Cabezal de mecanizado con múltiples rayos láser.
Cabezal de mecanizado con múltiples rayos láser (1, 100) que está configurado para dividir un rayo láser deentrada (5) en al menos dos rayos láser de salida (20,
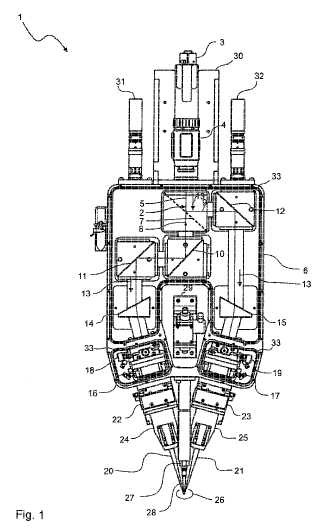
21) y concentrarlos en una zona de mecanizado común (26),con un módulo divisor de rayo (11) que está configurado y dispuesto para dividir el rayo láser de entrada (5) en dosrayos parciales en una primera vía de rayo (8) y una segunda vía de rayo (9), con un medio de enfoque (16, 17) queestá configurado y dispuesto para enfocar los dos rayos parciales a fin de generar los rayos láser de salida (20, 21),y con un dispositivo de alimentación (27, 28, 29, 30) que está dispuesto y configurado para alimentar un medio a lazona de mecanizado (26), estando rodeada una sección extrema (27, 28) del dispositivo de alimentación por los almenos dos rayos láser de salida (20, 21) y definiendo la sección extrema (27, 28) en su dirección de guía central uneje central para el cabezal de mecanizado con múltiples rayos láser (1, 100), caracterizado porque la primera y lasegunda vía de rayo (8, 9) están configuradas de manera que discurren, al menos por secciones, en ángulo entre síy en forma de y en una proyección sobre un plano de distribución (38), dispuesto en perpendicular o esencialmenteen perpendicular al eje central, y/o en el plano de distribución (38), quedando encerrada al menos parcialmentemediante la disposición en forma de y una zona intermedia, en la que están dispuestas secciones del dispositivo dealimentación (27, 28, 29, 30), y/o porque la primera y/o la segunda vía de rayo (8, 9) presentan en una proyecciónsobre un plano de rayo único (39), dispuesto en paralelo o esencialmente en paralelo al eje central, o en el plano derayo único (39) delante del medio de enfoque (16, 17) un acodamiento en ángulo obtuso que forma un ángulocerrado mayor de 120º, preferentemente mayor de 150º, en particular mayor de 160º, a fin de crear primero entre lasdos vías de rayo (8, 9) espacio para la integración del dispositivo de alimentación (27, 28, 29, 30) o secciones deéste y a continuación concentrar los rayos láser de salida en la zona próxima al mecanizado.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07023923.
Solicitante: ERLAS ERLANGER LASERTECHNIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KRAFTWERKSTRASSE 26 91056 ERLANGEN ALEMANIA.
Inventor/es: HOFFMANN,PETER PROF, HORNIG,HANS, BERNDL,JÜRGEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K1/005 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 1/00 Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34). › Soldadura sin fusión por energía radiante.
- B23K26/04 B23K […] › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Alineación, apuntado o focalización automáticos del haz de rayos láser, p. ej. utilizando la luz difundida de vuelta.
- B23K26/067 B23K 26/00 […] › Separando el haz de rayos en múltiples rayos, p.ej. focos múltiples.
- B23K26/20 B23K 26/00 […] › Unión (soldadura sin fusión por energía radiante B23K 1/005; unión de elementos plásticos preformados por calentamiento mediante láser B29C 65/16).
PDF original: ES-2398122_T3.pdf
Fragmento de la descripción:
Cabezal de mecanizado con múltiples rayos láser
La invención se refiere a un cabezal de mecanizado con múltiples rayos láser según el preámbulo de la reivindicación 1, estando configurado el cabezal de mecanizado con múltiples rayos láser para dividir un rayo láser de entrada en al menos dos rayos láser de salida y concentrarlos en una zona de mecanizado común.
El mecanizado de material por láser se usa entretanto en una pluralidad de técnicas de fabricación, por ejemplo, corte, soldadura directa, soldadura indirecta, temple o también recubrimiento. Mientras que algunos procesos de fabricación se pueden llevar a cabo de manera fácil y reproducible a escala de laboratorio, en la implementación a nivel industrial se originan a menudo problemas tan graves que hacen fracasar el procedimiento de fabricación correspondiente. A este respecto, la guía de rayo y la formación de rayo del rayo láser desempeñan a menudo un papel clave en la realización y la implementación de los procedimientos de fabricación.
