Procedimiento de ensamblaje por ultrasonidos.
Procedimiento de ensamblaje de al menos dos piezas (1, 2) compuestas rígidas basadas en material termoplástico,
formadas por capas preimpregnadas, superpuestas y cubiertas, con dos radios de curvatura, consistente en:
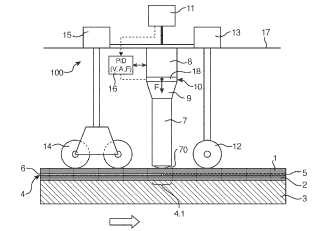
superponer ambas piezas (1, 2) de manera que tengan al menos una zona de interfaz (4), siendo al menos una de las dos piezas portadora de uno o varios directores de energía (5), en voladizo, situados en la zona de interfaz (4),
activar al menos una fuente de ultrasonidos (10) puesta en contacto con una de ambas piezas, aplicando dicha fuente de ultrasonidos (10) una fuerza de compresión (F) a ambas piezas (1, 2) en un área (4.1) de la zona de interfaz situada enfrente de la fuente de ultrasonidos (10),
desplazar la fuente de ultrasonidos (10) según un desplazamiento en tres dimensiones de manera continua al nivel de la zona de interfaz (4), para de este modo formar una junta (6) de soldadura continua por fusión de material termoplástico del área (4.1) situada enfrente de la fuente de ultrasonidos (10).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/063806.
Solicitante: EUROPEAN AERONAUTIC DEFENCE AND SPACE COMPANY EADS FRANCE.
Nacionalidad solicitante: Francia.
Dirección: 37, BOULEVARD DE MONTMORENCY 75016 PARIS FRANCIA.
Inventor/es: SOCCARD,ERIC.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando vibraciones ultrasonoras.
PDF original: ES-2451641_T3.pdf
Fragmento de la descripción:
Procedimiento de ensamblaje por ultrasonidos.
Ámbito técnico La presente invención se refiere a un procedimiento de ensamblaje por ultrasonidos de al menos dos piezas rígidas basadas en resina termoplástica. Tales piezas pueden utilizarse especialmente en aeronáutica, puede tratarse de paneles de fuselaje o de suelo que adquieren su rigidez por medio de uno o varios perfiles dispuestos en forma de marco o de larguero. Por supuesto, se pueden considerar otros tipos de piezas.
Estas piezas están generalmente estratificadas y reforzadas con fibras, por ejemplo de carbono, cuya tasa es generalmente de al menos el 5% en volumen. Están generalmente formadas por capas pre-impregnadas superpuestas y cubiertas, orientando las fibras de refuerzo en distinto sentido según las capas.
Estado de la técnica anterior
Existen actualmente varios procedimientos para el ensamblaje de dichas piezas rígidas basadas en resina termoplástica. Las dos piezas se solapan al nivel del ensamblaje y la zona de solapado forma lo que se denomina una junta de soldadura.
Actualmente, el ensamblaje se efectúa de manera estática o casi estática.
Los procedimientos de ensamblaje estático corresponden a la soldadura bajo chasis calefactor o en autoclave, bien por conducción térmica de un material de aporte o por resistencia eléctrica calefactora. La soldadura estática permite obtener juntas continuas y uniformes de buena calidad, pero supone costes elevados y no es compatible con una automatización en la medida en que las piezas por ensamblar son de grandes dimensiones.
La solicitud de patente EP 0261850 describe un procedimiento de ensamblaje por ultrasonidos de grandes piezas de resina termoplástica cargada. Las piezas están superpuestas y definen una zona de interfaz. Se aplican ultrasonidos por medio de una herramienta denominada sonotrodo, del que una base activa entra en contacto con una de las piezas al nivel de la zona de interfaz. Cuando la herramienta es activada, se produce un calentamiento que causa la fusión entre ambas piezas en un área de la zona de interfaz enfrente de la herramienta. El procedimiento descrito en esta solicitud de patente propone realizar de este modo, de manera secuencial, puntos de unión unos junto a otros, y estos puntos de unión forman una junta de soldadura. Se introduce resina termoplástica adicional entre las dos piezas que han de ensamblarse. La junta de soldadura obtenida no es realmente uniforme, ya que está constituida por una serie de puntos de unión e incluye discontinuidades. Dicha junta de soldadura no es satisfactoria a causa de su falta de homogeneidad, lo que puede plantear problemas mecánicos.
