Artículos de espuma moldeados resistentes al calor y procedimiento para su fabricación.
Un procedimiento de termoconformado de una hoja espumada de resina de poliéster de baja cristalinidad en unartículo de espuma moldeado resistente al calor,
en el que dicha resina de poliéster contiene unidades de etileno eincluye, en base a las unidades de dicarboxilato, al menos 50% en moles de unidades de tereftalato, que comprendelas etapas de: calentamiento de la hoja espumada de resina de poliéster hasta una temperatura de preformación:formación de la hoja de espuma de resina de poliéster en un molde; y liberación de la hoja de espuma de resina depoliéster moldeada del molde, caracterizado porque el molde no se calienta.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/059881.
Solicitante: CRYOVAC, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 100 ROGERS BRIDGE ROAD DUNCAN, SC 29334 ESTADOS UNIDOS DE AMERICA.
Inventor/es: LONGO, EUGENIO, PACI,ANDREA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C44/56 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Post-tratamiento de objetos, p. ej. para cambiar su forma.
- B65B47/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 47/00 Aparatos o dispositivos para formar bolsas o recipientes en o a partir de hojas, bandas o tiras, que tienen esencialmente una matriz en la que el material es comprimido o una matriz de plegado a través de la cual se desplaza el material. › con medios para calentar el material antes de la formación.
- B65B47/10 B65B 47/00 […] › por el vacío.
- B65B9/04 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › teniendo una o las dos bandas bolsos para recibir los objetos o cantidades de materiales.
PDF original: ES-2429421_T3.pdf
Fragmento de la descripción:
Artículos de espuma moldeados resistentes al calor y procedimiento para su fabricación
Campo técnico
La presente invención se refiere a un procedimiento para la fabricación de un artículo de espuma moldeado resistente al calor de acuerdo con la reivindicación 1, de forma particular útil para un recipiente de alimento que no se distorsiona térmicamente incluso cuando es calentado en un microondas u horno convencional.
La presente invención se refiere además a un procedimiento para la fabricación de un envase que puede ser calentado en un microondas u horno convencional, de acuerdo con la reivindicación 6 y un envase de acuerdo con la reivindicación 10.
Técnica anterior
Se usan habitualmente sistemas de envasado que comprenden un recipiente estable al calor rígido que presenta una película termoplástica flexible fina sellada sobre el mismo, para el envasado de las denominadas “comidas preparadas” (“ready meals”) , que son comidas que requieren solo calentamiento para estar listas para consumir. El calentamiento se puede llevar a cabo bien en un microondas o bien en un horno convencional. Debido a las temperaturas implicadas en la etapa de calentamiento se puede usar solo algunos materiales. Los recipientes de tereftalato de polietileno cristalino (CPET) son especialmente adecuados para esta aplicación, donde se requiere recalentar los contenidos hasta altas temperaturas, de forma típica del orden de 175º C a 200º C. Mientras que el tereftalato de polietileno amorfo, es decir, un material que presenta un grado bajo de cristalinidad, de forma típica de aproximadamente 5 a 10%, comienza a ser dimensionalmente inestable a aproximadamente 70º C, el CPET, que presenta un grado de cristalinidad por encima de 20%, permanece dimensionalmente estable hasta aproximadamente 200º C y más.
Los recipientes hechos de un material espumado presentan algunas ventajas frente a los no espumados en particular cuando se contemplan aplicaciones horneables. En primer lugar el material espumado presenta mejores propiedades de aislamiento al calor que permiten la manipulación manual del producto alimentario envasado tras calentamiento en el horno. En segundo lugar, debido a que la densidad del material espumado es menor, se reduce la cantidad de resina de polímero necesaria para producir un artículo con un espesor específico, y/o la resistencia mecánica. Por tanto, artículos moldeados de CPET espumados ofrecen ventajas significativas como recipientes para productos alimentarios que requieren calentamiento en microondas u hornos convencionales, es decir, recipientes para las denominadas aplicaciones “horneables duales”.
El termoconformado es un procedimiento que se usa comercialmente en la producción de artículos de poliéster. Es una técnica particularmente valiosa para la producción de artículos de pared fina, tales como recipientes para alimentos horneables duales. Sin embargo es bien conocido en la técnica que recipientes de poliéster obtenidos por termoconformado de hojas de alta cristalinidad no son estables al calor, más bien se retuercen y distorsionan cuando se calientan en un horno.
