Elementos acústicos y su fabricación.
Un elemento acústico (1) que tiene una cara frontal lisa o plana (2),
receptora del sonido, que se extiende en elplano XY, y una cara trasera (3), sustancialmente paralela a la cara frontal, así como bordes laterales (4) que seextienden en la dirección Z, de tal manera que la dirección Z es la dirección entre la cara frontal y la cara trasera,y en el que el manojo compactado y ligado tiene una densidad de entre 70 y 200 kg/m3,
caracterizado por que el elemento consiste predominantemente en un haz o manojo compactado y unido o ligado defibras minerales depositadas por arrastre en aire; las fibras que forman la cara delantera o frontal (2) y al menos lamitad delantera o frontal del espesor del manojo compactado, se extienden desde la cara frontal, tienen unacomponente según la dirección Z sustancialmente mayor que la componente en la dirección Z de las fibras enproductos depositados por arrastre en aire, hechos mediante la recogida de fibras arrastradas en aire por succión, através de un colector en desplazamiento, y la compresión vertical de las fibras recogidas, opcionalmente tras elapilamiento o plegamiento transversal de las fibras recogidas;
la cara frontal (2) del manojo compactado es una superficie cortada y sometida a abrasión;
y el elemento tiene un coeficiente de absorción del sonido, αw, de al menos 0,7.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/003438.
Solicitante: ROCKWOOL INTERNATIONAL A/S.
Nacionalidad solicitante: Dinamarca.
Dirección: HOVEDGADEN 584 2640 HEDEHUSENE DINAMARCA.
Inventor/es: JENSEN,GORM,ROSENBERG, BIRCH,JORGEN, BOLLUND,LARS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- D04H1/74 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 1/00 No tejidos formados únicamente o principalmente de fibras cortadas o de otras fibras similares relativamente cortas. › las fibras están orientadas, p. ej. paralelas.
- E04B1/86 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04B ESTRUCTURA GENERAL DE LOS EDIFICIOS; MUROS, p. ej. TABIQUES; TEJADOS; TECHOS; SUELOS; AISLAMIENTO Y OTRAS PROTECCIONES DE LOS EDIFICIOS (estructuras de marcos para vanos de puertas, ventanas o similares E06B 1/00). › E04B 1/00 Construcciones en general; Estructuras que no se limitan a los muros, p. ej. tabiques, pisos, techos, ni tejados (andamiajes, encofrados E04G; estructuras adaptadas únicamente a edificios para usos particulares, proyecto general de los edificios, p. ej. coordinación modular E04H; elementos particulares de los edificios, ver los grupos correspondientes a estos elementos). › en forma de losas.
- E04B9/00 E04B […] › Techos; estructuras de techos, p. ej. falsos techos; Estructura de techos en lo concerniente al aislamiento (techos utilizados como encofrados para la construcción de suelos E04B 5/00; revestimientos o recubrimientos para techos E04F 13/00).
- E04B9/04 E04B […] › E04B 9/00 Techos; estructuras de techos, p. ej. falsos techos; Estructura de techos en lo concerniente al aislamiento (techos utilizados como encofrados para la construcción de suelos E04B 5/00; revestimientos o recubrimientos para techos E04F 13/00). › incluyendo losas, hojas o similares (E04B 9/06 - E04B 9/34 tienen prioridad; losas, hojas o similares en sí E04C 2/00).
- E04B9/28 E04B 9/00 […] › incluyendo las losas, hojas o similares ranuras que se acoplan a los rebordes horizontales de la estructura de soporte o medios accesorios conectados a dichos rebordes.
PDF original: ES-2397106_T3.pdf
Fragmento de la descripción:
Elementos acústicos y su fabricación Esta invención se refiere a elementos acústicos hechos de fibras minerales depositadas por arrastre en el aire.
Los elementos acústicos (a los que se hace referencia a menudo como paneles acústicos o baldosas acústicas) tienen caras frontales y traseras que se extienden en el plano XY, así como bordes laterales que se extienden en la dirección Z, entre las caras frontales y traseras. La cara anterior o frontal es la cara destinada a enfrentarse a la sala u otro espacio que se ha de beneficiar de las propiedades de absorción del sonido y, por tanto, esta cara debe tener un buen coeficiente de absorción del sonido, fw, generalmente de al menos 0, 7 y a menudo mayor.
