Aparato para revestir con metal un producto metálico continuo.
Un aparato para revestir con metal un producto metálico continuo (15),
en particular un fleje o hilo metálico,comprendiendo dicho aparato:
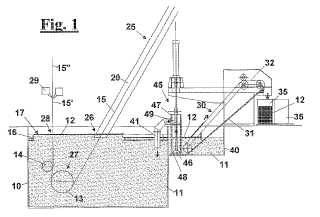
- un tanque de galvanizado (10) para contener un baño de metal fundido (11) adecuado para revestir dichoproducto metálico continuo (15) con una capa de metal, alcanzado dicho baño de metal fundido (11) en dichotanque (10) un nivel de llenado determinado (17) y sobre dicho baño de metal fundido se forma una capa deescoria flotante (12);
- un medio para mover dicho producto metálico continuo entre una zona de entrada (26) en la cual dichoproducto metálico continuo entra en dicho baño fundido (11), una trayectoria de inmersión en caliente delproducto metálico en dicho baño fundido y una zona de salida (28) en la cual dicho producto metálico sale dedicho baño fundido revestido con dicha capa de metal;
- un medio para retirar dicha escoria flotante (12) de dicho baño de metal fundido, en el que dicho medio pararetirar dicha escoria flotante comprende al menos un canal de salida (16) asociado con dicho tanque degalvanizado (10), teniendo dicho canal de salida un fondo cerrado (37) y un borde superior (38), estandodispuesto dicho fondo cerrado (37) por debajo de dicho nivel de llenado (17) y definiendo dicho borde superior(38) dicho nivel de llenado, de manera que al menos una parte de dicha escoria flotante (12) fluye hacia abajohacia dicho canal de salida (16) para ser recogida fácilmente;
- una cubeta de recogida (40), asociada con dicho canal de salida (16), en la cual se recoge dicha escoriaflotante y parte del metal fundido,
caracterizado por que se proporciona un medio de elevación para recoger la escoria flotante (12) de dichacubeta de recogida (40), seleccionándose dicho medio de elevación entre el grupo compuesto por:
- un medio de elevación que transporta dicha escoria flotante hacia un lugar de evacuación (35);
- un medio de elevación de cesta que comprende una cesta (91) integral a un brazo (92), estando conectadorotatoriamente dicho brazo (92) alrededor de un eje (92').
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2010/000244.
Solicitante: DANIELI & C. OFFICINE MECCANICHE SPA.
Nacionalidad solicitante: Italia.
Dirección: VIA NAZIONALE 41 33042 BUTTRIO (UDINE) ITALIA.
Inventor/es: GUADAGNINI,ANDREA, GUADAGNINI,EDOARDO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C23C2/00 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › Procesos de baño o inmersión en caliente para aplicar el material de revestimiento en estado fundido sin modificar la forma del objeto sumergido; Sus aparatos.
- C23C2/40 C23C […] › C23C 2/00 Procesos de baño o inmersión en caliente para aplicar el material de revestimiento en estado fundido sin modificar la forma del objeto sumergido; Sus aparatos. › Placas; Bandas.
PDF original: ES-2444540_T3.pdf
Fragmento de la descripción:
Aparato para revestir con metal un producto metálico continuo
Campo de la invención [0001] La presente invención se refiere a un proceso metalúrgico y se refiere, en particular, a un método mejorado para revestir un producto metálico continuo.
El presente método se refiere, por ejemplo, a un proceso de galvanizado continuo por inmersión en caliente de productos semiacabados tales como flejes y/o hilos metálicos, normalmente enrollados en bobinas.
Adicionalmente, la invención se refiere también a una estructura que realiza este método.
Antecedentes de la invención [0004] Existen muchos procesos de revestimiento de productos, por ejemplo de acero o hierro, con una capa metálica.
En particular, en un proceso de revestimiento continuo de un producto continuo, por ejemplo un fleje o hilo metálico, se sumerge en caliente continuamente en un baño de metal fundido. Los metales revestidos útiles para este fin son aquellos que tienen una temperatura de fusión suficientemente baja para evitar las modificaciones térmicas de los productos a revestir.
Uno de los procesos de revestimiento más comunes es el galvanizado por inmersión en caliente, con el cual una capa de revestimiento de cinc se coloca encima del fleje o hilo metálico para protegerlo de la corrosión. Entre los muchos tipos de procesos continuos se conoce la inmersión en caliente, que permite tratar de forma continua y rápida una gran cantidad de material.
