Cartón, un método para fabricar el mismo y un envase hecho del mismo.
Un método para fabricar cartón, en el que se forma una banda de pasta a partir de pasta papelera a base de fibraen una cinta sinfín de la máquina de cartón,
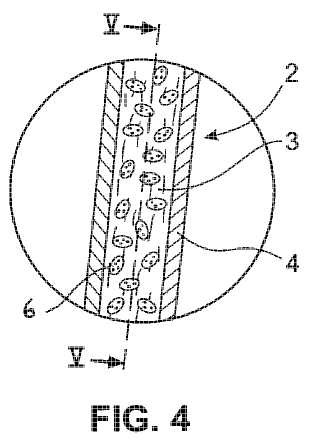
prensándose y secándose la banda en una capa (3) de cartón,caracterizado por que el polímero (6) se incorpora a la pasta papelera, acabando en la capa (3) de cartón y que lacapa de cartón que contiene humedad se calienta a fin de que funda el polímero y las burbujas de vapor de aguapenetren en el mismo, espumando y expandiendo el vapor de agua el polímero y haciendo porosa la capa de cartón.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FI2008/050118.
Solicitante: STORA ENSO OYJ.
Nacionalidad solicitante: Finlandia.
Dirección: P. O. BOX 309 00101 HELSINKI FINLANDIA.
Inventor/es: PENTTINEN, TAPANI, RASANEN,JARI, POYHONEN,NIILO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B27/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › de papel o cartón.
- B65D3/28 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 3/00 Recipientes rígidos o semirígidos que tienen cuerpos o paredes periféricas de sección transversal curva o parcialmente curva, realizados enrollando o curvando papel sin plegar según líneas definidas. › Otros detalles de paredes.
- B65D81/38 B65D […] › B65D 81/00 Recipientes, elementos de embalaje o paquetes para contenidos que presentan problemas especiales de almacenado o de transporte, o adaptados para servir a otros fines distintos del embalaje después de haber sido vaciado su contenido. › con aislamiento térmico (botellas al vacío o análogas A47J 41/00).
- D21H17/33 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 17/00 Materiales no fibrosos añadidos a la parte caracterizados por su constitución; Materiales de impregnación del papel caracterizados por su constitución. › Compuestos macromoleculares sintéticos.
- D21H21/22 D21H […] › D21H 21/00 Materiales no fibrosos añadidos a la pasta, caracterizados por su función, su forma o sus propiedades; Materiales de impregnación o de revestimiento del papel, caracterizados por su función, su forma o sus propiedades. › Agentes que vuelven el papel poroso, absorbente o hueco.
- D21H21/56 D21H 21/00 […] › Espuma.
PDF original: ES-2452326_T3.pdf
Fragmento de la descripción:
Cartón, un método para fabricar el mismo y un envase hecho del mismo La invención se refiere a un método para fabricar cartón, en el que se forma una banda de pasta a partir de pasta papelera a base de fibra sobre la cinta sinfín de una máquina de cartón, prensándose y secándose la banda en una capa de cartón. La invención se refiere además a cartón obtenido por el método y un envase hecho de este cartón, tal como un jarro.
Una desventaja de los jarros sin asas convencionales, que se fabrican de cartón, es que las bebidas calientes puestas en los mismos tienden a quemar los dedos del usuario. Esto se debe a la deficiente capacidad de aislamiento térmico del cartón delgado. Por la misma razón, beber una bebida muy fría de la copa puede resultar incómodo para los dedos.
Como una solución al problema, se ha sugerido modificar la estructura o el diseño de la copa. Una solución comprende disponer una camisa fabricada de cartón corrugado alrededor de la envoltura de la copa. También se ha sugerido una doble envoltura de la copa, en la que queda una capa aislante de aire en el interior de la envoltura. Además, se conoce una copa de cartón, plegándose su envoltura hacia abajo en la boca de la copa, formándose un collar que actúa como una superficie de sujeción.
Otra propuesta conocida es mejorar la capacidad de aislamiento térmico de la copa por incorporación en la pasta de microesferas que se expanden por calor, en las que el agente expansivo comprende un gas, tal como isobuteno o pentano. Dichas partículas que se expanden están comercialmente disponibles. Sin embargo, hay la desventaja del precio de las partículas y la dificultad para que se distribuyan de manera uniforme en la pasta en el procedimiento de espumación del cartón. La tecnología conocida en cuestión se describe, entre otras, en la memoria descriptiva de la patente británica GB 1118221 y las memorias descriptivas de las patentes de EE.UU. 6.379.497 y 6.802.938.
