Broca y procedimiento para su producción.
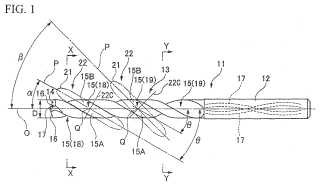
Una broca que comprende: un surco (15, 120) de salida de virutas en forma de una espiral con respecto a un ejeformado en la periferia externa de la sección de la punta de un cuerpo (11,
110) de la broca aproximadamentecilíndrico que gira en torno a su eje, y un borde (16, 130) de corte formado en la línea de arista intersectanteentre una superficie de la pared que da a la dirección de giro de la broca de este surco (15, 120) de salida devirutas y un flanco (14, 113) de la punta del cuerpo (11, 110) de la broca, en la que,
junto con la sección en el lado de la punta del surco (15, 120) continuo de salida de virutas, siendo el borde (16,130) de corte una sección (18) de poca anchura, en la que el ángulo helicoidal con respecto al eje y la anchuradel surco son constantes, se forma una sección (20) de anchura creciente en el surco (15, 120) de salida devirutas más hacia el lado de extremo posterior que esta sección de poca anchura, caracterizado porquedicha sección (20) de anchura creciente comprende un surco espiral que tiene un ángulo helicoidal mayor y unsurco espiral que tiene un ángulo helicoidal más pequeño que el ángulo helicoidal de la sección (18) de pocaanchura o un surco virtual (19A), en la que la sección (18) de poca anchura se extiende hacia el extremoposterior, en la que se forman los surcos espirales sobre el lado de la dirección de giro de la broca y sobre ellado posterior en la dirección de giro de la broca del surco virtual (19A), y en la que una sección de la línea dearista está formada en la sección donde estos surcos espirales se solapan, mientras la altura de la sección R dela línea de arista es grande en el lado del extremo posterior de la sección de anchura creciente ygradualmente se vuelve menor en dirección hacia el lado de la punta del cuerpo (11, 110) de la broca.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03019535.
Solicitante: MITSUBISHI MATERIALS CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 5-1, OTEMACHI 1-CHOME CHIYODA-KU, TOKYO JAPON.
Inventor/es: MABUCHI,MASAYUKI, YANAGIDA,KAZUYA, SUZUKI,KATSUYUKI, TAKIGUCHI,SYOJI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B51/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › Herramientas para máquinas de taladrar.
- B23B51/02 B23B […] › B23B 51/00 Herramientas para máquinas de taladrar. › Brocas helicoidales.
- B23B51/06 B23B 51/00 […] › Brocas previstas para ser lubrificadas o enfriadas.
- B24B19/04 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 19/00 Máquinas o dispositivos concebidos especialmente para una operación particular de trabajo con muela no cubierta por otro grupo principal (trabajo con muela de roscas de tornillo B23G 1/36). › para acanalar los fustes de los taladros.
PDF original: ES-2439082_T3.pdf
Fragmento de la descripción:
Broca y procedimiento para su producción Antecedentes de la invención
1. Campo de la invención La presente invención se refiere a una broca, en la que está formado un surco de salida de virutas con forma de espiral en la periferia externa de la sección de la punta del cuerpo de la broca, y a un procedimiento para su producción. Además, la presente invención se refiere a una broca utilizada para taladrar agujeros para formar un agujero mecanizado con un nivel elevado de precisión en la colocación del agujero en un material taladrado y, por ejemplo, se refiere a una broca para formar un agujero mecanizado profundo en un material metálico.
