Procedimiento de fabricación de una persiana y procedimiento de fabricación de un conjunto de dos correas dentadas.
Procedimiento de fabricación de una persiana (2) destinada a ser arrollada y desenrollada,
caracterizado porquese prevé en cada una de sus caras, en oposición una de otra, una correa dentada (3, 4), comprendiendo así unasucesión de dientes y porque, para permitir que estas dos correas (3, 4) engranen una en otra, se adapta la posiciónde los dientes de, como mínimo, una de las correas (3, 4) por la deformación de esta correa (3, 4), de manera talque permita a las dos correas (3, 4) engranarse, y que se estabiliza a continuación esta posición de las correas (3, 4)una con respecto a la otra.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/051203.
Solicitante: Dynaco Europe NV.
Nacionalidad solicitante: Bélgica.
Dirección: Waverstraat 21 9310 Moorsel BELGICA.
Inventor/es: COENRAETS,BENOIT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- E06B9/13 CONSTRUCCIONES FIJAS. › E06 PUERTAS, VENTANAS, POSTIGOS O CORTINAS METALICAS ENROLLABLES, EN GENERAL; ESCALERAS. › E06B CIERRES FIJOS O MOVILES PARA LA ABERTURA DE LOS EDIFICIOS, VEHICULOS, EMPALIZADAS O CERCADOS SIMILARES EN GENERAL, p. ej. PUERTAS, VENTANAS, CORTINAS, PORTICOS (persianas de cierre o similares A01G 9/22; cortinas A47H; capós o tapas para vehículos B62D 25/10; claraboyas, lumbreras E04B 7/18; sombrillas, toldos E04F 10/00). › E06B 9/00 Pantallas o dispositivos de protección para aberturas, con o sin dispositivos de maniobra o fijación; Cerraduras de la misma estructura (E06B 5/10 tiene prioridad; batientes para puertas o ventanas unidas por sus bordes E06B 3/48; equipo accesorio interior de puertas y ventanas, no formando parte propiamente del trabajo de acabado del edificio, p. ej. telones, A47H; rejas como elementos de construcción E04C 2/42; cerraduras, sus accesorios E05B; pestillos o dispositivos de inmovilización para batientes E05C; mecanismos de control para batientes en general E05F). › con elementos de cierre de una sola pieza, p. ej. de chapa ondulada.
PDF original: ES-2426639_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de una persiana y procedimiento de fabricación de un conjunto de dos correas dentadas
La presente invención se refiere a un procedimiento para la fabricación de una persiana destinada a ser arrollada y desenrollada, presentando en cada una de sus caras una correa, estando situadas estas dos correas una en oposición a la otra y cooperando una con otra de manera tal que una de estas correas pueda arrastrar la otra correa. Se trata, preferentemente, de dos correas dentadas. Se conocen los documentos EP 1460231 A1 y DE 196 36176 A1.
Un problema importante de este tipo de persiana con correas dentadas resulta del hecho de que, cuando tiene lugar su arrollado, la distancia entre dos dientes consecutivos cambia constantemente. En efecto, esta distancia depende no solamente del ángulo de curvatura de la persiana arrollada, sino que varía igualmente de manera continua a medida que tiene lugar este arrollado. Además, para persianas y correas cuyo grosor puede variar, es necesario igualmente tener en cuenta esta variación en los lugares en los que las correas están fijadas a la persiana. Por lo tanto, para permitir que la correa situada en una de las caras pueda engranar con la correa situada en la otra cara, es necesario que la distancia entre dos dientes consecutivos de una de las correas esté adaptada a la de los dientes de la otra correa, absorbiendo las tolerancias de espesor y de longitud.
Se ha comprobado que, en base a los conocimientos actuales de los técnicos en la materia, esto no es realizable con la precisión requerida para obtener un engranaje perfecto de dos correas que cooperan una con la otra.
Uno de los objetivos esenciales de la presente invención es el de proponer una solución extremadamente simple y
muy eficaz a este problema, que no requiera ningún conocimiento técnico específico y que se pueda obtener en un tiempo mínimo.
A estos efectos, en el procedimiento según la invención, se adapta la posición de los dientes de, como mínimo, una de las correas en el arrollado de la persiana simultáneamente con las correas por la deformación de esta correa de manera tal que permita a las dos correas engranar y se estabiliza a continuación esta posición de las correas con respecto a la persiana.
Según una primera forma de realización particular de la invención, se arrolla la persiana mientras se hace engranar una correa libre con respecto a la persiana y situada en oposición a una de las caras de esta última con una correa previamente fijada en la cara opuesta de la persiana, teniendo lugar este engrane a medida que tiene lugar el arrollado de la persiana, en el momento en el que estas dos correas establecen contacto una con otra, siendo fijada a continuación la correa libre a la persiana, en la cara opuesta a la de la correa fija, mientras los dientes de las correas están engranados.