Una técnica de guía de rayo, usual entretanto, es la llamada técnica de doble rayo o múltiples rayos, en la que dos o más rayos láser se alimentan simultáneamente a la zona de mecanizado para llevar a cabo el mecanizado. Este tipo de guía y formación de rayo permite obtener en la zona de mecanizado premisas específicas, por ejemplo, en relación con la aportación de energía.
La implementación de la técnica de doble rayo o múltiples rayos en colaboración con o para la industria requiere una técnica de sistema que ha de satisfacer el campo de tensiones del uso diario, la robustez, la compactibilidad y la estabilidad de un estándar industrial.
El documento FR 2 823 688 se refiere a una disposición para el mecanizado de material por láser con un material complementario, en la que un rayo láser incidente se transforma en un rayo anular, de modo que se puede alimentar axialmente un material complementario.
El documento US 4 250 372 se refiere a un dispositivo de mecanizado para el temple por rayo láser, que no presenta, sin embargo, un dispositivo de alimentación para alimentar un medio a la zona de mecanizado. Como se deriva en particular de la disposición de los lentes de enfoque 241 y 242 en la figura 2, tampoco está previsto aquí un espacio para este tipo de dispositivos de alimentación.
El documento EP 1 568 435 A1 se refiere a una máquina de mecanizado por láser, en particular un cabezal de mecanizado, que presenta un divisor de rayo para dividir el rayo láser en dos rayos parciales enfocados sobre la pieza de trabajo. A este respecto, un rayo láser incidente se divide en dos rayos parciales que discurren en ángulo recto al rayo láser incidente y que se dirigen hacia una zona de mecanizado común mediante espejos de enfoque.
Los documentos JP2003080388 y JP2000244095 describen respectivamente dispositivos, en los que un rayo láser de entrada se subdivide en varios rayos láser individuales que se proyectan sobre una pieza de trabajo. Durante el mecanizado no se alimenta un material complementario o similar.
En la solicitud de patente europea EP 1179382A1, por ejemplo, se propone un cabezal de mecanizado por rayo láser y una máquina de mecanizado por rayo láser, dividiéndose en el cabezal de mecanizado por rayo láser el rayo láser en dos rayos parciales y concentrándose estos por vías de rayo separadas, pero mediante un sistema óptico común, en una zona de mecanizado común. En sentido coaxial a los dos rayos parciales está dispuesta una punta de herramienta que sirve para alimentar, por ejemplo, gas, alambre, polvo o similar.
La guía de rayo dentro del cabezal de mecanizado está configurada aquí de manera que un rayo láser de salida colimado se divide en dos rayos parciales, discurriendo los dos rayos parciales respectivamente, según la configuración, en paralelo o en perpendicular entre sí y enfocándose, por último, en un zona de mecanizado común mediante un lente de enfoque común. La ventaja del dispositivo presentado en la solicitud de patente europea radica en particular en la previsión de un cabezal de mecanizado compacto que ahorra espacio.
Es objetivo de la presente invención proponer un cabezal de mecanizado con múltiples rayos láser que divida un rayo láser de entrada en al menos dos rayos láser de salida y tenga una construcción robusta y a la vez compacta.
Este objetivo se consigue mediante un cabezal de mecanizado con múltiples rayos laser con las características de la reivindicación 1. Formas de realización preferidas o ventajosas de la invención se derivan de las reivindicaciones secundarias, de la siguiente descripción y/o de las figuras adjuntas.
Según la invención se propone un cabezal de mecanizado con múltiples rayos láser que está configurado para dividir un rayo láser de entrada en al menos dos rayos láser de salida y concentrarlos en una zona de mecanizado común.
El cabezal de mecanizado con múltiples rayos láser está configurado en particular para el acoplamiento a una instalación láser, por ejemplo, mediante una guía de rayo abierta o mediante una guía de rayo de conductor de fibra óptica. La instalación láser está configurada en particular como instalación de láser de CO2, de ND-YAG, de cuerpo sólido, de gas o de diodo.
La zona de mecanizado común identifica preferentemente una zona sobre una superficie de pieza de trabajo que se mecaniza a la vez mediante al menos los dos rayos láser de salida, produciendo los dos rayos láser de salida durante el mecanizado un efecto sinergético y/o mecanizando una zona de mecanizado continua.