Para mejorar la resistencia mecánica del ensamblaje, se puede colocar asimismo un enrejado metálico en la interfaz entre ambas piezas. Pero, en este caso, la junta de soldadura es eléctricamente conductora a causa de la presencia del enrejado metálico. Puede incluso degradarse si es alcanzada por un rayo.
En cualquier caso, la junta de soldadura obtenida no es totalmente satisfactoria.
El sonotrodo es intercambiable, se emplea un sonotrodo cuya base activa es de gran tamaño para el ensamblaje de piezas planas, y de menor tamaño para el ensamblaje de piezas curvas. Cuanto mayor es la base, más importante es la energía ultrasónica que se ha de suministrar para obtener la unión y mayor es el punto de unión. Globalmente, este procedimiento es costoso en funcionamiento y en energía.
Los únicos procedimientos conocidos de ensamblaje capaces de realizar juntas continuas y uniformes de buena calidad entre dos piezas rígidas termoplásticas son el ensamblaje por inducción y el ensamblaje por láser.
En un ensamblaje por inducción, se coloca un enrejado metálico en la interfaz entre dos piezas. Se calienta por efecto de un campo magnético y transmite su calor a las dos piezas que han de ensamblarse, lo que provoca su fusión. Este procedimiento se dificulta por el hecho de que el carbono que carga el material termoplástico se vuelve eléctricamente conductor. Aparecen los mismos inconvenientes que durante la soldadura por ultrasonidos con enrejado metálico.
El ensamblaje por láser solo puede utilizarse si una de las piezas que ha n de ensamblarse ensamblar es transparente a la radiación láser. Al pasar a través del material transparente, la radiación procedente del láser provoca el calentamiento y la fusión de los materiales que se encuentran en la interfaz entre ambas piezas. En el infrarrojo cercano, la mayoría de los materiales termoplásticos son transparentes en la medida en que no están, o no están prácticamente, cargados de carbono. Si la carga de carbono supera aproximadamente el 5% en volumen, se vuelven absorbentes y este procedimiento no puede utilizarse.
El documento US 2005/0018492 divulga un procedimiento de ensamblaje de las piezas de un contenedor para tóner por ultrasonidos. Las piezas carecen de doble curvatura.
El documento GB 1047295 divulga un procedimiento de ensamblaje por ultrasonidos de piezas de material sintético duro, para formar un cuerpo hueco, careciendo las piezas de doble curvatura.
Los documentos DE 4217727 y DE 9219123 U1 describen un procedimiento de ensamblaje por ultrasonidos de dos hojas termoplásticas, separadas por espaciadores, para realizar un sistema plano empleado en la construcción.
El documento JP 53045380 divulga un procedimiento de ensamblaje por ultrasonidos de dos piezas de material termoplástico, siendo una de las piezas un canalón anular y la otra un tapa sensiblemente plana.
El documento US 5930041 divulga un procedimiento de ensamblaje por ultrasonidos de dos películas de material termoplástico, estando una de las películas dotada, en una de sus caras, de elementos reflectores. El ensamblaje se efectúa en un rodillo.
Exposición de la invención La presente invención tiene por objeto proponer un procedimiento de ensamblaje de al menos dos piezas rígidas basadas en resina termoplástica, que no presenta las limitaciones y dificultades anteriores.
Un objeto consiste especialmente en proponer un procedimiento de ensamblaje que conduce a una junta de soldadura lo más uniforme y continua posible.
Un objeto de la invención es proponer un procedimiento de ensamblaje de reducido coste y fácil de automatizar.