Una tercera solución al problema ha sido mejorar la capacidad de aislamiento térmico de la copa haciendo porosa la capa de recubrimiento polimérico de la envoltura de la copa. La memoria descriptiva de la patente británica GB
1.441.666 desvela un jarro de cartón, en el que se lamina un recubrimiento al cartón mediante un adhesivo, comprendiendo el recubrimiento poliestireno espumado. La memoria descriptiva de la patente de EE.UU. 4.435.344 y la solicitud de patente europea publicada EP 940.240 describe copas de cartón que están recubiertas con una capa de polietileno de baja densidad (LDPE, por sus siglas en inglés) espumado. Según las publicaciones, la capa de LDPE se espuma con el vapor de agua que se libera del cartón cuando se calienta, penetrando el vapor en la capa de polímero fundido de la copa, haciéndola porosa. La memoria descriptiva de la patente de EE.UU. 6.852.381 describe además un método de espumación del recubrimiento polimérico de copas de cartón, que se basa en isobutileno encapsulado que se gasifica, cuando se calienta.
Como resultado de la espumación del recubrimiento polimérico de la copa de cartón, la superficie de la copa llega a ser desigual. Si las burbujas de gas que se acumulan o se generan en el recubrimiento durante la espumación rompen la superficie de la envoltura de la copa, la superficie llega a ser rugosa. El recubrimiento polimérico poroso espumado mejora la capacidad de aislamiento térmico del cuerpo de la copa, pero hay la desventaja de que se deteriore la calidad de las impresiones en la copa. Por ejemplo, en cartón recubierto con polietileno de baja densidad (LDPE) o copolímero de etileno-acrilato de metilo (EMA, por sus siglas en inglés) , se puede producir impresión de alta calidad por la técnica de impresión digital a base de tóner seco, reduciéndose su precisión por los bultos y las grietas que se generan en la superficie.
El propósito de la invención es resolver el problema mencionado anteriormente formando cartón poroso, es decir cartón o cartulina, que sea adecuado para el material de jarros o envases similares, en particular, siendo su superficie más lisa que antes, permitiendo así una impresión de calidad más alta en la superficie de la envoltura de la copa. El método para fabricar el cartón según la invención se caracteriza por que el polímero se incorpora a la pasta papelera, terminando en la capa de cartón y que se calienta la capa de cartón que contiene humedad a fin de que el polímero funda y las burbujas de vapor de agua penetren en él, haciendo la capa porosa.
Comparado con las referencias mencionadas anteriormente, la patente de EE.UU. 4.435.344, la patente europea EP
940.240 y la patente de EE.UU. 6.852.381, una característica esencialmente nueva en la invención es que el polímero se espuma con vapor en el interior de la capa de cartón a base de fibra a fin de que la capacidad de aislamiento térmico del cartón mejore debido a la formación de poros en esta capa. La espumación del polímero expande la capa de cartón a base de fibra de manera más uniforme, produciendo menos agrietamiento de la superficie que la espumación de la capa de recubrimiento polimérico del cartón. En particular, este es el caso cuando se proporciona el cartón con un recubrimiento polimérico que queda infusible y que no forma espuma durante el calentamiento.
El polímero se puede dopar en fibras secas como partículas pequeñas o gotas, que se adhieren a las fibras, distribuyéndose principalmente de manera uniforme en la pasta. También se puede realizar el dopaje de polímero para parte de las fibras, que se mezclan después con fibras no dopadas. La pasta dopada así obtenida se suspende en agua como pasta papelera, que se alimenta de manera convencional sobre la cinta sinfín en la máquina de cartón y se prensa y se seca en una banda de cartón, que puede llegar a ser parte del cartón multicapa que es producido por la máquina. En dicho cartón multicapa, una o más capas a base de fibra pueden incluir polímero dopado que sea capaz de formar espuma. El polímero puede constituir 5 a 40 por ciento, preferiblemente 10 a 20 por ciento del peso seco de la capa a base de fibra dopada.