El revestimiento con cinc se realiza sumergiendo el hilo o fleje metálico en un baño de cinc fundido que se mantiene a una temperatura entre 440-490 ºC mediante sistemas de inducción eléctrica o por combustión de gas natural. El control de temperatura del baño es esencial, puesto que una temperatura demasiado alta provocaría un aumento de la oxidación de la superficie del baño fundido y después un aumento del espesor de la escoria flotante, mientras que una temperatura del baño demasiado baja provocaría un aumento de la viscosidad del metal fundido que dificulta la formación de una capa de revestimiento fina.
El fleje metálico sumergido en caliente (o el hilo) deja el baño con una cierta cantidad de cinc fundido sobre su superficie. Para obtener el espesor exacto requerido, el fleje metálico se hace pasar a través de una pluralidad de chorros de aire orientados hacia su superficie, mediante soplantes de cuchilla localizadas por encima del baño y desplazadas entre sí. De esta manera, el exceso de cinc se retira soplando aire o nitrógeno y el sistema normalmente se ajusta mediante un sensor de espesor del metal de revestimiento. Puesto que la tasa de "exprimido" del exceso de líquido que manejan las soplantes de cuchilla depende sensiblemente de la distancia recorrida por el fleje metálico después de salir del baño fundido, el nivel del baño fundido tiene que mantenerse estrictamente fijo. Para conseguir este objetivo, de acuerdo con la técnica anterior, existen sistemas complejos automáticos, que 45 descargan lentamente los lingotes de cinc hacia el baño sensibles al consumo horario de cinc fundido, asociados con un sistema de sensores para controlar el nivel de cinc. Sin estos sistemas, en cada introducción de un lingote entero en el baño, ocurriría una oscilación en el nivel de cinc que provocaría inhomogeneidades en el revestimiento.
En otros casos, para limitar el aumento del nivel provocado por la adición de un lingote, se preparan grandes tanques de galvanizado que tienen una gran capacidad. De esta manera, el nivel de crecimiento que se provoca por la introducción de un lingote permanece dentro de límites aceptables. Sin embargo, esta solución induce a un aumento de los costes puesto que la cantidad de metal fundido en el tanque es mucho mayor que la necesaria, y la energía es consecuentemente alta para calentar el metal y la posterior dispersión de calor a través de la superficie de líquido del metal.
El contacto de las cuchillas de aire con el cinc fundido, y también el contacto del aire con la superficie líquida del cinc, adicionalmente, provoca un aumento de la formación de escoria o "nata espumosa" que flota sobre el baño fundido. Aunque un cierto espesor de la escoria flotante protege el baño fundido del contacto con el aire, limitando de esta manera la dispersión de calor y protegiendo de la oxidación el metal fundido localizado por debajo de la misma, un exceso de escoria flotante es perjudicial para el proceso.
En particular, si la escoria que flota cerca de la zona de salida del producto a revestir se adhiere a la superficie del producto, podría ser no eliminable, dando lugar a un rechazo en la producción. Por otro lado, con una cantidad óptima de escoria flotante, la zona de salida del producto a revestir estaría libre del riesgo de adhesión de 65 la escoria, puesto que el movimiento de emersión del producto continuo desde el baño fundido crea un flujo vorticial que mantiene la escoria flotante lejos de la zona de salida. Este flujo vorticial puede aumentarse mediante calentadores del baño de cinc que están localizados bajo la zona de salida.
Sin embargo, un exceso de escoria flotante forma un frente de escoria flotante que tiende a eliminar el espacio libre de escoria alrededor de la zona de salida, puesto que dicho flujo vorticial no puede retirar más escoria 5 flotante de la zona de salida.
Por lo tanto, en las plantas conocidas, se requiere que un operario elimine continuamente el exceso de escoria flotante mediante un rastrillo en T, que provoca que la escoria se deslice en paralelo a la superficie del baño, y una red, para mantener un nivel mínimo de escoria flotante. Esta etapa implica asuntos de seguridad, puesto que es muy peligrosa para el operario, que debe trabajar cerca del baño de metal fundido. Además, una operación manual no puede alcanzar un nivel ideal de escoria flotante que optimizaría el proceso de revestimiento y aseguraría un ahorro de energía y de metal fundido.
