procedimiento según la reivindicación 1, caracterizado porque dicha etapa de premontaje comprende un premontaje de forro, que consiste en coser, según la construcción conocida como “Strobel”, a la zona perimétrica (15a) de dicha plantilla de montaje (15) , unos primeros márgenes de montaje (18a) de dichos márgenes de montaje
(18) compuestos por la aleta inferior (12a) de dicho forro (12) y por el reborde inferior (14a) de dicha membrana de la pala (14) .
22. Procedimiento según la reivindicación 20, caracterizado porque dicha etapa de premontaje (102) comprende un premontaje de la pala (109) , que sigue a dicho premontaje de forro (107) y que consiste en doblar y encolar, según la construcción conocida como montaje "AGO", los segundos márgenes de montaje (18b) de dichos márgenes de montaje (18) , compuestos por el borde inferior (13a) de dicha pala (13) , debajo del borde perimétrico (16a) de dicha primera junta (16) , solapándose dicho borde perimétrico (16a) con dicho reborde inferior (14a) .
23. Procedimiento según la reivindicación 1, caracterizado porque dicha segunda junta (19) comprende una película impermeable al agua de adhesivo termoplástico aplicado en caliente, comprendiendo dicha etapa de sellado (103) la adhesión, con el fin de formar un sellado impermeable al agua, de dicha película impermeable al agua para puentear dichos márgenes de montaje (18) de dicha primera junta (16) .
24. Procedimiento según la reivindicación 23, caracterizado porque dicha etapa para la construcción de un conjunto de calzado superior comprende
- la conexión de un elemento de sellado (27) a dicho borde inferior (13a) , para que se extienda desde el mismo,
- la unión posterior de dicha membrana de la pala (14) a dicha pala (13) y a dicho elemento de sellado (27) , que recubre de forma impermeable al agua la zona destinada a la conexión de dicho elemento de sellado (27) a dicho borde inferior (13a) .
25. Procedimiento según la reivindicación 24, caracterizado porque dicho elemento de sellado (27) está realizado en un material polimérico impermeable al agua y termoactivable, comprendiendo dicha etapa de sellado (103) la fusión de dicho elemento de sellado (27) para su adhesión, con el fin de formar un sellado impermeable al agua, con dicho reborde inferior (14a) de dicha membrana de la pala (14) .
26. Procedimiento según la reivindicación 24, caracterizado porque dicho elemento de sellado (27) está realizado en un material permeable a dicho material de sellado, comprendiendo dicha etapa de sellado (103) la permeación a través de dicho elemento de sellado del material que constituye dicha segunda junta (19) , que se agarra, con el fin de formar un sellado impermeable al agua, a dicho reborde inferior (14a) .
27. Procedimiento según la reivindicación 17, caracterizado porque dicha segunda junta (19) comprende una película impermeable al agua de adhesivo termoplástico aplicado en caliente, comprendiendo dicha etapa de sellado
(103) la adhesión, con el fin de formar un sellado impermeable al agua, de dicha película impermeable al agua para puentear dichos márgenes de montaje (18) y dicha primera junta (16) , para sellar dicho reborde inferior (14a) contra la entrada de agua en el mismo, adhiriéndolo a dicha parte extrema (25) .
28. Procedimiento según la reivindicación 18, caracterizado porque dicha segunda junta (19) comprende una película impermeable al agua de adhesivo termoplástico aplicado en caliente, realizada en un material seleccionado de entre poliuretano, poliéster, poliamida o poliolefinas, comprendiendo dicha etapa de sellado (103) la adhesión, con el fin de formar un sellado impermeable al agua, de dicha película impermeable al agua para puentear dicho borde inferior (13a) y dicha junta auxiliar (26) .
29. Procedimiento según la reivindicación 22, caracterizado porque dicha segunda junta (19) comprende una película impermeable al agua de adhesivo termoplástico aplicado en caliente, comprendiendo dicha etapa de sellado
(103) la adhesión, con el fin de formar un sellado impermeable al agua, de dicha película impermeable al agua para puentear dicho borde inferior (13a) y dicho borde perimétrico (16a) de dicha primera junta (16) .
30. Procedimiento según la reivindicación 1, caracterizado porque dicha etapa de montaje (104) comprende el encolado de dicha suela (20) a dicho conjunto de pala (11) mediante la adhesión, con el fin de formar un sellado impermeable al agua, a dicha segunda junta (19) .
31. Procedimiento según la reivindicación 1, caracterizado porque dicha etapa de montaje (104) comprende el sobremoldeo de por lo menos un componente de dicha suela (20) sobre dicho conjunto de pala (11) , con el fin de proporcionar un sellado impermeable al agua de dicha suela (20) con dicha segunda junta (19) .
Patentes similares o relacionadas:
Calzado ventilado, del 6 de Mayo de 2020, de GEOX S.P.A.: Un calzado ventilado, que comprende una suela transpirable y un conjunto de empeine asociado con aquella en una zona superior, estando dicho […]
Zapato impermeable y transpirable, del 12 de Junio de 2019, de GEOX S.P.A.: Zapato impermeable y transpirable , que comprende un conjunto superior que se envuelve alrededor de una zona de inserción de pie (A) y está asociado, […]
Suela para zapatos permeable al vapor e impermeable al agua, zapato que utiliza dicha suela, y procedimiento para fabricar dicha suela y dicho zapato, del 27 de Mayo de 2019, de GEOX S.P.A.: Suela para zapatos permeable al vapor e impermeable al agua, que comprende: - una superficie de pisada provista de una pluralidad de orificios […]
Elemento para calzados, del 8 de Mayo de 2019, de Hawai Italia s.r.l: Elemento transpirante e impermeable, apto para fijarse a un calzado (S) con una pala (T), en correspondencia con un agujero pasante homólogo que se crea en la […]
Cubierta de zapatos para ciclismo para todos los climas, del 10 de Abril de 2019, de Rivet Sports, LLC: Un miembro tubular con forma de calcetín formado por un material impermeable elástico para cubrir calzado, donde el miembro tubular con forma de calcetín comprende: […]
Zapato, conjunto de suela para un zapato, método para fabricar un conjunto de suela y método para fabricar un zapato, del 13 de Febrero de 2019, de W.L. GORE & ASSOCIATES GMBH: Un zapato que comprende: un conjunto superior que comprende una porción superior que tiene un material exterior transpirable para rodear un pie y una […]
Zapato transpirable e impermeable y método para fabricar un zapato, del 16 de Enero de 2019, de W.L. GORE & ASSOCIATES GMBH: Un zapato impermeable y transpirable, que comprende: un conjunto superior con una porción superior que incluye un material externo […]
Zapato con suela y pala impermeables al agua y permeables al vapor, del 25 de Septiembre de 2018, de GEOX S.P.A.: Zapato con suela y pala impermeables al agua y permeables al vapor, que comprende una suela impermeable al agua y permeable al vapor y […]