Otro objeto es proponer un procedimiento de ensamblaje que pueda utilizarse fácilmente con piezas de cualquier tamaño.
Otro objeto es proponer un procedimiento de ensamblaje que pueda utilizarse con piezas de cualquier geometría, tanto si son planas como curvas, incluso con varias curvaturas.
Otro objeto de la invención es proponer un procedimiento de ensamblaje que conduce a una junta de soldadura con una resistencia mecánica satisfactoria, sin necesidad de recurrir a un refuerzo metálico, para de este modo evitar cualquier problema de incompatibilidad electromagnética y de degradación causada por el rayo.
Para alcanzar estos objetos, la invención se refiere más concretamente a un procedimiento de ensamblaje de al menos dos piezas compuestas rígidas basadas en material termoplástico, según la reivindicación 1. Comprende las etapas consistentes en:
superponer ambas piezas de manera que tengan al menos una zona de interfaz, siendo al menos una de las dos piezas portadora de uno o varios directores de energía, en voladizo, situados en la zona de interfaz, activar al menos una fuente de ultrasonidos puesta en contacto con una de ambas piezas, aplicando dicha fuente de ultrasonidos una fuerza de compresión a ambas piezas en un área de la zona de interfaz situada enfrente de la fuente de ultrasonidos,
desplazar la fuente de ultrasonidos de manera continua al nivel de la zona de interfaz, para de este modo formar una junta de soldadura continua por fusión de material termoplástico del área situada enfrente de la fuente de ultrasonidos.
Es ventajoso para mejorar la calidad de la junta, mantener las dos piezas bajo presión en la zona de interfaz, por delante y/o por detrás del área enfrente de la fuente de ultrasonidos. Los conceptos delante o detrás se entienden en función del sentido de desplazamiento de la fuente de ultrasonidos.
Es posible que la presión entre las dos piezas por delante y/o por detrás del área situada enfrente de la fuente de ultrasonidos sea ajustable.
La fuente de ultrasonidos proporciona una energía a las piezas cuando es activada, esta energía puede regularse en función de un parámetro elegido entre la velocidad de desplazamiento de la fuente de ultrasonidos, su amplitud de vibración cuando es activada, la fuerza de compresión que aplica a ambas piezas, para de este modo garantizar una fusión... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de ensamblaje de al menos dos piezas (1, 2) compuestas rígidas basadas en material termoplástico, formadas por capas preimpregnadas, superpuestas y cubiertas, con dos radios de curvatura, consistente en:
superponer ambas piezas (1, 2) de manera que tengan al menos una zona de interfaz (4) , siendo al menos una de las dos piezas portadora de uno o varios directores de energía (5) , en voladizo, situados en la zona de interfaz (4) ,
activar al menos una fuente de ultrasonidos (10) puesta en contacto con una de ambas piezas, aplicando dicha fuente de ultrasonidos (10) una fuerza de compresión (F) a ambas piezas (1, 2) en un área (4.1) de la zona de interfaz situada enfrente de la fuente de ultrasonidos (10) ,
desplazar la fuente de ultrasonidos (10) según un desplazamiento en tres dimensiones de manera continua al nivel de la zona de interfaz (4) , para de este modo formar una junta (6) de soldadura continua por fusión de material termoplástico del área (4.1) situada enfrente de la fuente de ultrasonidos (10) .
2. Procedimiento de ensamblaje según la reivindicación 1, en el que las dos piezas (1, 2) son mantenidas a presión en la zona de interfaz (4) , por delante y/o por detrás del área (4.1) situada enfrente de la fuente de ultrasonidos (10) .
3. Procedimiento de ensamblaje según la reivindicación 2, en el que la presión entre las dos piezas por delante y/o por detrás del área (4.1) situada enfrente de la fuente de ultrasonidos es ajustable.