El cabezal de mecanizado con múltiples rayos láser presenta un módulo divisor de rayo que está configurado y/o dispuesto para dividir el rayo láser de entrada en dos rayos parciales en una primera vía de rayo y una segunda vía de rayo, estando colimado en particular el rayo láser de salida y/o estando disponible como rayo láser paralelo. En formas de realización alternativas puede estar prevista también otra división en una tercera, cuarta vía de rayo adicional, etc. La división del rayo láser de entrada puede estar implementada de cualquier forma, usándose preferentemente espejos semitransparentes, espejos scraper, espejos de diafragma o similar. El módulo divisor de rayo puede comprender opcionalmente también varios elementos ópticos.
Un medio de enfoque está configurado para enfocar dos o los al menos dos rayos parciales, generándose así los rayos láser de salida. A tal efecto, el medio de enfoque puede estar configurado como sistema óptico transmisivo, difractivo o también reflectivo.
El marco de la invención comprende que los dos o todos los rayos parciales se enfoquen mediante un sistema óptico común. Sin embargo, se prefiere que cada rayo parcial y/o cada rayo láser de salida se enfoquen o estén enfocados mediante un sistema óptico de enfoque propio asignado al rayo parcial o al rayo láser de salida. Esta forma de realización preferida tiene la ventaja de que se puede prescindir de sistemas ópticos de enfoque de diámetro muy grande y, por tanto, costosos.
El cabezal de mecanizado con múltiples rayos láser presenta un dispositivo de alimentación que suministra un medio a la zona de mecanizado por una sección extrema, pudiendo ser el medio gaseoso, líquido o sólido o pudiendo estar configurado como corriente de energía adicional. La sección extrema está rodeada por los al menos dos rayos láser de salida y/o dispuesta en sentido coaxial a estos.
La sección extrema define en su dirección de guía central un eje central para el cabezal de mecanizado con múltiples rayos láser. El eje central está configurado preferentemente como un eje dispuesto centralmente entre los ejes de rayo del los rayos láser de salida incidentes.
Según la invención se propone que la primera y la segunda vía de rayo estén configuradas de manera que discurran, al menos por secciones, en ángulo entre sí en una proyección sobre un plano de distribución, dispuesto en perpendicular o esencialmente en perpendicular al eje central, y/o en el plano de distribución.
En una alternativa de realización posible, la primera vía y la segunda vía de rayo están dispuestas de manera desplazable en altura entre sí en dirección del eje central. En otra alternativa de realización especialmente preferida, la primera y la segunda vía de rayo forman el plano de distribución dispuesto en perpendicular o esencialmente en perpendicular al eje central. En otra alternativa de realización posible, las secciones de la primera y la segunda vía de rayo, dispuestas en ángulo entre sí, forman un plano común con una inclinación respecto al plano de distribución... [Seguir leyendo]
Reivindicaciones:
1. Cabezal de mecanizado con múltiples rayos láser (1, 100) que está configurado para dividir un rayo láser de entrada (5) en al menos dos rayos láser de salida (20, 21) y concentrarlos en una zona de mecanizado común (26) , con un módulo divisor de rayo (11) que está configurado y dispuesto para dividir el rayo láser de entrada (5) en dos rayos parciales en una primera vía de rayo (8) y una segunda vía de rayo (9) , con un medio de enfoque (16, 17) que está configurado y dispuesto para enfocar los dos rayos parciales a fin de generar los rayos láser de salida (20, 21) , y con un dispositivo de alimentación (27, 28, 29, 30) que está dispuesto y configurado para alimentar un medio a la zona de mecanizado (26) , estando rodeada una sección extrema (27, 28) del dispositivo de alimentación por los al menos dos rayos láser de salida (20, 21) y definiendo la sección extrema (27, 28) en su dirección de guía central un eje central para el cabezal de mecanizado con múltiples rayos láser (1, 100) , caracterizado porque la primera y la segunda vía de rayo (8, 9) están configuradas de manera que discurren, al menos por secciones, en ángulo entre sí y en forma de y en una proyección sobre un plano de distribución (38) , dispuesto en perpendicular o esencialmente en perpendicular al eje central, y/o en el plano de distribución (38) , quedando encerrada al menos parcialmente mediante la disposición en forma de y una zona intermedia, en la que están dispuestas secciones del dispositivo de alimentación (27, 28, 29, 30) , y/o porque la primera y/o la segunda vía de rayo (8, 9) presentan en una proyección sobre un plano de rayo único (39) , dispuesto en paralelo o esencialmente en paralelo al eje central, o en el plano de rayo único (39) delante del medio de enfoque (16, 17) un acodamiento en ángulo obtuso que forma un ángulo cerrado mayor de 120º, preferentemente mayor de 150º, en particular mayor de 160º, a fin de crear primero entre las dos vías de rayo (8, 9) espacio para la integración del dispositivo de alimentación (27, 28, 29, 30) o secciones de éste y a continuación concentrar los rayos láser de salida en la zona próxima al mecanizado.