Según una segunda forma de realización particular de la invención, se hacen engranar las dos correas una con otra antes de que sean fijadas a la persiana y se arrolla a continuación la persiana simultáneamente con las dos correas, de manera que queden insertadas entre las espiras sucesivas de la persiana arrollada y, por consiguiente, entre las caras opuestas de la persiana, siendo fijada entonces cada una de las correas a la cara en oposición de la persiana durante el arrollado de esta última.
Según una tercera forma de realización particular, se sitúa una correa de material plástico, en particular, termoplástico o termoendurecible, sobre una de las caras de la persiana y se prevé en oposición a esta correa en la otra cara de la persiana una correa dentada, siendo arrollada a continuación la persiana, de manera que, durante este arrollado, los dientes de la correa dentada penetran en la correa en el material plástico, formando dientes en esta última, de manera que se hace engranar las correas una en la otra. A continuación, se endurece el material plástico para estabilizar la posición de los dientes con respecto a la persiana.
Otros detalles y peculiaridades de la invención resultarán de la descripción siguiente facilitada a título de ejemplo no limitativo de algunas formas de realización específicas con referencia a las figuras adjuntas.
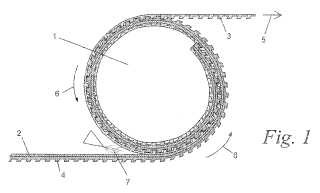
La figura 1 es una sección transversal esquemática de una primera forma de realización de la invención.
La figura 2 es una sección análoga a la de la figura 1 de una segunda forma de realización de la invención.
La figura 3 es igualmente una sección análoga a la de la figura 1 de una tercera forma de realización de la invención.
La figura 4 es una vista en sección transversal de un tambor transversalmente a su eje, según una forma de realización particular de la invención.
La figura 5 es una vista en sección del borde lateral de una persiana, según una primera forma de realización de la invención.
La figura 6 es una vista análoga a la de la figura 5 de una segunda forma de realización de la invención.
La figura 7 es igualmente una vista análoga a la de la figura 5 de una tercera forma de realización de la invención. 5 En las diferentes figuras, las mismas cifras de referencia se refieren a elementos análogos o idénticos.
De manera general, la presente invención se refiere a un procedimiento de fabricación de una persiana destinada en particular al cierre de una puerta u otra abertura, tal como un vano, del volumen de carga de un vehículo, tal como un camión, de una embarcación o de un cajón, al recubrimiento de una piscina, etc.
Se trata especialmente de un procedimiento de fabricación de una persiana destinada a ser arrollada y desenrollada entre una posición de apertura y una posición de cierre. A este respecto, se prevén dos correas dentadas, preferentemente en las proximidades de los bordes laterales de la persiana, en oposición una de otra para que,
cuando tiene lugar el arrollado y el desarrollado de la persiana, las dos correas engranen una con otra.
Según la invención, se adapta la posición de los dientes de, como mínimo, una de las correas, cuando tiene lugar el arrollado de la correa, deformando esta correa preferentemente según su dirección longitudinal, de manera tal que permita a las dos correas engranarse y se estabiliza esta posición de las correas con respecto a la persiana para mantener dicha correa en la posición deformada.
Según la primera forma de realización representada en la figura 1, se arrolla una persiana 2 alrededor de un tambor 1, mientras se hace engranar una correa 3 que no está fijada sobre la persiana 2 y que está situada en oposición a una de las caras de esta última, con una correa 4 fijada en su cara opuesta a la que está orientada hacia el tambor
1, siendo realizado entonces este engrane a medida que tiene lugar el arrollado de la persiana 2.
Con la finalidad de hacer engranar los dientes de las correas, se somete la correa libre 3 a tracción en su dirección longitudinal, tal como se ha indicado por la flecha 5, en el sentido opuesto al sentido de arrollado de la persiana 2, indicado por las flechas 6.
Esta tracción tiene lugar a medida del arrollado de la persiana 2, de manera tal que ésta se alargue en función de la oposición de los dientes de la correa fija 4 y que las dos correas 3 y 4 puedan engranarse una en la otra cuando son aplicadas una contra la otra.
A este respecto, es importante que por lo menos la correa libre 3 no sea solamente flexible, sino que se pueda alargar un poco bajo el efecto de la tracción antes citada. Por esta razón, por lo menos la correa 3 está realizada en un caucho o una materia análoga relativamente dura, pero ligeramente extensible y preferentemente algo elástica. De manera ventajosa, las dos correas 3 y 4 están realizadas del mismo material.
