Procedimiento para el prensado de un adaptador de prensa así como útil de prensa para ello.
Procedimiento para el prensado de un adaptador de prensa (3) con un tubo (2) insertado en el adaptador deprensa (3) por medio de un útil de prensa (1),
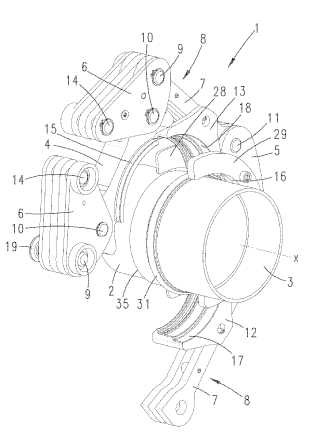
en el que el adaptador de prensa (3) presenta un cordóncircunferencial (31), en el que está insertada una junta tórica (32), en el que el tubo (2) termina dentro del adaptadorde prensa (3) y se lleva a cabo dentro del cordón (31) un primer prensado, en el que, además, se realiza en elextremo del adaptador de prensa del lado de inserción del tubo, a distancia del cordón, otro prensado, que conduce,como consecuencia de un sección cónica de prensado en el útil de prensa a una conicidad, que se extiende en elmismo sentido, del adaptador de prensa (3) y del tubo (2) y el cordón (31) se ensancha axialmente en ambos ladosde manera uniforme en el transcurso del prensado a través de impulsión radial desde fuera y partiendo desde unvértice del cordón, en el que, además, el otro prensado para la seguridad contra extracción de la combinaciónprensada formada por el adaptador de prensa (3) y el tubo (2) se realiza solamente en el extremo del adaptador deprensa del lado de inserción del tubo, sin una impulsión de prensado de la sección del adaptador, que se extiende,considerada en la dirección de inserción del tubo, detrás del cordón, y para la alineación axial en el extremo del útilde prensa (1), que está dirigido hacia la sección cónica de prensado (25), se apoya una nervadura de apoyo (27) enuna superficie frontal (35) del adaptador de prensa.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/058731.
Solicitante: GUSTAV KLAUKE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: AUF DEM KNAPP 46 42855 REMSCHEID ALEMANIA.
Inventor/es: MEYER, ULRICH, FRENKEN, EGBERT, DR., WILSDORF, FRANK, SCHMITZ, MICHAEL, WASCHESZIO,STEFAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D39/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de tubos con tubos; de tubos con barras.
- B25B27/10 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25B HERRAMIENTAS O UTILLAJE DE BANCO NO PREVISTOS EN OTRO LUGAR, PARA FIJAR, UNIR, DESENGANCHAR O MANTENER. › B25B 27/00 Herramientas manuales o utillaje de banco, especialmente concebidas para ensamblar o separar piezas u objetos, causando o no cierta deformación, no previstos en otro lugar (máquinas limitadas al montaje o separación de piezas u objetos metálicos B23P 19/00). › para revestir racores en tubos flexibles o mangos.
- F16L13/14 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 13/00 Empalmes de tubos no desmontables, p. ej. empalmes soldados, pegados o calafateados (empalmes para tubos rígidos en materiales plásticos F16L 47/00). › realizados por deformación plástica del material del tubo, p. ej. por deformación de las bridas, por laminación.
PDF original: ES-2411690_T3.pdf
Fragmento de la descripción:
Procedimiento para el prensado de un adaptador de prensa así como útil de prensa para ello La invención se refiere en primer lugar a un procedimiento para el prensado de un adaptador de prensa con un tubo insertado en el adaptador de prensa por medio de un útil de prensa, en el que el adaptador de prensa presenta un cordón circunferencial, en el que está insertada una junta tórica, en el que el tubo termina dentro del adaptador de prensa y se lleva a cabo en la zona del cordón un primer prensado, en el que, además, se realiza en el lado de inserción del tubo del adaptador de prensa, a distancia del cordón, otro prensado, que conduce a una conicidad inhibidora de la extracción, que se extiende en el mismo sentido, del adaptador de prensa y del tubo y el cordón se ensancha axialmente en ambos lados de manera uniforme en el transcurso del prensado a través de impulsión radial desde fuera y partiendo desde un vértice del cordón, en el que, además, el otro prensado para la seguridad contra extracción de la combinación prensada formada por el adaptador de prensa y el tubo se realiza solamente en el extremo del adaptador de prensa del lado de inserción del tubo, sin una impulsión de prensado de la sección del adaptador, que se extiende, considerada en la dirección de inserción del tubo, detrás del cordón, como se conoce a partir del documento US 5.484.174 A, pero en cuyo procedimiento conocido de realiza, sin configuración de una sección cónica, un mecanismo de enganche y no están previstos medios para la alineación axial con respecto a una superficie frontal del adaptador de prensa.