2. Técnica antecedente Como se muestra en las FIG. 22 a la FIG. 24, un ejemplo conocido de una broca (broca sólida) , en la que se forma un surco de salida de virutas con forma de espiral en la periferia externa de la sección de la punta del cuerpo de la broca, es una denominada broca de rosca de doble acanaladura, en la que se forman un par de surcos 2 de salida de virutas, que se enrosca hasta la parte trasera en la dirección de giro de la broca en torno a un eje O hacia el 15 extremo posterior desde el flanco de la punta del cuerpo de la broca, de manera simétrica en la periferia externa de la sección de la punta de un cuerpo aproximadamente cilíndrico 1 de la broca que gira en torno al eje O, y se forma un borde 3 de corte en la sección de la línea de arista intersectante entre las superficies de pared de estos surcos 2 de salida de virutas encaradas a la dirección de giro T de la broca y del flanco de la punta mencionado anteriormente. En este tipo de broca espiral, como se indica en, por ejemplo, la Solicitud de Modelo de Utilidad 20 Japonés No Examinada, Primera Publicación nº 5-60715, al aumentar gradualmente la anchura de surco de los surcos 2 de salida de virutas desde W1 hasta W2 (> W1) desde el punto A hasta el punto B, cuando se toma el diámetro externo de la broca como D, y la distancia hasta el punto A aproximadamente a 2D desde la punta de la sección de broca se toma como W1, y haciéndolo W2 en la sección que se extiende desde el punto B hasta el extremo posterior de la sección de broca, se evita la obstrucción de las virutas en el lado del extremo posterior de los surcos 2 de salida de virutas, sirviendo de esta manera para mejorar la salida de las virutas.
Además se conoce una broca de tipo doble margen, como la indicada en la Solicitud No Examinada de Patente Japonesa, Primera Publicación nº 7-40117, como un ejemplo de este tipo de broca. En esta broca, como se muestra en las FIGURAS 25 y 26, se forma el borde 3 de corte en la sección de la línea de arista intersectante entre las superficies 2A de pared que dan al lado de los surcos 2 de salida de virutas en la dirección de giro T de la broca y
del flanco 1A de la punta del extremo perforador 1’ que gira en torno al eje O, secciones primera y segunda 4 y 5 de margen adyacentes, que son adyacentes a los lados trasero y frontal en la dirección de giro T de la broca de los surcos 2 de salida de virutas, están formadas respectivamente en la sección 1B de la superficie del extremo perforador 1’, y estas secciones primera y segunda 4 y 5 de margen realizan la función de guía del extremo perforador 1’ al contactar con la superficie de la pared interna del agujero mecanizado que se forma.
Además, las secciones de adelgazamiento 6 están formadas en los lados de la punta de las superficies de la pared interna de los surcos 2 de salida de virutas, que son continuos con el borde periférico interno del borde 3 de corte y está comprendido al vaciar una región que se extiende hasta la sección 1B de la superficie, que incluye una sección de talón 1C del extremo perforador 1’, y virutas generadas por el borde 3 de corte y rizadas por esta sección de adelgazamiento 6, sirviendo de esta manera para mejorar la salida de las virutas.
Sin embargo, en la broca mostrada en las FIGURAS 22 a 24, en el caso del aumento gradual de la anchura del surco de los surcos 2 de salida de virutas desde el punto A hacia el punto B, como se muestra en la FIG. 22, se aumenta la anchura del surco al extender la superficie 2A de la pared que da hacia el lado de los surcos 2 de salida de virutas en la dirección de giro T de la broca desde el lado de la punta con un ángulo helicoidal fijo, mientras que se ensancha la superficie de la pared en el lado opuesto de la superficie 2A de la pared, es decir, la superficie 2B de 45 la pared (la superficie de la pared en el lado del talón) que da hacia el lado posterior de los surcos 2 de salida de corte en la dirección de giro T de la broca, hasta el lado en la dirección de giro T de la broca. Sin embargo, dado que a las virutas se les da salida a través de los surcos 2 de salida de virutas enroscados en una forma espiral, son enviados de esta forma al lado del extremo posterior mientras que se deslizan sobre la superficie 2A de la pared, de forma que son empujados contra la superficie 2A de la pared que da a la dirección de giro T de la broca, existe la 50 posibilidad de que la salida de virutas sea inadecuada simplemente al ensanchar el lado de la superficie 2B de la pared en el lado opuesto de la superficie 2A de la pared.