Para fundirlo y espumarlo, cuando se calienta, la viscosidad del fundido del polímero dopado debería ser preferiblemente al menos 15. El polímero usado en la invención comprende polietileno de baja densidad (LPDE) , por ejemplo. La temperatura de calentamiento puede variar dentro de 110 y 150°C y cuando se usa LDPE, preferiblemente dentro de 115 y 125°C.
La espumación del polímero incorporado en la capa de cartón a base de fibra se genera por la humedad liberada del cartón en el calentamiento, penetrando en las partículas poliméricas fundidas, haciéndolas espuma y expandiéndolas. Además, el polímero como tal puede contener humedad, que por su parte causa la formación de burbujas y la formación de espuma cuando se calienta. Cuando el cartón se enfría después de la formación de espuma, las burbujas de vapor de la espuma permanecen como cavidades y poros en el polímero expandido, que solidifica.
En general, el cartón que se destina a jarros se recubre con polímero por los dos lados del mismo. El propósito de las capas de recubrimiento es evitar la absorción de agua del cartón y permitir el cierre por calor de las copas. Si el recubrimiento y el dopaje de las fibras de la capa de cartón se fabrican con el mismo polímero, las capas de recubrimiento también pueden formar espuma hasta cierto punto, cuando se espuma el polímero incorporado a la capa de cartón, incluso si la formación de espuma de las capas superficiales es esencialmente menor que en las disoluciones desveladas en las referencias mencionadas anteriormente. También es posible que se use un polímero con una menor viscosidad del fundido o un mayor punto de fusión en una o en las dos capas de recubrimiento a fin de que, cuando se espume el polímero en la capa de cartón, la capa o las capas de recubrimiento ni fundan ni formen espuma. Así, es posible mantener la superficie polimérica del cartón sólida y lisa, mientras el potencial de formación de espuma se puede dirigir esencialmente totalmente al polímero incorporado en la capa de fibra. Por ejemplo, las fibras de la capa de cartón se pueden dopar con un LDPE con una mayor viscosidad del fundido y el cartón se puede recubrir con el mismo LDPE por un lado del mismo y con un LDPE con una menor viscosidad del fundido o con un polietileno de alta densidad (HDPE, por sus siglas en inglés) en el lado opuesto del mismo y el LDPE dopado en la capa de cartón se puede espumar calentando el cartón a un intervalo de temperatura de aproximadamente 115 a 125°C a fin de que la temperatura quede por debajo de la temperatura de fusión del polímero... [Seguir leyendo]
Reivindicaciones:
1. Un método para fabricar cartón, en el que se forma una banda de pasta a partir de pasta papelera a base de fibra en una cinta sinfín de la máquina de cartón, prensándose y secándose la banda en una capa (3) de cartón, caracterizado por que el polímero (6) se incorpora a la pasta papelera, acabando en la capa (3) de cartón y que la capa de cartón que contiene humedad se calienta a fin de que funda el polímero y las burbujas de vapor de agua penetren en el mismo, espumando y expandiendo el vapor de agua el polímero y haciendo porosa la capa de cartón.
2. Un método según la reivindicación 1, caracterizado por que la viscosidad del fundido del polímero (6) es al menos aproximadamente 15.
3. Un método según la reivindicación 1 ó 2, caracterizado por que el polímero (6) comprende polietileno de baja densidad (LDPE) .
4. Un método según cualquiera de las reivindicaciones precedentes, caracterizado por que la capa media de un cartón plegado de tres capas se hace porosa mediante el polímero.
5. Un método según cualquiera de las reivindicaciones precedentes, caracterizado por que la temperatura de calentamiento es aproximadamente 110 a 150°C, preferiblemente aproximadamente 115 a 125°C.
6. Un método según la reivindicación 5, caracterizado por que el cartón se humedece antes del calentamiento que produce burbujas de vapor de agua.
7. Un método según cualquiera de las reivindicaciones precedentes, caracterizado por que el cartón (3) se proporciona con un recubrimiento (4) polimérico por los dos lados del mismo antes del calentamiento que produce las burbujas de vapor de agua.
8. Un método según la reivindicación 7, caracterizado por que en el recubrimiento (4) al menos en un lado del cartón (3) , se usa un polímero igual que el polímero (6) , que se añade a la pasta papelera y que hace poroso el cartón.
9. Un método según la reivindicación 7 u 8, caracterizado por que el polímero, que se usa en el recubrimiento (4) al menos en un lado del cartón (3) , presenta una viscosidad del fundido menor o un punto de fusión mayor que el polímero (6) , que se añade a la pasta papelera y que hace poroso el cartón (3) .
