Cuerpo moldeado.
Un artículo moldeado que comprende polvo inorgánico como componente principal y que comprende ademásfibra inorgánica,
fibra orgánica, una resina termoendurecible, y partículas expandibles por calor, estando laspartículas expandibles por calor presentes en una cantidad de 0,5% a 10% en masa en base a la masa total delpolvo inorgánico, la fibra inorgánica, la fibra orgánica, la resina termoendurecible, y las partículas expandibles porcalor.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2006/009822.
Solicitante: KAO CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 14-10, NIHONBASHI-KAYABACHO 1-CHOME CHUO-KU, TOKYO 103-8210 JAPON.
Inventor/es: OSAKI,MASAYUKI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22C1/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › Composiciones de materiales refractarios para moldes o machos; Su estructura granular (materiales refractarios en general C04B 35/00 ); Características químicas o físicas de la fabricación de los moldes.
- D21J3/00 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21J CARTON DE PASTA DE MADERA; FABRICACION DE ARTICULOS A PARTIR DE SUSPENSIONES DE FIBRAS CELULOSICAS O A PARTIR DE PAPEL "MACHE" (fabricación de objetos por procedimientos en seco B27N). › Fabricación de artículos por prensado de pasta fibrosa húmeda o de papel "maché", entre moldes.
PDF original: ES-2404702_T3.pdf
Fragmento de la descripción:
Cuerpo moldeado
Campo técnico:
La presente invención se refiere a un artículo moldeado fabricado principalmente de polvo inorgánico y un método de producción del mismo. En particular, se refiere a un artículo moldeado adecuado para su uso como un molde para producir una pieza colada o una estructura (inclusive en lo sucesivo en el presente documento denominado molde de colada, etc.) y un método de producción del mismo.
Antecedentes de la técnica:
En general, en la producción de piezas coladas, se crea un molde de colada con una cavidad a base de arena de colada a partir de un patrón fabricado de madera, metal, etc., se vierte metal fundido en la cavidad, y, después de enfriarse, se extrae el producto colado del molde.
Hacer un patrón de madera o de metal requiere habilidad y un equipo costoso. Un patrón de este tipo es costoso y pesado y además da lugar a un problema de eliminación y, por lo tanto, es inadecuado para la producción de piezas coladas excepto artículos producidos en masa. Debido a que se prepara un molde de arena endureciendo arena de colada, que es una mezcla de arena común y un aglutinante, se necesita una recuperación de la arena en la reutilización de la arena. La recuperación de la arena se acompaña de la generación de residuos como el polvo.
Para abordar estos problemas, el solicitante presentó una propuesta en el documento JP-A-2004-181472, en el que un molde de colada, etc. están formados de artículos moldeados que contienen fibra orgánica, fibra inorgánica, y una resina termoendurecible. El artículo moldeado mediante la técnica propuesta es más delgado, más ligero, y más procesable que los moldes de arena convencionales y no implica ningún problema de generación de residuos. Dependiendo del diseño, algunas piezas coladas tienen formas complicadas y se requieren para lograr una precisión en detalle. Sigue habiendo una demanda de un artículo moldeado que pueda aplicarse a la fabricación de tales piezas coladas.
Descripción de la invención:
Teniendo en cuenta los problemas descritos anteriormente, un objeto de la presente invención es proporcionar un artículo moldeado con el que se conforme un material de colada en una configuración complicada con precisión en detalle y un método de producción del artículo moldeado.
La presente invención logra el objeto anterior mediante la provisión de un artículo moldeado que contiene polvo inorgánico como componente principal y, además, contiene fibra inorgánica, fibra orgánica, una resina termoendurecible, y partículas expandibles por calor. El artículo moldeado contiene las partículas expandibles por calor en una cantidad del 0, 5% al 10% en masa en base a la masa total del polvo inorgánico, la fibra inorgánica, la fibra orgánica, la resina termoendurecible, y las partículas expandibles por calor.