El aspecto visual de un techo o pared constituida por los elementos acústicos tiende a mejorar a medida que la cara frontal se aproxima a una cara verdaderamente lisa o plana. A una escala en que 1 representa la superficie más plana y lisa de que se dispone en elementos conocidos hechos de fibras minerales, y 6 representa el grado más bajo que cabría considerar como comercialmente adecuado para un producto de baja calidad, las clasificaciones de 1 o 2 son las mejores y son, generalmente, las requeridas para losetas o baldosas de alta calidad, en tanto que las clasificaciones de 3 o incluso 4 pueden ser adecuadas para algunos propósitos, especialmente cuando el aspecto visual no sea crucial.
Las desviaciones de una superficie verdaderamente lisa o plana en productos fibrosos tienden a manifestarse por pequeñas combaduras. Estas pueden presentar una profundidad (del valle al pico) que es bastante pequeña, por ejemplo, inferior a 0, 3 mm, pero las reflexiones de la luz pueden hacerlas parecer prominentes y, en consecuencia, es deseable que el elemento tenga una superficie que sea tan plana como sea posible.
Los elementos acústicos pueden hacerse por colada de materiales húmedos o fluidos (por ejemplo, pueden hacerse de fibras minerales depositadas por arrastre en mojado) , pero, para muchos propósitos, se prefiere formar elementos acústicos de fibras minerales depositadas por arrastre en el aire.
Un modo convencional de fabricar tales productos comprende formar un haz o manojo compactado y solidificado de fibras con un forro textil unido a cada cara, y cortar a continuación el manojo compactado según el plano XY para obtener dos mitades. Cada mitad tiene una cara cortada (que se convierte en la cara anterior o frontal del elemento final) . Cada cara frontal se somete a abrasión para hacerla tan lisa como sea posible, y se une entonces, por lo común, a ella una tela o elemento textil. Dentro de esta memoria, se utilizan palabras o expresiones tales como “someter a abrasión”, “abrasión” y “sometimiento a abrasión” como genéricas de procedimientos para suavizar o alisar una superficie rugosa, tales como procedimientos que se conocen a menudo como procedimientos de esmerilado o fresado.
Los productos fabricados con esta técnica tienen generalmente una densidad de en torno a 100 kg/m3. Estos resultan adecuados para un gran número de propósitos, pero las variaciones en la calidad de un punto a otro del manojo compactado que se corta y de la superficie que se somete entonces a abrasión, pueden dar lugar a que la cara frontal se combe o abombe más de lo necesario para algunos usos. Por lo común, esta tiene un grado de 3 o 4, aunque puede ser mejor, por ejemplo, de 2 o 3, cuando se hace de ciertas calidades de lana de vidrio.
A fin de paliar este problema, se conoce la práctica de formar un haz o manojo compacto depositado por arrastre en el aire y, a continuación, someterlo a carda con el propósito de separar el manojo compacto en fibras individuales y en marañas u otros residuos sin cardar (tales como aglomerados enmarañados de agente aglomerante y fibras) , recoger las fibras individuales al tiempo que se rechazan los residuos sin cardar, comprimir las fibras individuales recogidas, en presencia de agente aglomerante, hasta obtener una alta densidad, típicamente superior a 150 kg/m3 (por ejemplo, de en torno a 190 kg/m3) y curar o solidificar el agente aglomerante. Se aplica habitualmente un recubrimiento textil a las caras frontal y trasera, antes y después de la solidificación. Semejante método se describe en el documento EP-A-5.392.290.
Como resultado de la formación del manojo compactado a partir de fibras cardadas y el desechado de los residuos, el manojo compactado puede tener una cara frontal satisfactoriamente lisa, típicamente del grado 1 o del grado 2. Sin embargo, la carda da como resultado una estructura más débil y, por tanto, la densidad tiene que ser alta a fin de que el producto tenga la suficiente integridad estructural. La densidad incrementada y las etapas añadidas del procedimiento aumentan el coste de los elementos y pueden reducir las propiedades de absorción acústica.
Los elementos acústicos pueden ser unidos directamente a una pared o techo pero, habitualmente, se montan en una parrilla y, en particular, es deseable proporcionar baldosas de techo que estén suspendidas de una parrilla. La carga, en consecuencia, tiene que ser portada por los bordes de las baldosas y, por tanto, las baldosas requieren una resistencia de borde adecuada además de presentar una estructura global que tenga la suficiente resistencia como para evitar daños durante su manejo.