Además, normalmente en la producción de una broca que tiene surcos 2 de salida de virutas enroscados en una forma espiral en la periferia externa de la sección de la punta del cuerpo 1 de la broca, se corta la periferia externa mencionada anteriormente en la periferia externa de la sección de la punta del cuerpo 1 de la broca al aplicar un 55 ángulo fijo de deflexión a una muela abrasiva, de forma que el plano que se intersecta con la línea central de la muela abrasiva sigue la dirección de giro de los surcos 2 de salida de virutas en el caso de observar el cuerpo 1 de la broca desde afuera en la dirección radial, mientras se gira la muela abrasiva con forma de disco en el que se forma una capa abrasiva de partículas en la sección periférica externa alrededor de la línea central mencionada anteriormente, y luego se mueve un cuerpo 1 de la broca a lo largo del eje O conforme al ángulo helicoidal mencionado anteriormente mientras gira en torno al eje O (normalmente la línea central de la muela abrasiva es fija, y se mueve el cuerpo 1 de la broca a lo largo del eje O mientras gira) . Como resultado, las superficies 2A y 2B de la 5 pared son rectificadas con muela abrasiva hasta una forma predeterminada por la capa abrasiva de partículas, lo que tiene como resultado la formación del surco 2 de salida de virutas. En este tipo de procedimiento de producción, para ensanchar la anchura de surco del surco 2 de salida de virutas al lado de la dirección de giro T de la broca en el lado del extremo posterior, se lleva a cabo en primer lugar el rectificado con muela abrasiva sobre la longitud completa del surco 2 de salida de virutas al colocar la muela abrasiva a un ángulo predeterminado de deflexión, y se forma la superficie 2A de la pared que da hacia la dirección de giro T de la broca. A continuación, después de desplazar la muela abrasiva desde la ubicación del punto A mencionado anteriormente hacia la dirección de giro T de la broca mientras se mantiene el mismo ángulo de deflexión, de nuevo se mueve el cuerpo 1 de la broca hasta el lado del extremo posterior a lo largo del eje O conforme al ángulo helicoidal mencionado anteriormente mientras gira en torno al eje O para formar la superficie 2B de la pared.
Sin embargo, en este procedimiento de producción, se requieren al menos dos pasos para rectificar con muela abrasiva respectivamente las superficies 2A y 2B de la pared para formar el surco 2 de salida de virutas. Además, en el caso de utilizar la misma muela abrasiva para ambos de estos pasos, existe la posibilidad de que se formen secciones de arista R que tienen un corte transversal con forma de cresta entre el lado de la superficie 2A de la pared rectificada con muela abrasiva en el primer paso y el lado de la superficie 2B de la pared rectificada con muela abrasiva en el paso subsiguiente en el lado del extremo posterior desde el punto A mencionado anteriormente, como se indica por medio de la línea discontinua en la FIG. 24. Si permanece este tipo de sección R de arista, dado que la calidad de la salida disminuye debido a que las virutas se quedan atrapadas en esta sección de arista, se requiere un paso adicional para eliminar esta sección R de arista, lo que resulta de esta manera en una disminución considerable en la eficacia de producción de las brocas.
Además, en el caso de una broca convencional de tipo doble margen, cuando se observa desde el lado de la punta en la dirección del eje O como se muestra en la FIG. 25, la segunda sección 5 de margen, que se forma de manera que sea adyacente al... [Seguir leyendo]
Reivindicaciones:
1. Una broca que comprende: un surco (15, 120) de salida de virutas en forma de una espiral con respecto a un eje formado en la periferia externa de la sección de la punta de un cuerpo (11, 110) de la broca aproximadamente cilíndrico que gira en torno a su eje, y un borde (16, 130) de corte formado en la línea de arista intersectante entre una superficie de la pared que da a la dirección de giro de la broca de este surco (15, 120) de salida de virutas y un flanco (14, 113) de la punta del cuerpo (11, 110) de la broca, en la que,
junto con la sección en el lado de la punta del surco (15, 120) continuo de salida de virutas, siendo el borde (16, 130) de corte una sección (18) de poca anchura, en la que el ángulo helicoidal con respecto al eje y la anchura del surco son constantes, se forma una sección (20) de anchura creciente en el surco (15, 120) de salida de virutas más hacia el lado de extremo posterior que esta sección de poca anchura, caracterizado porque dicha sección (20) de anchura creciente comprende un surco espiral que tiene un ángulo helicoidal mayor y un surco espiral que tiene un ángulo helicoidal más pequeño que el ángulo helicoidal de la sección (18) de poca anchura o un surco virtual (19A) , en la que la sección (18) de poca anchura se extiende hacia el extremo posterior, en la que se forman los surcos espirales sobre el lado de la dirección de giro de la broca y sobre el
lado posterior en la dirección de giro de la broca del surco virtual (19A) , y en la que una sección de la línea de arista está formada en la sección donde estos surcos espirales se solapan, mientras la altura de la sección R de la línea de arista es grande en el lado del extremo posterior de la sección 20 de anchura creciente y gradualmente se vuelve menor en dirección hacia el lado de la punta del cuerpo (11, 110) de la broca.