Cuando tiene lugar el engrane, la correa libre 3 está fijada en la cara de la persiana opuesta a aquélla que tiene la correa 4. La fijación de la correa 3 sobre la persiana 2 tiene lugar con un adhesivo fluido 7 que es inyectado entre la persiana 2 y la correa 3 justamente antes que la persiana 2 entre en contacto con la correa 3. Este adhesivo 7 que está entonces comprimido entre la persiana 2 y la correa 3, se puede endurecer en el arrollado para formar un enlace sólido.
Como variante, se puede utilizar, en lugar de un adhesivo fluido, una banda con dos caras adhesivas. Esta variante puede ser considerada como equivalente técnico. Una banda de este tipo, cuando es suficientemente resistente, puede formar un refuerzo de la correa de referencia. Esta forma de realización no ha sido representada en las figuras.
En otra variante, la fijación de la correa 3 sobre la persiana 2 puede... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de una persiana (2) destinada a ser arrollada y desenrollada, caracterizado porque se prevé en cada una de sus caras, en oposición una de otra, una correa dentada (3, 4) , comprendiendo así una sucesión de dientes y porque, para permitir que estas dos correas (3, 4) engranen una en otra, se adapta la posición de los dientes de, como mínimo, una de las correas (3, 4) por la deformación de esta correa (3, 4) , de manera tal que permita a las dos correas (3, 4) engranarse, y que se estabiliza a continuación esta posición de las correas (3, 4) una con respecto a la otra.
2. Procedimiento, según la reivindicación 1, caracterizado porque se adapta la posición de los dientes de, como mínimo, una de las correas (3, 4) cuando tiene lugar el arrollado de, como mínimo, una parte de esta persiana (2) , comprendiendo esta parte (9) un borde lateral de la misma, simultáneamente con las correas (3, 4) y que se estabiliza a continuación esa posición de las correas (3, 4) con respecto a la persiana (2) o con respecto a dicha parte (9) de la persiana (2) .
3. Procedimiento, según la reivindicación 2, caracterizado porque se arrolla la persiana (2) o dicha parte (9) , mientras se hace engranar una correa libre (3) con respecto a la persiana (2) o con relación a dicha parte (9) , y es situada en oposición de una de las caras de la persiana (2) o de dicha parte (9) con una correa (4) fijada con respecto a la cara opuesta de la persiana (2) o de dicha parte (9) , teniendo lugar este engrane a medida del arrollado de la persiana (2) o de dicha parte (9) en la zona en la que estas dos correas (3, 4) establecen contacto una con otra, siendo fijada a continuación la correa libre (3) con respecto a la persiana (2) , o con respecto a dicha parte (9) , en la cara opuesta a la de la correa fija (4) , mientras las correas (3, 4) están engranadas.
4. Procedimiento, según la reivindicación 3, caracterizado porque con la finalidad de hacer engrana las correas (3,
4) , se somete la correa libre (3) a tracción en su dirección longitudinal a medida del arrollado de la persiana (2) o de dicha parte (9) , de manera tal que esta se alargue en función de la posición de los dientes de la correa fija (4) y que las dos correas (3, 4) puedan engranar una en la otra.
5. Procedimiento, según la reivindicación 2, caracterizado porque se hacen engranar las dos correas (3, 4) una con otra antes de que sean fijadas a la persiana (2) , o a dicha parte (9) , y porque se arrolla a continuación la persiana (2) , o la parte (9) , simultáneamente con estas dos correas (3, 4) , de manera que estas sean insertadas entre las espiras sucesivas de la persiana arrollada (2) o la parte (9) arrollada y, como consecuencia, entre las caras opuestas de la persiana (2) o de la parte (9) y que se fija cada una de las correas (3, 4) a la cara en oposición a la persiana (2) , o a la parte (9) , durante el arrollado de esta última.
6. Procedimiento, según la reivindicación 2, caracterizado porque se coloca una correa no dentada (4’) de material plástico particularmente termoplástico o termoendurecible en una de las caras de la persiana (2) , o de la parte (9) , porque se prevé en oposición a esta correa (4’) en la otra cara de la persiana (2) , o de la parte (9) , una correa dentada (3) porque se arrolla la persiana (2) , o dicha parte (9) , de la persiana (2) , de manera que, cuando tiene lugar este arrollado, los dientes de la correa dentada (3) penetran en la correa no dentada (4’) en el material plástico, formando dientes en esta última, de manera que hacen engranar de esta forma las correas (3, 4’) una en la otra y porque se hace endurecer a continuación el material plástico para estabilizar la posición de los dientes con respecto a la persiana (2) , o con respecto a la parte (9) .
7. Procedimiento, según cualquiera de las reivindicaciones 1 a 6, caracterizado porque se utilizan correas dentadas (3, 4) , cuya distancia entre dos dientes sucesivos es superior a la anchura de los dientes según la dirección longitudinal de las correas (3, 4) .