En procedimientos de este tipo, la hermeticidad necesaria del prensado del tubo y del adaptador de prensado se consigue a través del primer prensado en la zona del cordón, en el anillo de junta tórica que se inserta en el cordón es presionado a través de impulsión en la zona del cordón por medio del útil de prensado bajo deformación del anillo de obturación contra la pared exterior envolvente del tubo asociada, abarcada por el anillo de obturación. La deformación del anillo de obturación implica en este caso una deformación de la zona que rodea el anillo de obturación tanto del adaptador de prensa como también, en general, del tubo. El segundo prensado, que se realiza, en general, de forma simultánea con el primer prensado, conduce a un solape del adaptador de prensa y del tubo, de tal manera que resulta una conicidad, que se ensancha en contra de la dirección de extracción, de la combinación formada por el adaptador de prensa y el tubo, de manera que se consigue una inhibición de la extracción después del proceso de prensado.
En un procedimiento conocido a partir del documento WO98/57086 A1, a través de un primer prensado en la zona del cordón se consigue la deformación del anillo de obturación bajo elevación correspondiente de la hermeticidad y al mismo tiempo se consigue la inhibición de la extracción.
En un procedimiento conocido a partir del documento US 6 581 983 B1, el prensado se realiza en la zona del cordón y a ambos lados del cordón. A partir del documento US-A-4.850.621 se conoce una unión simple por enchufe. Con una sección de prensado conocida a partir del documento DE-U1-29521410 se puede conseguir una conicidad, que se extiende en el mismo sentido, del adaptador de prensa y del tubo, durante un prensado.
Partiendo del estado de la técnica mencionado en primer lugar, la invención tiene el cometido de indicar un procedimiento para el prensado de un adaptador de prensa con un tubo insertado en el adaptador de prensa por medio de un útil de prensado, de tal manera que se puede realizar también en condiciones difíciles de montaje y conduce a prensados fiables.
El cometido se soluciona con el objeto de la reivindicación 1. En particular, en el transcurso del prensado a través de impulsión radialmente desde fuera y partiendo desde un vértice del cordón, se ensancha éste de una manera uniforme a ambos lados y para la alineación axial en el extremo del útil de prensa, que está dirigido hacia la sección cónica de prensado, se apoya una nervadura de apoyo en una superficie frontal del adaptador de prensa.
Se ejerce una influencia directa sobre el cordón que recibe el anillo de obturación, impulsándolo radialmente desde fuera en el transcurso del proceso de prensado, lo que tiene como consecuencia, con una reducción radial correspondiente del diámetro del cordón, un ensanchamiento axial del espacio de alojamiento, definido en la pared interior a través del cordón, para el anillo de obturación, De manera correspondiente se conforma también de forma adaptada el anillo de obturación insertado, para la formación de una superficie de obturación incrementada afectada por presión. No se da una impulsión de prensado de la sección del adaptador, que se extiende detrás del cordón, considerada en la dirección de inserción del tubo, lo que puede ser problemático en zonas difícilmente accesibles. A este respecto, el procedimiento de acuerdo con la invención se ha revelado que es ventajoso, puesto que debe ejercerse una influencia precisamente sólo directamente sobre el cordón y, además, se consigue una alineación segura de través del apoyo de la nervadura de apoyo en una superficie frontal del adaptador de prensa. Además, a través del procedimiento propuesto se puede reconocer también visualmente una impulsión de prensado que actúa sobre la junta de obturación insertada, esto a través del ensanchamiento axial del cordón que se puede reconocer desde el exterior. La influencia radial sobre el cordón en el transcurso del proceso de prensado puede conducir, por ejemplo, a un ensanchamiento radial del cordón de 1, 5 a 4 veces, de manera más preferida aproximadamente 2 veces la medida axial original del cordón.