2. Cabezal de mecanizado con múltiples rayos láser (100) según la reivindicación 1, caracterizado porque la primera y la segunda vía de rayo (8, 9) presentan respectivamente una unidad de desviación (10, 11, 12) que provoca una desviación en ángulo recto o esencialmente en ángulo recto.
3. Cabezal de mecanizado con múltiples rayos láser (1, 100) según la reivindicación 2, caracterizado porque en la trayectoria de rayo después de la desviación están dispuestos sensores y/o cámaras de observación (31, 32) en una prolongación imaginaria en dirección de rayo negativa de la primera o la segunda vía de rayo (8, 9) .
4. Cabezal de mecanizado con múltiples rayos láser (1, 100) según una de las reivindicaciones precedentes, caracterizado porque el módulo divisor de rayo (7) está configurado como espejo semitransparente.
5. Cabezal de mecanizado con múltiples rayos láser (1, 100) según una de las reivindicaciones precedentes, caracterizado porque los rayos parciales discurren de manera colimada a lo largo de la primera y/o la segunda vía de rayo (8, 9) .
6. Cabezal de mecanizado con múltiples rayos láser (1, 100) según una de las reivindicaciones precedentes, caracterizado porque el acodamiento está o están creado (s) mediante un primer y/o un segundo prisma (14, 15) dispuestos en la primera vía de rayo (8) o en la segunda vía de rayo (9) .
7. Cabezal de mecanizado con múltiples rayos láser (1, 100) según una de las reivindicaciones precedentes, caracterizado porque el primer y el segundo prisma (14, 15) están dispuestos de manera simétrica entre sí.
8. Cabezal de mecanizado con múltiples rayos láser (1, 100) según una de las reivindicaciones precedentes, caracterizado porque el medio de enfoque está configurado como dos sistemas ópticos de enfoque separados (16, 17) .
9. Cabezal de mecanizado con múltiples rayos láser (1, 100) según la reivindicación 8, caracterizado porque los sistemas ópticos de enfoque (16, 17) están dispuestos de manera simétrica entre sí.
10. Cabezal de mecanizado con múltiples rayos láser (1, 100) según la reivindicación 8 ó 9, caracterizado porque los sistemas ópticos de enfoque (16, 17) están dispuestos de manera inclinada entre sí en un ángulo de inclinación.
11. Cabezal de mecanizado con múltiples rayos láser (1, 100) según una de las reivindicaciones 8 a 10, caracterizado porque el ángulo de inclinación corresponde al ángulo de acodamiento menos 180º.
12. Cabezal de mecanizado con múltiples rayos láser (1, 100) según una de las reivindicaciones precedentes, caracterizado porque los sistemas ópticos de enfoque (16, 17) están dispuestos de manera desplazable en paralelo a su extensión superficial y/o en perpendicular a la primera o la segunda vía de rayo (8, 9) en la zona de los sistemas ópticos de enfoque mediante un sistema mecánico de desplazamiento (18, 19) .
13. Cabezal de mecanizado con múltiples rayos láser (1, 100) según la reivindicación 12, caracterizado porque el sistema mecánico de desplazamiento (18, 19) está configurado como dos mesas de desplazamiento dispuestas en cruz para desplazar los sistemas ópticos de enfoque (16, 17) .
14. Cabezal de mecanizado con múltiples rayos láser (1, 100) según la reivindicación 12 ó 13, caracterizado porque el desplazamiento está configurado de manera que se puede realizar manualmente o mediante motor.
15. Cabezal de mecanizado con múltiples rayos láser (1, 100) según una de las reivindicaciones precedentes, caracterizado por una carcasa (6) que presenta un primer espacio óptico que está cerrado respecto al entorno de manera hermética al aire durante el funcionamiento y que aloja el módulo divisor de rayo (7) y los prismas (14, 15) .
16. Cabezal de mecanizado con múltiples rayos láser (1, 100) según la reivindicación 15, caracterizado porque en el primer espacio óptico están alojados sólo componentes ópticos rígidos.
17. Cabezal de mecanizado con múltiples rayos láser (1, 100) según la reivindicación 15 ó 16, caracterizado porque el primer espacio óptico está cerrado con una tapa de cierre (36) fijada con una unión atornillada permanente.