La presente invención también proporciona un método de producción del artículo moldeado de la invención, que incluye las etapas de preparar una suspensión madre dispersando el polvo inorgánico, la fibra inorgánica, la fibra orgánica, la resina termoendurecible, y las partículas expandibles por calor en un medio de dispersión, formando una preforma húmeda a partir de la suspensión mediante un proceso de fabricación de papel, y secar la preforma por calentamiento en un molde para conformar la preforma mientras que se expanden las partículas expandibles por calor.
La presente invención proporciona un artículo moldeado con precisión detallada, por complicada que pueda ser la forma, y un método de producción del artículo moldeado.
Breve descripción de los dibujos:
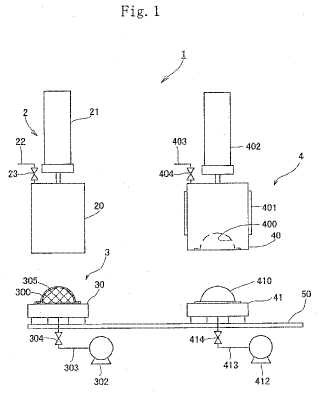
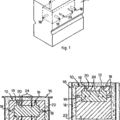
La figura 1, es una sección transversal parcial que muestra esquemáticamente una realización del aparato para realizar el método de producción de un artículo moldeado de acuerdo con la presente invención. La figura 2 es una perspectiva que ilustra esquemáticamente una realización de un molde de fabricación de papel usado en la presente invención, con una parte separada. La figura 3 es una perspectiva que ilustra esquemáticamente un molde macho de un medio de secado y conformación del aparato. La figura 4 ilustra esquemáticamente la etapa de fabricación de papel en una realización del método de producción de un artículo moldeado de acuerdo con la presente invención. La figura 5 ilustra esquemáticamente la etapa de transferencia de una preforma después de completar la etapa de fabricación de papel en la realización del método de producción de un artículo moldeado de acuerdo con la presente invención.
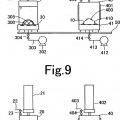
La figura 6 ilustra esquemáticamente la etapa de secado y conformación en la realización del método de producción de un artículo moldeado de acuerdo con la presente invención. La figura 7 ilustra esquemáticamente la liberación del molde después de completar la etapa de secado y conformación en la realización del método de producción de un artículo moldeado de acuerdo con la presente invención. La figura 8 es una perspectiva de un ejemplo de una preforma preparada mediante el método de producción de un artículo moldeado de acuerdo con la presente invención. La figura 9 es una sección transversal ampliada de un borde de un artículo moldeado obtenido después de la etapa de secado y conformación de acuerdo con una realización de la presente invención. La figura 10 (a) ilustra unos artículos moldeados ejemplares producidos mediante el método de producción de un artículo moldeado de acuerdo con la presente invención, y muestra dos artículos moldeados que se acoplan uno con otro. La figura 10 (b) ilustra unos artículos moldeados ejemplares producidos mediante el método de producción de un artículo moldeado de acuerdo con la presente invención, y representa una vista ampliada de los bordes de los dos artículos moldeados acoplados entre sí.
Mejor modo de realizar la invención:
La presente invención se describirá en base a sus realizaciones preferidas.
La presente invención se describe básicamente con respecto a una realización en la que el artículo moldeado de la invención se aplica a un molde de colada, etc. El artículo moldeado de la presente realización contiene polvo inorgánico como componente principal y contiene además fibra inorgánica, fibra orgánica, una resina termoendurecible, y partículas expandibles por calor. La frase “como componente principal” significa que el polvo inorgánico forma la mayor proporción en masa en el artículo moldeado.