4. Procedimiento de ensamblaje según una de las reivindicaciones 1 a 3, en el que la fuente de ultrasonidos (10) suministra a las piezas (1, 2) energía cuando es activada, siendo esta energía regulada en función de un parámetro elegido entre la velocidad de desplazamiento (V) de la fuente de ultrasonidos, su amplitud (A) de vibración cuando es activada, la fuerza (F) de compresión que aplica a ambas piezas.
5. Procedimiento de ensamblaje según la reivindicación 4, en el que la regulación es del tipo PID.
6. Procedimiento de ensamblaje según una de las reivindicaciones anteriores, en el que la fuente de ultrasonidos
(10) incluye un sonotrodo (7) que tiene una base (70) que entra en contacto con la pieza (1) ; teniendo esta base (70) al menos un borde curvado.
7. Procedimiento de ensamblaje según la reivindicación 6, en el que el borde curvado se encuentra en un lado anterior del sonotrodo (7) en el sentido del desplazamiento.
8. Procedimiento de ensamblaje según una de las reivindicaciones anteriores, en el que los directores de energía (5) son nervaduras o espigas.
9. Procedimiento de ensamblaje según una de las reivindicaciones anteriores, en el que los directores de energía (5) son portados por la pieza (1) en contacto con la fuente de ultrasonidos (10) .
10. Procedimiento de ensamblaje según una de las reivindicaciones 8 o 9, en el que las nervaduras están dirigidas en el sentido del desplazamiento.
11. Procedimiento de ensamblaje según una de las reivindicaciones anteriores, en el que el material termoplástico es amorfo o semicristalino.
12. Procedimiento de ensamblaje según una de las reivindicaciones anteriores, en el que cuando se utilizan varias fuentes de ultrasonidos (10) , realizan un mismo desplazamiento síncrono.
13. Ensamblaje de al menos dos piezas (1, 2) , caracterizado porque se obtiene por el procedimiento según una de las reivindicaciones 1 a 12.
14. Ensamblaje de al menos dos piezas según la reivindicación 13, caracterizado porque la pieza (1) que lleva los directores de energía (5) ha sido tratada por conformación, estampación o extrusión para obtener los directores de energía.
15. Ensamblaje de al menos dos piezas según una de las reivindicaciones 13 o 14, caracterizado porque al menos una de las dos piezas (1, 2) está cargada con fibras de refuerzo.
16. Ensamblaje de al menos dos piezas según una de las reivindicaciones 13 a 15, en el que una de las piezas es un perfil (1) .
17. Ensamblaje de al menos dos piezas según una de las reivindicaciones 13 a 16, en el que una de las piezas es un panel (2) .
Patentes similares o relacionadas:
Barra de sellado y procedimiento para usar la misma, del 22 de Julio de 2020, de Dow Global Technologies LLC: Una barra de sellado que comprende: un miembro de base que tiene una superficie frontal plana y una superficie plana rebajada una distancia (d) […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Método de fabricación de sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, del 27 de Mayo de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para producir sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, en donde se aplica un elemento de fijación […]
Bolsa de filtro para aspiradora con costura de soldadura altamente resistente, procedimiento para su producción, así como herramienta e instalación de soldadura por ultrasonidos para la producción de una costura de soldadura ultrarresistente, del 13 de Mayo de 2020, de EUROFILTERS N.V.: Bolsa de filtro para aspiradora a partir de un material de filtro que puede ser soldado térmicamente, definiéndose mediante el material de filtro un espacio interior cerrado […]
Máquina rotatoria y procedimiento para el sellado de bolsas de láminas, del 6 de Mayo de 2020, de Pouch Partners GmbH: Máquina rotatoria (M), en particular máquina llenadora rotatoria (F), al menos para el sellado continuo de bolsas de láminas (B) individuales a través de […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]
Estación de soldadura para la soldadura de bolsas de láminas y procedimiento asociado, del 22 de Abril de 2020, de Pouch Partners GmbH: Estación de soldadura en un dispositivo de llenado de bolsas de láminas para la soldadura de bolsas de láminas después de un proceso de llenado, […]