Otro método, que se describe en el documento JP60141854A, proporciona un conducto sumergido en el
tanque de galvanizado de inmersión en caliente con un extremo que sale a una altura por encima de la superficie de cinc fundido del tanque de galvanizado de inmersión en caliente. Forzando el cinc fundido por el conducto este sale desde el extremo del conducto y cae en el tanque de galvanizado de inmersión en caliente. Sin embargo, esta solución genera un elevado residuo de metal fundido, puesto que la caída aumenta la oxidación del metal debido al contacto con el oxígeno. Además, para permitir el movimiento del producto de fleje metálico en el fondo del conducto es necesario proporcionar un pasaje sellado para permitir que el metal fundido cree una corriente superficial que libere la zona de la caída.
Otro dispositivo, como se describe en el documento JP10140309, comprende un depósito de almacenamiento para recoger la escoria flotante asociada con un tanque de galvanizado por inmersión en caliente capaz de separar la escoria flotante generada por el metal fundido. El dispositivo comprende un medio para transportar el metal fundido desde el tanque de galvanizado por inmersión en caliente al depósito.
En particular, el depósito proporciona una pluralidad de paredes que están desplazadas entre sí para crear un laberinto que provoca la separación de la escoria flotante, así como de una escoria acumulada en el fondo del metal fundido. Sin embargo, el área y el tamaño del depósito de almacenamiento son tan grandes que se consume mucha energía para mantener estacionaria la temperatura del baño de metal fundido.
Sumario de la invención [0017] Por lo tanto, una característica de la invención es proporcionar un aparato para revestir productos metálicos continuos que permita eliminar el exceso de escoria flotante del baño fundido.
También es una característica de la invención proporcionar un aparato para revestir productos metálicos continuos que controle y mantenga un nivel fijo del baño fundido, para optimizar el proceso de revestimiento.
Otra característica de la invención es proporcionar un aparato para revestir productos metálicos continuos que sea sencillo y rentable.
Otra característica más de la invención es proporcionar un aparato para revestir productos metálicos 45 continuos para reducir la capacidad de los tanques existentes, incluso si se mantiene un nivel fijo del baño fundido.
Estos y otros objetos se consiguen mediante un aparato para revestir con metal un producto metálico continuo, en particular un fleje o hilo metálico, que comprende:
- un tanque de galvanizado adaptado para contener un baño de metal fundido para revestir dicho producto metálico continuo con una... [Seguir leyendo]
Reivindicaciones:
1. Un aparato para revestir con metal un producto metálico continuo (15) , en particular un fleje o hilo metálico,
comprendiendo dicho aparato: 5
- un tanque de galvanizado (10) para contener un baño de metal fundido (11) adecuado para revestir dicho producto metálico continuo (15) con una capa de metal, alcanzado dicho baño de metal fundido (11) en dicho tanque (10) un nivel de llenado determinado (17) y sobre dicho baño de metal fundido se forma una capa de escoria flotante (12) ;
- un medio para mover dicho producto metálico continuo entre una zona de entrada (26) en la cual dicho producto metálico continuo entra en dicho baño fundido (11) , una trayectoria de inmersión en caliente del producto metálico en dicho baño fundido y una zona de salida (28) en la cual dicho producto metálico sale de dicho baño fundido revestido con dicha capa de metal;
- un medio para retirar dicha escoria flotante (12) de dicho baño de metal fundido, en el que dicho medio para
retirar dicha escoria flotante comprende al menos un canal de salida (16) asociado con dicho tanque de galvanizado (10) , teniendo dicho canal de salida un fondo cerrado (37) y un borde superior (38) , estando dispuesto dicho fondo cerrado (37) por debajo de dicho nivel de llenado (17) y definiendo dicho borde superior
(38) dicho nivel de llenado, de manera que al menos una parte de dicha escoria flotante (12) fluye hacia abajo hacia dicho canal de salida (16) para ser recogida fácilmente;
- una cubeta de recogida (40) , asociada con dicho canal de salida (16) , en la cual se recoge dicha escoria flotante y parte del metal fundido, caracterizado por que se proporciona un medio de elevación para recoger la escoria flotante (12) de dicha cubeta de recogida (40) , seleccionándose dicho medio de elevación entre el grupo compuesto por:
- un medio de elevación que transporta dicha escoria flotante hacia un lugar de evacuación (35) ;
- un medio de elevación de cesta que comprende una cesta (91) integral a un brazo (92) , estando conectado rotatoriamente dicho brazo (92) alrededor de un eje (92') .