10. Un método según cualquiera de las reivindicaciones precedentes, caracterizado por que el calentamiento se efectúa por calentamiento con aire caliente o radiación de infrarrojos o de microondas.
11. Un método según cualquiera de las reivindicaciones precedentes, caracterizado por que las fibras (5) están dopadas con el polímero (6) y se mezclan con fibras no dopadas y que la pasta papelera que comprende la mezcla de fibras así obtenida se suministra a la cinta sinfín.
12. Un método según cualquiera de las reivindicaciones precedentes, caracterizado por que los poros son producidos en la máquina de cartón antes de que se enrolle el cartón acabado.
13. Un método según cualquiera de las reivindicaciones 1 a 11, caracterizado por que los envases, tales como jarros (1) , se conforman del cartón producido por la máquina, haciéndose porosa su capa (3) de cartón por calentamiento que funde el polímero (6) y genera burbujas de vapor.
14. Cartón fabricado por el método según cualquiera de las reivindicaciones precedentes, caracterizado por que al menos una capa (3) de fibra que soporta polímero del cartón contiene cavidades generadas por burbujas de vapor de agua en el polímero (6) .
15. Cartón según la reivindicación 14, caracterizado por que sus dos lados se proporcionan con recubrimientos (4) poliméricos.
16. Un envase de cartón, caracterizado por que comprende el cartón según la reivindicación 14 ó 15.
17. Un envase según la reivindicación 16, caracterizado por que es un jarro (1) de cartón.
18. Un envase según la reivindicación 17, caracterizado por que el polímero (6) que hace porosa la capa (3) de cartón comprende un polímero que presenta una viscosidad del fundido mayor, que la superficie (4) interna de la copa comprende el mismo polímero que tiene dicha viscosidad de fundido mayor y que la superficie (4) externa de la copa comprende un polímero que presenta una viscosidad del fundido menor.
19. Un envase según la reivindicación 17, caracterizado por que las superficies (4) interna o la externa de la copa están recubiertas con un polímero, que presenta una viscosidad del fundido menor o un punto de fusión mayor que el polímero (6) que hace porosa la capa (3) de cartón.
Patentes similares o relacionadas:
Recipiente de aislamiento térmico en vacío, del 22 de Julio de 2020, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Un recipiente de aislamiento térmico en vacío que comprende: un cilindro externo que tiene un fondo, y un cilindro interno que tiene […]
Procedimiento de fabricación de una placa de corcho difusora, una pared de corcho difusora y un recipiente isotérmico que comprende dicha pared, del 13 de Mayo de 2020, de Corkconcept SA: Procedimiento de fabricación de una placa de corcho difusora para un recipiente isotérmico, caracterizado porque, considerando de partida […]
Refrigerador de bebida, del 6 de Mayo de 2020, de TEQUILA CUERVO S.A. DE C.V: Refrigerador de bebida , que comprende: un cuerpo principal con una tapa superior extraíble y una tapa inferior extraíble ; […]
Botella con cuerpo aislante, del 15 de Abril de 2020, de OWENS-BROCKWAY GLASS CONTAINER INC.: Una botella que se extiende a lo largo de un eje longitudinal (A) y que incluye, una base ; un cuello ; y un cuerpo […]
Recipientes de vacío, del 1 de Abril de 2020, de Dow Global Technologies LLC: Un recipiente de vacío que comprende: una carcasa que incluye una capa superficial continua con una parte ; […]
Manta aislante térmica para un recipiente, del 20 de Enero de 2020, de Selección Mediterranea Fine Foods S.L: 1. Manta aislante para un recipiente que comprende al menos una capa de material aislante, caracterizada por que comprende medios de fijación […]
Bolsa isotérmica, del 8 de Enero de 2020, de TEMPACK PACKAGING SOLUTIONS S.L: Bolsa isotérmica, compuesta por una parte de recipiente (P) y una tapa (T), estando la parte de recipiente (P) compuesta por paredes unidas entre […]
Mejoras en manta aislante para refrigerar barriles de cerveza, del 16 de Diciembre de 2019, de TECNOLOGÍA DE LA CERVEZA S.L: Mejoras en manta aislante para refrigeración de barriles de cerveza. Constituidas a partir de una base también de neopreno sobre la que se apoya el […]