El artículo moldeado de la presente realización contiene preferentemente del 0, 5% al 10%, más preferentemente del 2% al 8%, (en masa) de las partículas expandibles por calor en base a la masa total del polvo inorgánico, la fibra inorgánica, la fibra orgánica, la resina termoendurecible, y las partículas expandibles por calor. Estando el contenido de las partículas expandibles por calor en dicho intervalo, se produce un efecto suficiente de adición mientras que se minimizan las influencias adversas de la expansión en la precisión de moldeo. Como resultado, la configuración interna de un molde de fabricación de papel se transfiere fielmente a un artículo moldeado en detalle. Incluso cuando el molde de fabricación de papel se conforma de manera complicada, la fabricación de papel (formación de una preforma) puede lograrse con una buena precisión en cada detalle sin provocar grietas o desgarros. Esto se debe a que las partículas expandibles por calor se expanden para presionar el material de fabricación de papel sobre cada esquina del molde de fabricación de papel. Debido a la cantidad limitada de las partículas expandibles por calor, se evita una sobre-expansión, sin que se necesite un tiempo de enfriamiento adicional, y por lo tanto se mantiene una alta productividad.
El artículo moldeado de la invención contiene partículas expandibles por calor en su estado expandido por calor. El diámetro promedio de las partículas antes de la expansión por calor es preferentemente de 5 a 80 !m, más preferentemente de 20 a 50
!m. Con el diámetro promedio de las partículas expandibles encontrándose dentro de este intervalo, se asegura un efecto suficiente de adición mientras que se minimizan las influencias adversas de la expansión en la precisión de moldeo.
En el artículo moldeado de la invención, la relación de preparación de compuestos (en masa) de polvo inorgánico/fibra inorgánica/fibra orgánica/resina termoendurecible/partículas expandibles por calor es preferentemente de 70 a 80/2 a 6/2 a 10/8 a 16/0, 5 a 10, más preferentemente de 70 a 80/2 a 8/2 a 6/10 a 14/2 a 8, tomando el total del polvo inorgánico, la fibra inorgánica, la fibra orgánica, la resina termoendurecible, y las partículas... [Seguir leyendo]
Reivindicaciones:
1. Un artículo moldeado que comprende polvo inorgánico como componente principal y que comprende además fibra inorgánica, fibra orgánica, una resina termoendurecible, y partículas expandibles por calor, estando las partículas expandibles por calor presentes en una cantidad de 0, 5% a 10% en masa en base a la masa total del polvo inorgánico, la fibra inorgánica, la fibra orgánica, la resina termoendurecible, y las partículas expandibles por calor.
2. El artículo moldeado de acuerdo con la reivindicación 1, en el que el polvo inorgánico es grafito, la fibra inorgánica es fibra de carbono, la fibra orgánica es fibra de pasta, y la resina termoendurecible es una resina fenólica.
3. El artículo moldeado de acuerdo con la reivindicación 1 o 2, que es un molde de colada o una estructura para la fabricación de una pieza colada.
4. El artículo moldeado de acuerdo con cualquiera de las reivindicaciones 1 a 3, que tiene un espesor de 0, 2 a 5 mm.
5. El artículo moldeado de acuerdo con cualquiera de las reivindicaciones 1 a 4, que tiene al menos una abertura y una pestaña alrededor de la abertura.
6. El artículo moldeado de acuerdo con cualquiera de las reivindicaciones 1 ó 3 a 5, en el que el polvo inorgánico es uno o más polvos inorgánicos seleccionados a partir de grafito, obsidiana, mica, mullita, sílice, y magnesia.
7. Un método de producción del artículo moldeado de acuerdo con la reivindicación 1, que comprende las etapas de preparar una suspensión madre dispersando el polvo inorgánico, la fibra inorgánica, la fibra orgánica, la resina termoendurecible, y las partículas expandibles por calor en un medio de dispersión, formando una preforma húmeda a partir de la suspensión madre mediante un proceso de fabricación de papel, y secar la preforma por calentamiento en un molde para conformar la preforma mientras que se expanden las partículas expandibles por calor.
REFERENCIAS CITADAS EN LA DESCRIPCIÓN
La lista de referencias citadas por el solicitante es, únicamente, para conveniencia del lector. No forma parte del documento de patente europea. Si bien se ha tenido gran cuidado al compilar las referencias, no pueden excluirse errores u omisiones y la OEP declina toda responsabilidad a este respecto.