2. El aparato de acuerdo con la reivindicación 1, en el que dicha cubeta de recogida (40) está dispuesta de acuerdo con una posición seleccionada entre el grupo compuesto por: 30
-adyacente a dicho tanque de galvanizado (10) de manera que el canal de salida (16) suministra en su interior a dicha cubeta de recogida (40) dicha parte de escoria flotante y dicha cantidad de metal fundido que ha fluido hacia abajo hacia dicho canal de salida, y la escoria flotante no puede volver al tanque;
- en dicho tanque de galvanizado (10) para permitir un intercambio de calor desde dicho tanque de galvanizado 35 hacia dicha cubeta de recogida (40) .
3. El aparato de acuerdo con la reivindicación 1, en el que dicho canal de salida (16) está dispuesto periféricamente a lo largo de dicho tanque de galvanizado (10) de manera que dicho fondo cerrado (37) y dicho borde superior (38) están en dicho tanque del galvanizado (10) , en particular dicho canal de salida tiene un borde superior que tiene:
- una menor altura en dicha zona de salida (28) que permite retirar localmente la escoria flotante presente en el metal fundido, y
- una mayor altura en dicha zona de entrada (26) de dicho tanque de galvanizado para mantener un aislamiento
del metal fundido mediante la escoria flotante. 45
4. El aparato de acuerdo con la reivindicación 1, en el que, cuando se proporciona el medio de elevación de cesta, dicho brazo (92) está dispuesto por debajo del nivel de dicho metal fundido y gira desde una posición sumergida (97) hasta una posición de vaciado (99) discurriendo a través de una posición de drenaje (98) , en la que:
- en dicha posición sumergida (97) dicha cesta (91) está sumergida en dicho metal fundido;
- en dicha posición de drenaje (98) dicha cesta (91) está dispuesta por encima de dicho nivel de llenado (17) de manera que la escoria se drena desde el metal fundido en dicha cesta;
alcanzándose dicha posición de vaciado (99) después de un tiempo programable, estando adaptada dicha cesta (91)
para ralentizarse rápidamente en dicha posición de vaciado (99) , de manera que dicho brazo (92) se golpea repentinamente contra una parte sobresaliente y provoca que dicha escoria caiga hacia abajo desde dicha cesta (91) en un lugar de evacuación.
5. El aparato de acuerdo con la reivindicación 1, en el que se proporciona un medio de ajuste asociado con dicho 60 canal de salida (16) , adaptado para ajustar la altura de dicho borde superior (38) y, después de dicho nivel de llenado (17) .
6. El aparato de acuerdo con la reivindicación 1, en el que dicho canal de salida (16) puede estar libre del borde del
tanque y está conectado en voladizo a un contenedor sumergido en el tanque. 65
7. El aparato de acuerdo con la reivindicación 6, en el que el canal de salida tiene forma de U y tiene ramificaciones laterales (16a) que discurren paralelas al borde del tanque y que tienen una parte (16d) con un borde superior que actúa como un aliviadero, en los lados de la zona de salida del fleje metálico desde el baño de cinc fundido, en particular la ramificación central (16b) converge (16c) en una cubeta de recogida (40) sumergida en el tanque, en particular la cubeta de recogida (40) tiene dos compartimentos que se comunican en profundidad entre sí, un compartimento (40b) donde la escoria flotante y el cinc fundido entran mediante un puerto de entrada (40c) , coincidente con la salida del canal (10c) , y un comportamiento (40a) donde está sumergida una bomba que recircula el cinc fundido de vuelta al tanque (10) .
8. El aparato de acuerdo con la reivindicación 6, en el que la cubeta de recogida (40) se mantiene sumergida por el peso del cinc líquido, que alcanza un nivel que es menor que el tanque y mediante vigas (170) conectadas a una placa de cimentación en el lado del tanque.
9. El aparato de acuerdo con la reivindicación 6, en el que se proporciona un calentador (300) en la zona del tanque que queda libre mediante la cubeta de recogida (40) , de manera que el calor del calentador mantiene caliente también el cinc presente en la cubeta de recogida (40) .