El cordón es aplanado en el transcurso del prensado a través de la impulsión radial desde fuera. De esta manera, el
cordón está configurado adaptada en la forma, por ejemplo, antes del proceso de prensado para el alojamiento de un anillo de obturación redondo circular en la sección transversal. Después del proceso de prensado y en este caso después de la impulsión que actúa desde fuera sobre el cordón, éste se deforma de tal manera que el radio del cordón, adaptado al diámetro redondo circular del anillo de obturación se incrementa especialmente con relación a una sección transversal a través del cordón en la zona del vértice, de tal manera que resulta en el lado exterior del cordón un aplanamiento detectable visualmente y en el lado interior del cordón, el anillo de obturación se deforma desde la forma de la sección transversal de disco circular preferida original en una sección transversal ovalada, siendo incrementada la superficie de obturación adyacente, dirigida especialmente hacia el tubo insertado. El aplanamiento del cordón a través de impulsión radial desde fuera conduce al ensanchamiento radial del cordón, que se puede conseguir a ambos lados de una manera uniforme partiendo desde el vértice del cordón.
La impulsión radial del cordón desde fuera se puede realizar parcialmente en varias zonas dispuestas, dado el caso, unas detrás de las otras de una manera uniforme en dirección circunferencial. Se prefiere una configuración, en la que el cordón es impulsado con una sección cilíndrica en el útil de prensa, para ejercer una influencia radial uniforme circunferencial del cordón desde fuera, de manera que de forma correspondiente también después de la realización del proceso de prensado se consigue un ensanchamiento axial ininterrumpido, uniforme circunferencial o bien un aplanamiento radial del cordón.
El otro prensado en el lado de inserción del tubo para la creación de la inhibición de la extracción se realiza en otra configuración preferida del objeto de la invención en la zona de una distancia del cordón, que corresponde al menos 1, 5 veces la medida de la altura o más del cordón no prensado, en dirección al extremo del adaptador en el lado de inserción del tubo, estando definida, además, la altura del cordón no prensado de acuerdo con la invención por la medida de la distancia radial entre la pared interior no prensada del adaptador y el punto del vértice radialmente exterior del cordón no prensado. La distancia axial del otro prensado con relación al cordón puede corresponder a 2 veces, a 3 a 10 veces la medida de la altura del cordón, adicionalmente, por ejemplo, a 3 veces o 4 veces o a cualquier medida intermedia especialmente en el intervalo de décimas, tal como por ejemplo a 2, 1 ó 3, 7 veces de la medida de la altura. Esta distancia axial entre las zonas de prensado puede estar prevista, además, en dirección axial con una distancia que corresponde a 5 a 20 veces el... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el prensado de un adaptador de prensa (3) con un tubo (2) insertado en el adaptador de prensa (3) por medio de un útil de prensa (1) , en el que el adaptador de prensa (3) presenta un cordón circunferencial (31) , en el que está insertada una junta tórica (32) , en el que el tubo (2) termina dentro del adaptador de prensa (3) y se lleva a cabo dentro del cordón (31) un primer prensado, en el que, además, se realiza en el extremo del adaptador de prensa del lado de inserción del tubo, a distancia del cordón, otro prensado, que conduce, como consecuencia de un sección cónica de prensado en el útil de prensa a una conicidad, que se extiende en el mismo sentido, del adaptador de prensa (3) y del tubo (2) y el cordón (31) se ensancha axialmente en ambos lados de manera uniforme en el transcurso del prensado a través de impulsión radial desde fuera y partiendo desde un vértice del cordón, en el que, además, el otro prensado para la seguridad contra extracción de la combinación prensada formada por el adaptador de prensa (3) y el tubo (2) se realiza solamente en el extremo del adaptador de prensa del lado de inserción del tubo, sin una impulsión de prensado de la sección del adaptador, que se extiende, considerada en la dirección de inserción del tubo, detrás del cordón, y para la alineación axial en el extremo del útil de prensa (1) , que está dirigido hacia la sección cónica de prensado (25) , se apoya una nervadura de apoyo (27) en una superficie frontal (35) del adaptador de prensa.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque el cordón (31) es impulsado con una sección cilíndrica en el útil de prensa (1) .
3. Procedimiento de acuerdo con una de las reivindicaciones 1 ó 2, caracterizado porque el otro prensado en el lado de inserción del tubo se realiza en la zona de una distancia (t) desde el cordón (31) , que corresponde a 1, 5 veces la medida de la altura (n) o más del cordón (31) no prensado, en dirección hacia el extremo del adaptador de prensa del lado de inserción del tubo, en el que, con preferencia, en el extremo del cordón (31) , que está alejado del extremo del lado del inserción del tubo del adaptador de prensa (3) , se realiza por medio de una sección calibrada (29) en el útil de prensa (1) una estabilización del útil de prensa (1) con relación al eje longitudinal del tubo (x) y/o, de manera más preferida, entre el prensado del cordón y el prensado del lado de inserción del tubo se realiza un prensado de calibración.
4. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la alineación axial del útil de prensa (1) se realiza con la ayuda de una nervadura de apoyo (27) , que se apoya en una superficie frontal del adaptador de prensa (3) , en el que, con preferencia, sobre el lado de la nervadura de apoyo (27) que está alejado del cordón, se realiza un agarre del tipo de calibre del tubo (2) y/o, de manera más preferida, en el lado de inserción del tubo del cordón (31) está prevista una sección de prensa (49) radialmente pretensada, que se ensancha radialmente en el transcurso del prensado y del alcance de la fuerza de tensión previa para integrarse en el resto de la geometría de prensado.
5. Procedimiento de acuerdo con la reivindicación 4, caracterizado porque en el caso de la sección de prensa pretensada, el pretensado se configura de tal manera que antes de un ensanchamiento radial no tiene lugar una deformación plástica del adaptador.
6. Útil de prensa (1) para el prensado de adaptadores de prensa (3) sobre tubos (2) , en el que el útil de prensa (1) presenta al menos dos mordazas de prensa (15, 16, 17, 18) con una primera geometría de prensado (21) para la formación de una sección de prensado de cordón (22) y con una segunda geometría de prensado (40) distanciada axialmente de ella para la formación de una sección cónica de prensado (25) , en el que la primera geometría de prensado (21) provista con un diámetro mayor presenta una sección cilíndrica, de tal manera que se deja un cordón
(31) al menos en una dirección espacial para el ensanchamiento axial, en el que, además, la segunda geometría de prensado solamente está configurada en un lado de la primera geometría de prensado y sirve para la seguridad contra extracción de una combinación prensada del adaptador de prensa (3) y el tubo (2) y entre la sección de prensado del cordón (22) y la sección cónica de prensado (25) está configurada una sección de prensado de calibración (23) , que está prevista, en atención a una distancia radial, entre la sección de prensado del cordón (22) y la sección cónica de prensado (25) , en el que, además, la sección cónica de prensado (25) deja, frente a la sección de prensado del cordón (22) , un espacio interior radial reducido y la sección de prensado de calibración (23) deja un espacio interior radial, cuyo diámetro se encuentra, en cuanto a la medida, entre el de la sección cónica de prensado
(25) y el de la sección de prensado del cordón (22) y en el extremo del útil de prensa (1) , que está dirigido hacia la sección cónica de prensado (25) , está prevista una nervadura de apoyo (27) , para el apoyo en una superficie frontal de un adaptador de prensa.
7. Útil de prensa de acuerdo con la reivindicación 6, caracterizado porque en la geometría de prensado está prevista una sección de prensa (49) pretensada radialmente, que se ensancha radialmente en el transcurso del prensado y del alcance de la fuerza de tensión previa para integrarse en el resto de la geometría de prensado.
8. Útil de prensa de acuerdo con una de las reivindicaciones 6 ó 7, caracterizado porque una sección de calibración (29) está configurada en el útil de prensa (1) , en el que, con preferencia, en la sección de calibración (29) están previstos unos elementos de apoyo (47) , que apuntan en la dirección de la primera geometría de prensado.
9. Útil de prensa de acuerdo con una de las reivindicaciones 6 a 8, caracterizado porque la sección de prensado de calibración (23) presenta una sección cilíndrica y/o, con preferencia, la medida radial (g) de la superficie de prensado (23’) de la sección de prensado de calibración (23) está retraída 1, 25 mm o más con relación a la medida radial de la superficie de prensado (25’) de la sección cónica de prensado (25) y/o, de manera más preferida, la medida radial
(d) de la superficie cilíndrica (22’) de la sección de prensado del cordón (22) está incrementada de 0, 625 mm a 5, 625 mm con relación a la medida radial de la superficie de prensado (23’) de la sección de prensado de calibración (23) .
10. Útil de prensa de acuerdo con la reivindicación 9, caracterizado porque entre la sección de prensado del cordón
(22) y la sección de prensado de calibración (23) está configurada una sección de transición (24) , que corresponde al menos a la anchura axial (h) de la sección cónica de prensado (25) y/o, con preferencia, entre la sección de prensado del cordón (22) y la sección de prensado de calibración (23) está configurada está configurada una sección de transición (24) , que corresponde menor que a la anchura axial (h) de la sección cónica de prensado (25) , en el que, de manera más preferida, la sección de prensado (49) pretensada radialmente está empotrada en el estado prensado en la sección de transición (24) entre la sección de prensado del cordón (22) y la sección de prensado de calibración (23) .