Documentos de patente citados en la descripción
Patentes similares o relacionadas:
Sistema multicomponente para la producción de moldes y núcleos y procedimientos para la producción de moldes y núcleos, del 1 de Enero de 2020, de ASK Chemicals GmbH: Sistema multicomponente para producir moldes o núcleos, que comprende al menos los siguientes componentes (A), (B) y (F), separados espacialmente uno de […]
 Método y aparato para producir un artículo moldeado de fibra, precursor moldeado de fibra y artículo moldeado de fibra, del 26 de Agosto de 2015, de KAO CORPORATION: Un método de producir un artículo moldeado en fibra (11, 11') que tiene una cara de acoplamiento con un borde, estando adaptada la cara de acoplamiento para ser unida con una […]
Método y aparato para producir un artículo moldeado de fibra, precursor moldeado de fibra y artículo moldeado de fibra, del 26 de Agosto de 2015, de KAO CORPORATION: Un método de producir un artículo moldeado en fibra (11, 11') que tiene una cara de acoplamiento con un borde, estando adaptada la cara de acoplamiento para ser unida con una […]
Polvo de carbón añadido con hidratos de carbono solubles en agua para ser utilizado en una composición de arena húmeda para el moldeo por fundición, del 15 de Octubre de 2014, de Coque Do Sul Do Brasil LTDA: Polvo de carbón al que se han añadido hidratos de carbono solubles en agua para ser utilizado en la composición de arena húmeda para el moldeo de piezas fundidas, […]
 PROCEDIMIENTO PARA FABRICAR UN ELEMENTO SOMETIDO A DESGASTE, Y ELEMENTO SOMETIDO A DESGASTE ASI OBTENIDO, del 10 de Noviembre de 2009, de F.A.R. - FONDERIE ACCIAIERIE ROIALE - SPA: Procedimiento para fabricar un elemento sometido a desgaste, como un elemento mecánico, una herramienta de abrasión o de molturación o similar, que comprende una matriz […]
PROCEDIMIENTO PARA FABRICAR UN ELEMENTO SOMETIDO A DESGASTE, Y ELEMENTO SOMETIDO A DESGASTE ASI OBTENIDO, del 10 de Noviembre de 2009, de F.A.R. - FONDERIE ACCIAIERIE ROIALE - SPA: Procedimiento para fabricar un elemento sometido a desgaste, como un elemento mecánico, una herramienta de abrasión o de molturación o similar, que comprende una matriz […]
MOLDE PARA LA FUNDICION DE METAL., del 16 de Mayo de 2007, de FOSECO INTERNATIONAL LIMITED: Un procedimiento para formar un molde o macho para la fundición de metal, que comprende: (a) la formación de un cuerpo de material que consta, al menos […]
FABRICACION DE UN REVESTIMIENTO LIBRE DE CUARZO Y APLICACION., del 1 de Abril de 2007, de BEGO BREMER GOLDSCHLAGEREI WILH. HERBST GMBH & CO.: Procedimiento para la fabricación de una pieza de fundición odontológica, con las siguientes etapas: a. formar y endurecer un primer modelo positivo de una dentadura, b. modelar […]
METODO DE PREPARACION DE ARENA DE FUNDICION., del 1 de Febrero de 2007, de NORAM TECHNOLOGY, LTD.: Un método de preparación de arena de fundición a partir de partículas de un material base mediante la reducción de las partículas en partículas lisas y la clasificación […]
 MATERIAL TERMORRESISTENTE PARA MÁQUINA DE COLADA DE METAL DE BAJO PUNTO DE FUSIÓN, del 5 de Mayo de 2011, de NICHIAS CORPORATION: Material termorresistente para una máquina de colada de metal de bajo punto de fusión, que comprende silicato de calcio y un fluoruro, en el que el silicato de calcio comprende […]
MATERIAL TERMORRESISTENTE PARA MÁQUINA DE COLADA DE METAL DE BAJO PUNTO DE FUSIÓN, del 5 de Mayo de 2011, de NICHIAS CORPORATION: Material termorresistente para una máquina de colada de metal de bajo punto de fusión, que comprende silicato de calcio y un fluoruro, en el que el silicato de calcio comprende […]