2. Una broca según la reivindicación 1, en la que el límite entre la sección (18) de poca anchura y la sección (20) de anchura creciente está localizado en el intervalo de 3-5 ∀ D con respecto al diámetro externo D del borde (16, 130) de corte desde el borde periférico externo del borde (16, 130) de corte hacia el lado del extremo posterior en la dirección axial.
3. Un procedimiento de producción de una broca según la reivindicación 1 o la reivindicación 2, que comprende: la formación del surco (15, 120) de salida de virutas por una capa abrasiva (21) de partículas causando una muela 25 abrasiva (22) con forma de disco, sobre la que está formada una capa abrasiva (21) de partículas en la periferia externa para cortar en la periferia externa de la sección de la punta del cuerpo (11, 110) de la broca, de tal manera que la sección periférica se encuentra a lo largo de la dirección de giro del surco (15, 120) de salida de virutas, mientras gira la muela abrasiva (22) en torno a su línea central (22C) , y moviendo el cuerpo (11, 110) de la broca en la dirección axial hacia la dirección de giro mientras gira en torno al eje con respecto a la muela abrasiva, en la que en la sección que sirve como la sección (20) de anchura creciente del surco (15, 120) de salida de virutas, se mueve el cuerpo (11, 110) de broca giratorio con respecto a la muela abrasiva a dos velocidades de movimiento diferentes, siendo una de ellas más rápida, siendo la otra más lenta que la velocidad de movimiento relativa usada para la producción de la sección (18) de poca anchura.
Patentes similares o relacionadas:
Herramienta de autoinjerto con un perfil acanalado mejorado y procedimientos de uso, del 1 de Julio de 2020, de HUWAIS IP HOLDING LLC: Un osteótomo giratorio , que comprende: una espiga que establece un eje longitudinal de rotación; un cuerpo que se extiende desde dicha espiga […]
Herramienta de corte rotatoria con broca reemplazable y método de corte rotatorio para ella y método de instalación de broca, del 17 de Junio de 2020, de Zhejiang Xinxing Tools Co., Ltd: Herramienta de corte rotatoria con broca reemplazable, que comprende una broca y una barra portaherramientas , donde la broca esta conectada de manera desmontable […]
Broca con resaltes en la zona de captura, del 1 de Octubre de 2019, de ESPINOSA CHIVITE, Miguel Angel: 1. Broca con resaltes en la zona de captura que consiste en una conformación especial de su zona de captura para impedir que, durante el proceso de taladrado, […]
 Placa de corte, del 26 de Junio de 2019, de DIAGER: Placa de corte concebida para fijarse en un extremo de un cuerpo de herramienta con el fin de accionarse en rotación alrededor de un eje […]
Placa de corte, del 26 de Junio de 2019, de DIAGER: Placa de corte concebida para fijarse en un extremo de un cuerpo de herramienta con el fin de accionarse en rotación alrededor de un eje […]
Miembro de corte, del 17 de Abril de 2019, de Gershon System Ltd: Un elemento (10,500; 10,500'; 10,500''; 10,900; 10,900') de corte para su uso en una operación de corte que comprende: - un borde (10,532; 10,532'; 10,532''; […]
Instrumento cerámico, del 28 de Noviembre de 2018, de GEBR. BRASSELER GMBH & CO. KG: Instrumento rotatorio con un vástago y una parte de trabajo fijada en el vástago o que puede estar fijado de manera amovible, en el cual por […]
Herramienta de corte, del 11 de Septiembre de 2018, de ISCAR LTD.: Una herramienta de corte que tiene un eje longitudinal (A) que define direcciones hacia adelante y hacia atrás, comprendiendo la herramienta de corte : […]
Herramienta de corte e inserto de corte con una ranura de resiliencia hacia atrás, del 25 de Abril de 2018, de ISCAR LTD.: Un inserto de corte , que tiene un eje de inserto longitudinal (A) que se extiende en una dirección de delante (DF) hacia atrás (DR), que comprende: […]