El documento US 3.513.613 describe unas piezas fibrosas en malla, tableros o baldosas formadas por fibras minerales y que pueden ser utilizadas para producir un techo que tiene propiedades de aislamiento acústico y térmico.
El documento EP 1.266.991 divulga un procedimiento para producir un tablero de fibra mineral que tiene propiedades físicas mejoradas tales como una resistencia a la compresión y/o una resistencia a la tracción mejoradas, así como mejores valores de aislamiento.
Es deseable tener la posibilidad de fabricar elementos acústicos que presenten buenas propiedades de absorción del sonido, una cara anterior o frontal que tenga una lisura mejorada así como una buena resistencia de borde y global, a partir de fibras minerales depositadas por arrastre en el aire por medio de un procedimiento que sea más simple que el procedimiento de carda, y hasta obtener una densidad que pueda ser menor que los valores bastante elevados que se requieren a menudo cuando se utiliza el procedimiento de carda.
Un elemento acústico de acuerdo con la presente invención tiene:
una cara anterior o frontal lisa, receptora del sonido, que se extiende en el plano XY y que tiene un coeficiente de absorción del sonido, fw, de al menos 0, 7,
una cara posterior o trasera, sustancialmente paralela a la cara frontal, y unos bordes laterales que se extienden según la dirección Z, entre las caras frontal y trasera, de tal manera que la dirección Z es la dirección entre la cara frontal y la cara trasera,
y el elemento consiste, predominantemente, en un manojo compactado y ligado de fibras minerales depositadas por arrastre en el aire, que tiene una densidad de entre 70 y 200 kg/m3,
y en este manojo compactado las fibras que constituyen la cara frontal y al menos la mitad delantera del espesor del manojo compactado se extienden desde la cara frontal y tienen una componente según la dirección Z sustancialmente mayor que la componente en la dirección Z de las fibras en productos depositados por arrastre en el aire que se hacen mediante la recogida de fibras arrastradas por el aire mediante succión a través de un colector en desplazamiento, y la compresión vertical de las fibras recogidas, opcionalmente después de apilar o plegar transversalmente las fibras recogidas,
y de manera que la cara frontal del manojo compactado y ligado es una cara cortada y sometida a abrasión.
Gracias a la invención, es posible proporcionar fácilmente elementos de una densidad moderada y que tienen buenas propiedades acústicas (por ejemplo, un fw de al menos 0, 8 o 0, 85 y, preferiblemente, por encima de 0, 9 o 0, 95) , y que presentan una cara frontal lisa de una lisura mejorada, sin tener que cardar las fibras depositadas por arrastre en el aire.
A la hora de depositar por arrastre en el aire fibras minerales, estas son transportadas en el seno de aire que es arrastrado a un colector, de manera que se recogen a modo de banda mediante la aplicación de succión a través del colector. Las orientaciones predominantes de las fibras se encuentran, por tanto, en el plano XY, de tal modo que la proporción según la dirección X (esto es, la dirección de la máquina) aumenta a medida que la velocidad del colector se incrementa. Si la banda resultante se apila o pliega transversalmente, esto aumentará la componente Y pero la orientación... [Seguir leyendo]
Reivindicaciones:
1. Un elemento acústico (1) que tiene una cara frontal lisa o plana (2) , receptora del sonido, que se extiende en el plano XY, y una cara trasera (3) , sustancialmente paralela a la cara frontal, así como bordes laterales (4) que se extienden en la dirección Z, de tal manera que la dirección Z es la dirección entre la cara frontal y la cara trasera,
y en el que el manojo compactado y ligado tiene una densidad de entre 70 y 200 kg/m3,
caracterizado por que el elemento consiste predominantemente en un haz o manojo compactado y unido o ligado de fibras minerales depositadas por arrastre en aire; las fibras que forman la cara delantera o frontal (2) y al menos la mitad delantera o frontal del espesor del manojo compactado, se extienden desde la cara frontal, tienen una componente según la dirección Z sustancialmente mayor que la componente en la dirección Z de las fibras en productos depositados por arrastre en aire, hechos mediante la recogida de fibras arrastradas en aire por succión, a través de un colector en desplazamiento, y la compresión vertical de las fibras recogidas, opcionalmente tras el apilamiento o plegamiento transversal de las fibras recogidas;
la cara frontal (2) del manojo compactado es una superficie cortada y sometida a abrasión;
y el elemento tiene un coeficiente de absorción del sonido, fw, de al menos 0, 7.