8. Procedimiento, según cualquiera de las reivindicaciones 3 a 7, caracterizado porque se aplica un adhesivo de endurecimiento relativamente lento sobre el dorso de la correa libre antes citada (3) , antes del arrollado de esta última con la persiana (2) o dicha parte (9) de la persiana (2) , para que la fijación de esta correa (3) sobre la persiana (2) , o sobre dicha parte (9) , tenga lugar en la posición arrollada de esta última.
9. Procedimiento, según cualquiera de las reivindicaciones 1 a 8, caracterizado porque se prevén correas (3, 4) en 55 cada uno de los bordes laterales de la persiana (2) .
10. Procedimiento, según cualquiera de las reivindicaciones 1 a 9, caracterizado porque el borde lateral de la persiana (2) está formado por dicha parte (9) que está constituida por una banda flexible (9) sobre la que están fijadas las correas antes mencionadas (3, 4) .
11. Procedimiento, según la reivindicación 10, caracterizado porque se utiliza una banda flexible de la que una de las correas dentadas (3, 4) forma un conjunto con la misma.
12. Procedimiento, según una u otra de las reivindicaciones 10 u 11, caracterizado porque se utiliza una banda 65 flexible dotada de una armadura de refuerzo (10) en la dirección longitudinal de esta última.
13. Procedimiento de fabricación de un conjunto de dos correas dentadas (3, 4) destinadas a ser fijadas con respecto a las dos caras opuestas de una persiana (2) , presentando las correas (3, 4) una sucesión de dientes, según su dirección longitudinal, para permitir a los dientes de una correa (3, 4) engranarse con los dientes de la otra correa (3, 4) cuando tiene lugar el arrollado de las correas que se extienden una en oposición a la otra, caracterizado porque se adapta la posición de los dientes de, como mínimo, una de las correas (3, 4) en el arrollado simultáneamente de las correas (3, 4) , por la deformación de dicha correa (3, 4) , de manera tal que permita a las dos correas (3, 4) engranarse y que se estabilice a continuación esta posición de los dientes de las correas (3, 4) .
Patentes similares o relacionadas:
CERRAMIENTO PARA CÁMARAS FRIGORÍFICAS, del 5 de Noviembre de 2019, de AMISERRU, S.L.: Cerramiento para cámaras frigoríficas, adecuado para cerrar acceso a una cámara frigorífica y que comprende: - una puerta frigorífica corredera, […]
Sistemas y métodos para retener y realimentar cortinas de puerta, del 22 de Abril de 2019, de RITE-HITE HOLDING CORPORATION: Sistema con una cortina y un aparato, comprendiendo el aparato: un controlador de unidad de accionamiento para mover selectivamente la cortina […]
Paneles de puerta aislados, del 3 de Abril de 2019, de RITE-HITE HOLDING CORPORATION: Un panel de puerta flexible que puede moverse entre una posición abierta y una posición cerrada con respecto a una entrada, comprendiendo el panel […]
 Dispositivo de mitigación de inundaciones flexible y desplegable, del 2 de Enero de 2019, de ILC DOVER LP: Una compuerta de inundación desplegable que comprende:
una puerta flexible que comprende al menos un miembro seleccionado del grupo que consiste en un […]
Dispositivo de mitigación de inundaciones flexible y desplegable, del 2 de Enero de 2019, de ILC DOVER LP: Una compuerta de inundación desplegable que comprende:
una puerta flexible que comprende al menos un miembro seleccionado del grupo que consiste en un […]
 Puerta, del 5 de Octubre de 2018, de SEUSTER KG: Puerta enrollable, con una persiana que es desplazable entre una posición de cierre, en la que está dispuesta, al menos parcialmente, aproximadamente […]
Puerta, del 5 de Octubre de 2018, de SEUSTER KG: Puerta enrollable, con una persiana que es desplazable entre una posición de cierre, en la que está dispuesta, al menos parcialmente, aproximadamente […]
Puerta enrollable rápida que comprende un dispositivo de detección de velocidad de cortina, del 2 de Mayo de 2018, de Assa Abloy Entrance Systems AB: Una puerta enrollable rápida para cerrar una abertura , comprendiendo dicha puerta enrollable: (a) una cortina que tiene dos bordes laterales paralelos […]
Puerta enrollable con una hoja de puerta en forma de cortina flexible, del 11 de Octubre de 2017, de EFAFLEX INZENIRING D.O.O. LJUBLJANA: Puerta enrollable, en particular una puerta enrollable de accionamiento rápido, con: una hoja de puerta en forma de cortina […]
Paneles flexibles de puertas aisladas con deflectores internos, del 16 de Agosto de 2017, de RITE-HITE HOLDING CORPORATION: Una puerta para un vano de puerta , comprendiendo la puerta: un panel de puerta flexible que puede moverse entre una posición abierta y una posición cerrada en relación […]