Procedimientos conocidos para producir productos de espuma de poliéster moldeados resistentes al calor implican el termoconformado de una hoja de poliéster espumado de baja cristalinidad para producir un producto de espuma moldeado cuyo grado de cristalinidad aumenta durante el proceso de termoconformado mediante moldeo de la hoja con una matriz de moldeo calentada mantenida a alta temperatura, y con calentamiento continuo de la hoja de poliéster dentro del molde para inducir la cristalización. El artículo moldeado se trata por lo general con calor en el molde con el fin de alcanzar una cristalinidad de al menos aproximadamente 20%.
Por ejemplo, el documento EP-A-115.162 divulga un procedimiento en el que se calienta una hoja de poliéster espumado que presenta una cristalinidad en el intervalo de 0% a 18% hasta una temperatura entre la temperatura de transición vítrea y la temperatura de fusión de la resina de poliéster; en contacto con un molde calentado que se mantiene a una temperatura que es preferiblemente mayor que la temperatura de la hoja, manteniéndose la hoja en el molde calentado hasta que la cristalinidad media es al menos 20% y se retira luego del molde.
El documento EP-A-390.723 divulga un procedimiento similar en el que se precalienta una hoja de poliéster espumado sustancialmente amoría por encima de su temperatura de transición vítrea hasta que se reblandece; se lleva a un molde calentado; se fija con calor manteniendo la hoja moldeada en contacto con el molde calentado durante un tiempo suficiente para cristalizar la hoja hasta un nivel de cristalinidad de al menos 15%.
El documento US 5.618.486 divulga un procedimiento de acuerdo con el preámbulo de la reivindicación 1 de termoconformado de hojas de poliéster espumado en recipientes resistentes al calor en los que se precalienta la hoja de baja cristalinidad de modo que su temperatura de superficie se encuentre entre 110-150º C; la hoja precalentada se moldea en un molde mantenido a una temperatura entre 150º y 200º C y se mantiene en dicho molde hasta que la cristalinidad media sea al menos 20%; se hace avanzar luego la hoja moldeada y se mantiene en un molde de enfriamiento hasta que alcance una temperatura de aproximadamente 70º C.
Los procedimientos conocidos de termoconformado de artículos de poliéster espumados resistentes al calor requieren el uso de un molde calentado que se mantiene a una temperatura en general más alta que la temperatura de la hoja de poliéster espumado cuando entra en el molde. Durante el procedimiento de moldeo se transfiere calor desde el molde calentado a la hoja de poliéster espumado para aumentar su grado de cristalinidad. La transferencia de calor tiene lugar bien durante la etapa de termoconformado o en una etapa de “endurecimiento con calor” subsiguiente que tiene lugar en un segundo molde.
Divulgación de la invención Se ha encontrado ahora que es posible termoconformar una hoja de poliéster espumado de baja cristalinidad para producir un artículo de espuma moldeado con un alto grado de cristalinidad, es decir, aproximadamente 20%, sin la necesidad de proporcionar calor a la hoja de espuma de poliéster durante la etapa de termoconformado o en una etapa de “endurecimiento con calor” subsiguiente que tenga lugar en un segundo molde. En particular se ha encontrado ahora que es posible termoconformar una hoja de poliéster espumado de baja cristalinidad en un artículo de espuma moldeado con un grado de cristalinidad superior a 20% mediante calentamiento de la hoja de poliéster espumado a una temperatura de preformación adecuada y formación de dicha hoja en un molde no calentado. El molde se encuentra a una temperatura que es menor que la temperatura de preformación de la hoja de poliéster.
Por tanto un primer objeto de la presente invención es un procedimiento de termoconformado de una hoja de poliéster espumado de acuerdo con la reivindicación 1.
Un segundo objeto de la presente invención es un envase que comprende un artículo de espuma moldeado resistente al calor que se puede obtener con el procedimiento de acuerdo con el primer objeto.
El procedimiento de la presente invención presenta la ventaja de que se requieren tiempos de ciclo más cortos y/o equipamiento de termoconformado menos voluminoso para la fabricación de productos moldeados de poliéster espumados resistentes al calor. Por tanto, debido a que la sección de termoconformado del recipiente puede ser más compacta es más conveniente integrar la etapa de termoconformado del recipiente con una etapa de envasado del producto y llevar a cabo todo el proceso en línea en una única máquina.
Por tanto un tercer objeto de la presente invención es un procedimiento de envasado de acuerdo con la reivindicación 6.
Los artículos de espuma moldeada resistentes al calor y los envases de la presente invención son particularmente adecuados para el envasado de productos alimentarios para aplicaciones horneables duales.