2. Un elemento de acuerdo con la reivindicación 1, en el cual un examen visual muestra que las fibras incluyen laminillas, y las laminillas se extienden sustancialmente en la dirección Z desde la superficie de corte.
3. Un elemento de acuerdo con cualquiera de las reivindicaciones precedentes, en el que la relación entre la resistencia al doblamiento del manojo compactado según una primera dirección contenida en el plano XY, y la resistencia al doblamiento del manojo compactado en una segunda dirección, perpendicular a la primera dirección y contenida en el plano XY, es al menos 2 cuando se determina por el método A definido en la presente memoria.
4. Un elemento de acuerdo con cualquiera de las reivindicaciones precedentes, en el cual la componente en la dirección Z de las fibras es la componente que puede conseguirse por un procedimiento que comprende recoger las fibras sobre un colector en desplazamiento, en forma de una banda, plegar o apilar transversalmente, de forma opcional, la banda, comprimir verticalmente la banda resultante hasta obtener una densidad de al menos 10 kg/m3, y comprimir, a continuación, longitudinalmente a banda en una relación de al menos 1, 7:1, preferiblemente de al menos 2:1, bajo condiciones de espesor uniforme.
5. Un elemento de acuerdo con cualquiera de las reivindicaciones precedentes, en el que las fibras minerales son de roca, piedra o escoria.
6. Un elemento de acuerdo con cualquiera de las reivindicaciones precedentes, en el que las fibras del elemento situadas en, y adyacentes a, la cara posterior o trasera tienen una orientación mayor en el plano XY que las fibras situadas a una distancia de la cara trasera que es el 20% del espesor del manojo compactado.
7. Un elemento de acuerdo con cualquiera de las reivindicaciones precedentes, en el cual las fibras adyacentes a la cara trasera tienen una orientación que se extiende predominantemente en el plano XY, sustancialmente perpendicular a un primer borde lateral de la loseta o baldosa, y existe una ranura cortada a lo largo de este primer borde y que se extiende en el plano XY, y que tiene superficies laterales opuestas y una superficie de extremo.
8. Un elemento de acuerdo con cualquiera de las reivindicaciones precedentes, en el que existe una ranura que tiene superficies laterales opuestas y una superficie de extremo, y que se ha cortado a lo largo de al menos un primer borde lateral del elemento y se extiende en el plano XY, y un agente de impregnación se extiende de 0, 5 mm a 2 mm en el interior del manojo compactado, desde las dos superficies laterales de la ranura.
9. Un elemento de acuerdo con la reivindicación 7 o la reivindicación 8, en el cual existe una ranura similar en un tercer borde lateral sustancialmente paralelo al primer borde lateral.
10. Un elemento de acuerdo con cualquiera de las reivindicaciones precedentes, en el que la densidad del manojo compactado del elemento es entre 70 y 140 kg/m3.
11. Un elemento de acuerdo con cualquiera de las reivindicaciones precedentes, que tiene una banda de recubrimiento situada en la cara frontal y, opcionalmente, en la cara trasera del manojo compactado.
12. Un método para fabricar elementos acústicos de acuerdo con la reivindicación 1, que comprende:
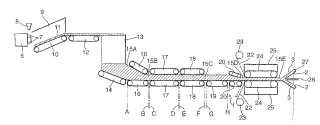
recoger fibras minerales y agente aglomerante arrastrados en aire sobre un colector en desplazamiento (10) y comprimir verticalmente (16, 16) las fibras recogidas, opcionalmente tras haber sido plegadas o apiladas transversalmente (13) para formar una banda (15’’) ,
reorientar las fibras con el fin de proporcionar un haz o manojo compactado y no ligado que tiene una densidad de entre 70 y 200 kg/m3, preferiblemente entre 70 y 140 kg/m3, y una orientación de las fibras incrementada en la dirección Z,
hacer solidificar o curar el agente aglomerante para formar un manojo compactado y solidificado,
cortar el manojo compactado y solidificado según el plano XY para obtener dos manojos compactados y cortados (27) por una posición en la dimensión Z en la que las fibras tienen una orientación incrementada en la dirección Z,
y suavizar o alisar cada superficie de corte por abrasión, a fin de producir una cara lisa o plana (2) .