10. El aparato de acuerdo con la reivindicación 9, en el que los lingotes pueden sumergirse después en el tanque en un punto cercano al calentador (300) . 20
11. El aparato de acuerdo con la reivindicación 1, en el que la alimentación de lingotes de cinc se realiza lateralmente respecto al tanque mediante un sistema de viga móvil (160) .
12. El aparato de acuerdo con la reivindicación 11, en el que la viga móvil (160) está dispuesta ortogonalmente
respecto al tanque por encima del calentador (300) y está montada sobre un carro (161) sobre ruedas (162) que circulan sobre raíles (163) con una reciprocidad y recorrido predeterminados mediante un accionador y los brazos (164) elevan la viga móvil (160) para levantar paquetes de lingotes (20) dispuestos sobre soportes curvos (A, B, C, D) , cargando en cada carrera un paquete en un elevador (155) en una posición final (E) .
13. El aparato de acuerdo con la reivindicación 11, en el que se proporciona un marco (150) sobre montantes (151) y se baja mediante un accionador (152) , para sumergir los lingotes delante del calentador (300) en el baño de cinc fundido bajo la superficie líquida (17) en una zona (10a) del tanque (10) .
14. El aparato de acuerdo con la reivindicación 11, en el que se proporciona un medio de carga (180) de la viga móvil (160) que está adaptado para cargar los lingotes sobre los soportes curvos (A, B, C, D) todos a la vez obteniendo una elevada autonomía.
Patentes similares o relacionadas:
Tira de acero recubierta de metal, del 1 de Julio de 2020, de Bluescope Steel Limited: Un procedimiento de formación de un recubrimiento de aleación de Al-Zn-Si-Mg sobre una tira, con el procedimiento que incluye pasar una tira de acero a […]
Procedimiento de tratamiento de una lámina de aleación ferrosa de rodadura y línea de tratamiento para su implementación, del 3 de Junio de 2020, de Arcelormittal: Procedimiento de tratamiento de una lámina de aleación ferrosa de rodadura que contiene al menos un elemento fácilmente oxidado, que comprende […]
Composición en solución para tratamiento superficial de lámina de acero, superficie de lámina de acero chapada a base de zinc, tratada con la misma, y su procedimiento de fabricación, del 20 de Mayo de 2020, de POSCO: Una composición en solución para el tratamiento superficial de lámina de acero, que comprende: 30 % en peso a 60 % en peso de un compuesto de cromo trivalente […]
Procedimiento de producción de una lámina de acero TWIP que tiene una microestructura austenítica, del 13 de Mayo de 2020, de Arcelormittal: Procedimiento de producción de una lámina de acero TWIP laminada en frío, recuperada y recubierta que comprende las siguientes etapas sucesivas: A. alimentación de […]
Método de fabricación para láminas de acero de alta resistencia, del 15 de Abril de 2020, de Samhwa Steel Co., Ltd: Método de fabricación una lámina de acero de alta resistencia, comprendiendo dicho método: calentamiento rápido por inducción de alta […]
Procedimiento de fabricación de piezas de acero revestidas y endurecidas por presión, y chapas prerrevestidas que permiten la fabricación de estas piezas, del 1 de Abril de 2020, de Arcelormittal: Chapa laminada en frío y recocida, de grosor comprendido entre 0,5 y 2,6 mm, prerrevestida para la fabricación de piezas endurecidas por templado en prensa, compuesta […]
Lámina de acero recubierta por inmersión en caliente con un sistema a base de Zn-Al-Mg que tiene una excelente trabajabilidad y método para fabricar la misma, del 19 de Febrero de 2020, de NIPPON STEEL CORPORATION: Una lámina de acero de alta resistencia recubierta por inmersión en caliente con un sistema a base de Zn-Al- Mg y con una resistencia a la tracción de 400 MPa o mayor y excelente […]
Procedimiento para producir una lámina de acero recubierta de alta resistencia que tiene ductilidad y formabilidad mejoradas, y lámina de acero recubierta obtenida, del 12 de Febrero de 2020, de Arcelormittal: Un procedimiento para producir una lámina de acero recubierta que tiene una resistencia a la tracción RT de al menos 1100 MPa, un alargamiento total AT […]