Detalles y ventajas adicionales de la invención serán evidentes a partir de la siguiente descripción en referencia a los dibujos adjuntos, en los que:
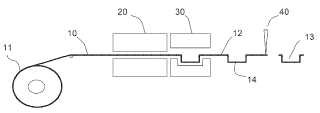
La figura 1 es una representación esquemática de un procedimiento de termoconformado de una hoja de poliéster espumado de acuerdo con una realización de la presente invención;
La figura 2 es una representación esquemática de un procedimiento de envasado de acuerdo con una primera realización de la presente invención.
La figura 3 es una representación esquemática de un procedimiento de envasado de acuerdo... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de termoconformado de una hoja espumada de resina de poliéster de baja cristalinidad en un artículo de espuma moldeado resistente al calor, en el que dicha resina de poliéster contiene unidades de etileno e incluye, en base a las unidades de dicarboxilato, al menos 50% en moles de unidades de tereftalato, que comprende las etapas de: calentamiento de la hoja espumada de resina de poliéster hasta una temperatura de preformación: formación de la hoja de espuma de resina de poliéster en un molde; y liberación de la hoja de espuma de resina de poliéster moldeada del molde, caracterizado porque el molde no se calienta.
2. El procedimiento de acuerdo con la reivindicación 1, en el que la temperatura de preformación es al menos 140º C y menos de 255° C.
3. El procedimiento de acuerdo con cualquiera de las reivindicaciones precedentes en el que la hoja espumada de resina de poliéster de baja cristalinidad está unida a una película no espumada de copoliéster amorfo.
4. El procedimiento de acuerdo con cualquiera de las reivindicaciones precedentes, en el que el artículo de espuma moldeado resistente al calor presenta una cristalinidad de al menos 20%.
5. El procedimiento de acuerdo con cualquiera de las reivindicaciones precedentes, en el que el artículo de espuma moldeado resistente al calor presenta una distorsión en cada dirección de menos de 10% cuando es calentado a 200º C durante 5 minutos.
6. Un procedimiento de envasado que comprende las etapas de: termoconformado de una hoja espumada de resina de poliéster de baja cristalinidad en un artículo de espuma moldeado resistente al calor de acuerdo con el procedimiento de las reivindicaciones 1 a 5; carga de un producto en la hoja de poliéster espumado moldeada; llevar una película de material termoplástico sobre dicho producto y dicha hoja de poliéster espumado moldeada; y sellado de dicha película de material termoplástico sobre dicha hoja de poliéster espumado moldeada.
7. El procedimiento de acuerdo con la reivindicación 6, en el que la película es sellada en torno a la periferia de la hoja de poliéster espumado moldeada.
8. El procedimiento de acuerdo con la reivindicación 6, en el que la película es extendida sobre el producto y es soldada a la parte de la hoja de poliéster espumado moldeada no cubierta por el producto.
9. El procedimiento de acuerdo con una cualquiera de las reivindicaciones 6 a 8, que se trata de un procedimiento en línea.
10. Un envase que comprende un artículo de espuma moldeado resistente al calor que se pueda obtener a partir del procedimiento de las reivindicaciones 1 a 5, un producto cargado en su interior y una película de material termoplástico dispuesta sobre dicho producto y dicho artículo de espuma moldeado resistente al calor, en el que la película de material termoplástico es extendida sobre el producto y es soldada a la parte del artículo de espuma moldeado no cubierto por dicho producto.
Patentes similares o relacionadas:
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
Útil de moldeo con coquilla de molde dividida, del 15 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Útil de embutición profunda para una máquina envasadora destinada a fabricar un cuenco de envasado por embutición profunda de una banda de película , […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en una […]
Control de etiquetado de peso para envases, del 1 de Abril de 2020, de MULTIVAC Marking & Inspection GmbH & Co. KG: Instalación de envasado , que comprende una estación de sellado para el envasado de un producto con al menos una hoja continua , en donde […]
Máquina de envasado por embutición profunda y procedimiento para moldear una banda de lámina en elementos de cartón, del 11 de Marzo de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda con una estación de moldeo , que comprende al menos una pieza inferior de herramienta de moldeo , […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]
Reducción del volumen de la cámara por adaptación de la profundidad de embutición en la estación de sellado por medio de una junta inflable, del 1 de Enero de 2020, de GEA Food Solutions Germany GmbH (100.0%): Máquina de envasado con una estación de sellado y/o un dispositivo de corte , con la que se producen envases para productos a envasar, presentando […]