18. Cabezal de mecanizado con múltiples rayos láser (1, 100) según una de las reivindicaciones 15 a 17, caracterizado porque la carcasa presenta un segundo y/o un tercer espacio óptico, en el que están dispuestos los sistemas mecánicos de desplazamiento (18, 19) y a los que se puede acceder a través de ventanillas de mantenimiento (36) .
19. Cabezal de mecanizado con múltiples rayos láser (1, 100) según la reivindicación 18, caracterizado porque las ventanillas de mantenimiento (36) están protegidas mediante cierres rápidos que se pueden abrir y cerrar con un esfuerzo menor que la unión atornillada permanente.
20. Cabezal de mecanizado con múltiples rayos láser (1, 100) según una de las reivindicaciones 15 a 19, caracterizado porque la carcasa (6) presenta un cuerpo de una sola pieza que está configurado a la vez como banco óptico.
21. Cabezal de mecanizado con múltiples rayos láser (1, 100) según la reivindicación 20, caracterizado porque la carcasa (6) está configurada de manera que se enfría con agua.
22. Cabezal de mecanizado con múltiples rayos láser (1, 100) según una de las reivindicaciones precedentes, caracterizado por un control acoplado, estando configurado el control desde el punto de vista de la técnica de programación y/o de circuitos de manera que el Tool-Center-Point (TCP) está ajustado en el eje central del cabezal de mecanizado con múltiples rayos láser.
23. Uso del cabezal de mecanizado con múltiples rayos láser (1, 100) según una de las reivindicaciones precedentes, caracterizado porque el cabezal de mecanizado con múltiples rayos láser (1, 100) está configurado como cabezal de soldadura indirecta, corte, soldadura directa y/o recubrimiento.
Patentes similares o relacionadas:
 Dispositivo y procedimiento de mecanizado para el mecanizado mediante láser de una superficie, del 31 de Julio de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Dispositivo de mecanizado para el mecanizado mediante láser de una superficie , presentando una entrada de radiación láser, por la cual puede hacerse entrar un haz de […]
Dispositivo y procedimiento de mecanizado para el mecanizado mediante láser de una superficie, del 31 de Julio de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Dispositivo de mecanizado para el mecanizado mediante láser de una superficie , presentando una entrada de radiación láser, por la cual puede hacerse entrar un haz de […]
Dispositivo para el procesamiento de material mediante radiación láser, del 20 de Mayo de 2019, de Precitec GmbH & CO. KG: Dispositivo para el procesamiento de material mediante radiación láser con una óptica de enfoque para el enfoque de un rayo láser en […]
Procedimientos para unir dos piezas en bruto y piezas en bruto y productos obtenidos, del 3 de Abril de 2019, de AUTOTECH ENGINEERING, S.L: Procedimiento para unir una primera pieza en bruto y una segunda pieza en bruto, en el que la primera pieza en bruto y/o la segunda pieza en bruto comprende un sustrato […]
Procedimiento para el mecanizado de una superficie de una pieza de trabajo mediante radiación láser, del 30 de Agosto de 2017, de Clean Lasersysteme GmbH: Procedimiento para el pretratamiento adhesivo de una superficie de una pieza de trabajo mediante radiación láser, impactando la radiación láser generada […]
Método de formación de estructuras periódicas en láminas finas utilizando haces láser interferentes, del 5 de Julio de 2017, de Valstybinis moksliniu tyrimu institutas Fiziniu ir technologijos mokslu centras: Método para la formación de estructuras periódicas en una película de material delgado por haces de interferencia de laser pulsado, en el que la película delgada […]
Dispositivo de procesamiento láser y método de procesamiento láser, del 8 de Marzo de 2017, de HAMAMATSU PHOTONICS K.K.: Método que comprende las etapas de: hacer que un modulador espacial de luz presente un primer holograma; hacer que una luz de […]
Dispositivo de procesamiento por láser y procedimiento de procesamiento por láser, del 19 de Octubre de 2016, de HAMAMATSU PHOTONICS K.K.: Dispositivo de procesamiento por de láser, que es un dispositivo para procesar un objeto de procesamiento condensando e irradiando luz láser al objeto […]
Dispositivo y procedimiento para el procesamiento por láser de sustratos de gran superficie utilizando al menos dos puentes, del 28 de Septiembre de 2016, de SAINT-GOBAIN GLASS FRANCE: Dispositivo láser para el templado de revestimientos que contienen metales o que contienen óxidos metálicos sobre sustratos de vidrio de gran […]