13. Un método de acuerdo con la reivindicación 12, en el cual la reorientación de las fibras se consigue comprimiendo verticalmente la banda hasta una densidad de al menos 10 kg/m3 y un peso por unidad de superficie de W, y sometiendo la banda a compresión longitudinal, por lo que el manojo compactado y no ligado que se somete a solidificación tiene un peso por unidad de superficie de al menos 2W.
14. Un método de acuerdo con la reivindicación 13, en el cual el manojo compactado y no ligado tiene un peso por unidad de superficie de entre 2, 3W y 3W.
15. Un método de acuerdo con la reivindicación 13 o la reivindicación 14, en el cual la banda que tiene un peso por unidad de superficie de W se somete a una compresión longitudinal y, a continuación, a una descompresión longitudinal con el fin de reducir el peso por unidad de superficie en 0, 2W hasta 1W, y producir el peso por unidad de superficie en el manojo compactado y no ligado de al menos 2W, preferiblemente entre 2, 3W y 3W.
16. Un método de acuerdo con cualquiera de las reivindicaciones 13 a 15, en el cual el manojo compacto formado por la compresión longitudinal tiene un espesor T y el manojo compacto es sometido a compresión vertical hasta tener un espesor final de entre 0, 2T y 0, 95T, preferiblemente entre 0, 4T y 0, 95T, antes de su solidificación.
17. Un método de acuerdo con cualquiera de las reivindicaciones 12 a 16, que comprende la etapa adicional de cortar, a lo largo de al menos uno de los bordes laterales, una ranura que se extiende en el plano XY y que tiene superficies laterales opuestas, expulsar o eyectar un agente de impregnación líquido susceptible de solidificarse desde una boquilla que se desliza dentro de, y con respecto a, la ranura, a lo largo de la longitud de las ranuras, presionar el agente de impregnación al interior de las superficies laterales mediante el deslizamiento o la rotación, a través de la ranura, de un miembro frotador que se ha conformado para establecer un ajuste sustancialmente íntimo con la ranura, y, seguidamente, hacer solidificarse o curarse el agente de impregnación.
Patentes similares o relacionadas:
Pared que comprende un conjunto de absorción acústica sellado, del 27 de Mayo de 2020, de Scherrer, Jean-Marc: Una pared que comprende al menos un conjunto de absorcion acustica , el conjunto de absorcion acustica que esta sujeto en la pared y que […]
Revestimiento permeable al sonido para placas de cartón yeso acústicas, del 16 de Octubre de 2019, de KNAUF GIPS KG: Un revestimiento permeable al sonido para cubrir perforaciones conformadas en una placa de cartón yeso acústica , comprendiendo el revestimiento […]
Panel acústico, del 2 de Octubre de 2019, de SWISS KRONO Tec AG: Panel acústico para su uso como revestimiento de techo y de pared, que presenta - una placa de base que comprende al menos una placa de material derivado de la […]
Sistema de sujeción para paneles, del 17 de Julio de 2019, de SWISS KRONO Tec AG: Procedimiento para la fabricación de un revestimiento de techo o pared montado de manera flotante, que comprende una superficie de panel […]
Panel insonorizante y procedimiento de fabricación asociado, del 5 de Junio de 2019, de Eleda S.r.l: Panel insonorizante que comprende una capa de almohadillado con fibras sintéticas unidas por calor, en el que dicha capa de almohadillado […]
Esterilla de desacoplamiento, del 4 de Junio de 2019, de CONSTRUCTION RESEARCH & TECHNOLOGY GMBH: Esterilla de desacoplamiento para sellado, desacoplamiento y aislamiento acústico que comprende varias capas en la siguiente secuencia α) primera capa de tela o […]
Panel acústico, del 16 de Enero de 2019, de SWISS KRONO Tec AG: Panel acústico para su uso como revestimiento de techo y de pared, que presenta - una placa de base que comprende al menos una sección de una placa […]
Panel sándwich absorbente del sonido, del 20 de Septiembre de 2018, de SIKA TECHNOLOGY AG: Panel sándwich absorbente del sonido para la aplicación a un elemento de construcción , para la insonorización del elemento de construcción , que presenta […]