11. Útil de prensa de acuerdo con una de las reivindicaciones 6 a 10, caracterizado porque la sección cilíndrica de la sección de prensado del cordón (22) presenta una longitud axial (b) , que corresponde a un múltiplo de la longitud axial (h) de la sección cónica de prensado (25) .
12. Útil de prensa de acuerdo con una de las reivindicaciones 9 u 11, caracterizado porque las sección cilíndrica de la sección de prensado de calibración (23) presenta una longitud axial (c) , que corresponde a un múltiplo de la longitud axial (h) de la sección cónica de prensado (25) .
13. Útil de prensa de acuerdo con una de las reivindicaciones 6 a 12, caracterizado porque la sección cónica de prensado (25) presenta una longitud axial (h) , que corresponde de 1, 25 a 12, 5 mm.
14. Útil de prensa de acuerdo con una de las reivindicaciones 6 a 13, caracterizado porque sobre el lado de la nervadura de apoyo (27) , que está alejado de la sección de prensado del cordón, está prevista una segunda sección de calibración (28) y/o, de manera más preferida, la primera sección de calibración (29) , prevista sobre el lado de la primera sección de prensado, está formada del tipo de semicilindro y/o, de manera más preferida, la segunda sección de calibración (28) está formada del tipo de semicilindro.
15. Útil de prensa de acuerdo con una de las reivindicaciones 8 a 14, caracterizado porque la primera sección de calibración (29) presenta una extensión longitudinal axial, que corresponde a 3, 75 mm o más, en el que, con preferencia, la primera sección de calibración (29) presenta una longitud axial (m) , que corresponde a un múltiplo de la longitud axial (h) de la sección cónica de prensado (25) y/o, de manera más preferida, la medida radial (g) de la superficie de prensado (23’) de la sección de prensado de calibración (23) está retraída frente a la medida radial de la superficie de prensado (25’) de la sección cónica de prensado (25) en 1, 25 mm o más y/o, de manera más preferida, la medida radial (d) de la superficie cilíndrica (22’) de la sección de prensado del cordón (22) está incrementada de 0, 625 mm a 5, 625 mm con relación a la medida radial de la superficie de prensado (23’) de la sección de prensado de calibración (23) .
Patentes similares o relacionadas:
 Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector, del 15 de Julio de 2020, de HENN GMBH & CO.KG: Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector , presentando el conector un […]
Instalación de manufactura para compresión de conducciones, del 8 de Enero de 2020, de HENN GMBH & CO.KG: Instalación de manufactura para conectar un conducto para medios líquidos o gaseosos a un conector macho , comprendiendo la […]
Método para unir al menos dos partes de pieza de trabajo metálicas una a la otra por medio de un método de soldadura por explosión, del 4 de Diciembre de 2019, de VolkerWessels Intellectuele Eigendom B.V: Método para unir al menos dos partes de pieza de trabajo metálicas de una composición metálica que difiere una de la otra por medio de soldadura […]
Método para la producción de productos de acero revestido, del 17 de Julio de 2019, de Cladinox International Limited: Un lingote que incluye un miembro de revestimiento compuesto por una aleación seleccionado del grupo que comprende acero inoxidable, aleaciones de níquel-cromo, […]
Productos metálicos resistentes a la corrosión, del 12 de Junio de 2019, de Cladinox International Limited: Una palanquilla (B1-B23) que comprende un cuerpo (C, 110, 110a, 122, 62) de acero, un miembro de revestimiento (J) que está compuesto por una aleación seleccionada […]
Procedimiento y aparato para la fabricación de un elemento de tubería con superficie de apoyo, ranura y reborde, del 10 de Junio de 2019, de VICTAULIC COMPANY: Dispositivo para formar los extremos de un elemento de tubería, dispositivo que comprende un primer rodillo y un segundo rodillo para […]
Herramienta de prensar para la unión de piezas mediante conformado, del 22 de Mayo de 2019, de ROTHENBERGER AG: Herramienta de prensar para la unión de piezas mediante el conformado, con al menos dos mordazas de prensar (2, 2'; 3, 3'; 3''), movibles […]